1.本实用新型涉及汽车焊接夹具领域,涉及一种后桥壳总成拼装焊接夹具,尤其是涉及一种制动油管支架、abs线束支架总成、油管夹片与后桥壳总成拼装焊接夹具。
背景技术:
2.随着汽车内电子控制程度日益增强,汽车电子功能的不断优化,汽车后桥上线束支架、油管支架、油管夹片是汽车后驱动桥上的必要配件之一,它对后桥上各种线束、油管的布置和安装固定起着决定性作用,需要采用拼装焊接的方式将与后桥壳总成结合在一起,保证线束支架、油管支架、油管夹片位置尺寸。随着科技的进步,市场的需求,不同的产品所需焊接夹具不同,焊接工装在市场上的需求量是不断增长的,人们对焊接工装的精度、安全性、可靠性也都越来越高。
3.例如,申请号为200710168950.5,专利名称为一种桥壳总成的焊接夹具及焊接工艺,其包括头座和尾座,头座和尾座分别通过导轨与床身连接,桥壳本体总成平衡支承装置、桥壳本体总成中心定位装置通过连接键与床身连接,支承左夹具体、支承右夹具体通过连接键分别与头座和尾座连接,支承左夹具体和支承右夹具体分别连接液压动力装置和压紧装置,焊接工艺为先进行拼装点固,再焊接的桥壳总成。该夹具主要是针对各类球形支承与桥壳本体总成的拼装焊接,但是汽车的后桥壳总成在拼装时还包括制动油管支架、abs线束支架总成、油管夹片的拼装,以上拼装焊接夹具无法适应多附件与桥壳总成的拼装组成工艺要求。
4.又如,申请号为202022616432.9,专利名称为一种线束支架与后桥壳总成拼装焊接夹具,其包括定位板、支座、连接板、定位块、第一磁铁、定位销、转轴、开口销、紫铜套和第二磁铁,所述支座、连接板通过转轴间隙配合连接,连接板相对于支座转动;第二磁铁通过过盈配合连接在紫铜套上,紫铜套通过过盈配合连接在定位板上,定位销通过过盈配合连接在定位板上,支座通过卡槽定位焊接在定位板上。焊接完的后桥壳总成上的凸缘头已通过机加工完后,采用此类夹具定位,以凸缘头端面和孔为定位基准,只能实现单个支架装夹焊接。
5.又如,申请号为202011283864.0,专利名称为一种法兰盘、减震器支架总成与后桥壳总成拼装焊接夹具,其包括工装平台、第一v形定位块、法兰盘定位夹紧装置、减震器支架总成定位装置和t型螺母;所述工装平台上带有底架、第一底板、导轨、中心定位装置、气阀开关安装支座、手动阀;第一v形定位块、法兰盘定位夹紧装置、减震器支架总成定位装置通过平键、螺栓与t型螺母连接后分别安装在工装平台的导轨上。该夹具主要是针对全浮类驱动后桥上的法兰盘、减震器支架总成与后桥壳总成的拼装焊接夹具,采用v型块定位轴头外圆进行后桥壳本体总成轴向定位;用中心定位装置上两爪动力卡盘进行后桥壳本体总成中心定位。但是汽车的后桥壳总成在拼装时还包括制动油管支架、abs线束支架总成、油管夹片的拼装,此夹具无法适应制动油管支架、abs线束支架总成、油管夹片与桥壳总成的拼装组成工艺要求。
6.本技术基于现有拼装焊接夹具所存在的缺陷,从而进行结构改进。
技术实现要素:
7.本实用新型的目的是为了解决现有技术存在的缺陷,提供一种制动油管支架、abs线束支架总成、油管夹片与后桥壳总成拼装焊接夹具及其使用方法。
8.为了实现上述目的,本实用新型采用的技术方案如下:
9.一种后桥壳总成拼装焊接夹具,包括底架、底板、导轨、底座总成、油管夹片第一定位装置、油管夹片第二定位装置、油管夹片第三定位装置、abs线束支架总成定位装置、制动油管支架定位装置、t形螺母,所述底板固定在底架上,所述导轨通过螺钉固定连接在底板上;
10.所述底座总成、油管夹片第一定位装置、油管夹片第二定位装置、油管夹片第三定位装置、abs线束支架总成定位装置、制动油管支架定位装置通过螺栓与t型螺母分别安装在工装平台的导轨上。
11.进一步,所述底座总成包括底座、第一定位板、第一定位销,所述第一定位板固定连接在底座上,第一定位销通过过盈配合连接在所述第一定位板上。
12.进一步,所述油管夹片第一定位装置包括第一底板、第一支承板、角度板、快速夹钳、第二定位板、第一磁铁;
13.所述第一支承板固定连接在第一底板上,所述角度板固定连接在第一支承板上,所述快速夹钳通过螺钉固定连接在第一支承板上,所述第一磁铁通过过盈配合连接在所述第二定位板上,第二定位板通过螺钉固定连接在所述快速夹钳上。
14.进一步,所述油管夹片第二定位装置包括第二底板、第二支承板、支撑块、滑槽、第一连接板、定位块、第二磁铁;
15.所述第二支承板固定连接在第二底板上,所述支撑块固定连接在第二支承板上,滑槽通过螺钉固定连接在支撑块上,所述第一连接板安装在滑槽中,所述第二磁铁通过过盈配合连接在定位块上,定位块通过螺钉固定连接在第一连接板上。
16.进一步,所述油管夹片第三定位装置包括第三底板、第三支承板、支撑块、第一旋转销、第二连接板、定位块、第三磁铁;
17.所述第三支承板固定连接在第三底板上,所述支撑块固定连接在第三支承板上,所述第二连接板通过第一旋转销连接在支撑块上,所述第三磁铁通过过盈配合连接在定位块上,定位块通过螺钉固定连接在第二连接板上。
18.进一步,所述abs线束支架总成定位装置包括第四底板、第四支承板、第三连接板、第二旋转销、第三定位板、第二定位销、第四磁铁、第一紫铜套;
19.所述第四支承板固定连接在第四底板上,所述第三连接板固定连接在第四支承板上,所述第三定位板通过第二旋转销连接在第三连接板上,所述第二定位销通过过盈配合连接在第三定位板上,所述第四磁铁通过过盈配合连接在第一紫铜套上,第一紫铜套通过过盈配合连接在所述第三定位板上。
20.进一步,所述制动油管支架定位装置包括第五底板、第五支承板、第四连接板、第三旋转销、第四定位板、第三定位销、第五磁铁、第二紫铜套;
21.所述第五支承板固定连接在第五底板上,所述第四连接板固定连接在第五支承板
上,所述第四定位板通过第三旋转销连接在第四连接板上,第三定位销通过过盈配合连接在第四定位板上,所述第五磁铁通过过盈配合连接在第二紫铜套上,第二紫铜套通过过盈配合连接在第四定位板上。
22.本实用新型的有益效果为:本焊接夹具主要针对半浮类驱动后桥上附件的焊接,不同后桥壳总成附件装夹方式不同,焊接夹具定位基准不同。本实用新型是以后桥壳总成上已焊好的两端弹簧板座上的孔和面作为定位基准,以适应后桥壳总成与制动油管支架、abs线束支架总成、油管夹片的拼装焊接工艺要求。采用本焊接夹具,可以保证制动油管支架、abs线束支架总成、油管夹片与后桥壳总成的拼接精度,在焊接的过程中,无需额外的机械或人工进行不同附件的拼接,附件被夹紧后即为焊接前需要的拼接状态,本夹具在满足焊接工艺可行性的同时,保证了产品质量,提高了加工效率,减轻了工人的劳动强度。
附图说明
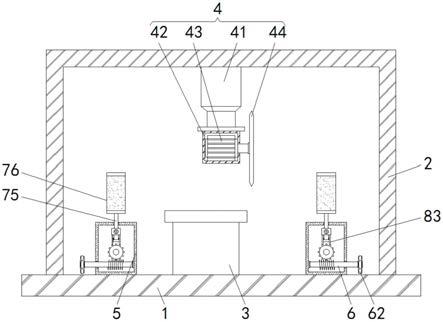
23.图1为本实用新型实施例中总示意图;
24.图1a为图1中的沿a-a线的截面示意图;
25.图1b为图1中的沿b-b线的截面示意图;
26.图1c为图1中的沿c-c线的截面示意图;
27.图1d为图1中的沿d-d线的截面示意图;
28.图1e为图1中的沿e-e线的截面示意图;
29.图1f为图1中的沿f-f线的截面示意图;
30.图2为本实用新型实施例中底座总成的结构示意图;
31.图3为本实用新型实施例中油管夹片第一定位装置的结构示意图;
32.图4为本实用新型实施例中油管夹片第二定位装置的结构示意图;
33.图5为本实用新型实施例中油管夹片第三定位装置的结构示意图;
34.图6为本实用新型实施例中abs线束支架总成定位装置的结构示意图;
35.图7为本实用新型实施例中制动油管支架定位装置的结构示意图;
36.图8为本实用新型实施例中工件的结构示意图。
37.附图标记说明:底架1、底板2、导轨3、底座总成4、油管夹片第一定位装置5、油管夹片第二定位装置6、油管夹片第三定位装置7、abs线束支架总成定位装置8、制动油管支架定位装置9、t形螺母10、11底座、第一定位板12、第一定位销13、第一底板14、第一支承板15、角度板16、快速夹钳17、第二定位板18、第一磁铁19、第二底板20、第二支承板21、第一支撑块22、滑槽23、第一连接板24、第一定位块25、第二磁铁26、第三底板27、第三支承板28、第二支撑块29、第一旋转销30、第二连接板31、第二定位块32、第三磁铁33、第四底板34、第四支承板35、第三连接板36、第二旋转销37、第三定位板38、第二定位销39、第四磁铁40、第一紫铜套41、第五底板42、第五支承板43、第四连接板44、第三旋转销45、第四定位板46、第三定位销47、第五磁铁48、第二紫铜套49、油管夹片50、abs线束支架总成51、制动油管支架52、后桥壳总成53、弹簧板座54。
具体实施方式
38.本实用新型可以通过
技术实现要素:
中说明的技术具体实施,通过对下面的实施例
可以对本实用新型进行进一步描述,本实用新型的范围并不限于下述实施例。
39.如图1至图8所示,一种后桥壳总成拼装焊接夹具,包括底架1、底板2、导轨3、底座总成4、油管夹片第一定位装置5、油管夹片第二定位装置6、油管夹片第三定位装置7、abs线束支架总成定位装置8、制动油管支架定位装置9、t形螺母10;所述拼装焊接夹具的底座总成4、油管夹片第一定位装置5、油管夹片第二定位装置6、油管夹片第三定位装置7、abs线束支架总成定位装置8、制动油管支架定位装置9通过螺栓与t型螺母10连接分别安装在工装平台的导轨3上。
40.其中,底架1采用号角钢焊接而成,底板2焊接在底架1上,导轨3通过螺钉固定连接在底板2上。
41.进一步,底座总成4包括底座11、第一定位板12、第一定位销13。底座11采用钢板焊接而成,第一定位板12通过卡槽定位和螺钉固定连接在底座11上,第一定位销13通过过盈配合连接在第一定位板12上。
42.油管夹片第一定位装置5包括第一底板14、第一支承板15、角度板16、快速夹钳17、第二定位板18、第一磁铁19。第一支承板15通过卡槽定位和螺钉固定连接在第一底板14上,角度板16通过卡槽定位和螺钉固定连接在第一支承板15上,快速夹钳17通过螺钉固定连接在第一支承板15上,第二定位板18采用黄铜材料制作,第一磁铁19通过过盈配合连接在第二定位板18上,第二定位板18通过螺钉固定连接在快速夹钳17上。
43.油管夹片第二定位装置6包括第二底板20、第二支承板21、第一支撑块22、滑槽23、第一连接板24、第一定位块25、第二磁铁26。第二支承板21通过卡槽定位和螺钉固定连接在第二底板20上,第一支撑块22通过卡槽定位和螺钉固定连接在第二支承板21上,滑槽23通过螺钉固定连接在第一支撑块22上,第一连接板24装在滑槽23中,第一连接板24装有螺栓作为把手,第一定位块25采用黄铜材料制作,第二磁铁26通过过盈配合连接在第一定位块25上,第一定位块25通过螺钉固定连接在第一连接板24上。
44.油管夹片第三定位装置7包括第三底板27、第三支承板28、第二支撑块29、第一旋转销30、第二连接板31、第二定位块32、第三磁铁33。第三支承板28通过卡槽定位和螺钉固定连接在第三底板27上,第二支撑块29通过卡槽定位和螺钉固定连接在第三支承板28上,第二连接板31通过第一旋转销30连接在第二支撑块29上,第二定位块32采用黄铜材料制作,第三磁铁33通过过盈配合连接在第二定位块32上,第二定位块32通过螺钉固定连接在第二连接板31上。
45.abs线束支架总成定位装置8包括第四底板34、第四支承板35、第三连接板36、第二旋转销37、第三定位板38、第二定位销39、第四磁铁40、第一紫铜套41。第四支承板35通过卡槽定位和螺钉固定连接在第四底板34上,第三连接板36通过卡槽定位和螺钉固定连接在第四支承板35上,第三定位板38通过第二旋转销37连接在第三连接板36上,第二定位销39通过过盈配合连接在第三定位板38上,第四磁铁40通过过盈配合连接在第一紫铜套41上,第一紫铜套41通过过盈配合连接在第三定位板38上。
46.制动油管支架定位装置9包括第五底板42、第五支承板43、第四连接板44、第三旋转销45、第四定位板46、第三定位销47、第五磁铁48、第二紫铜套49。第五支承板43通过卡槽定位和螺钉固定连接在第五底板42上,第四连接板44通过卡槽定位和螺钉固定连接在第五支承板43上,第四定位板46通过第三旋转销45连接在第四连接板44上,第三定位销47通过
过盈配合连接在第四定位板46上,第五磁铁48通过过盈配合连接在第二紫铜套49上,第二紫铜套49通过过盈配合连接在第四定位板46上。
47.该拼装焊接夹具使用时,具体焊接步骤如下:
48.第1 步:先将后桥壳总成53上的两端弹簧板座54放置在底座总成4上的第一定位销13中,进行后桥壳总成53定位。
49.第2 步:将工件油管夹片50装在油管夹片第一定位装置5的第二定位板18上,第一磁铁19自动吸住油管夹片50,推动快速夹钳17使油管夹片50与后桥壳总成53接触。
50.第3 步:将工件油管夹片50装在油管夹片第二定位装置6的第一定位块25上,第二磁铁26自动吸住油管夹片50,推动第一连接板24使油管夹片50与后桥壳总成53接触。
51.第4步:将工件油管夹片50装在油管夹片第三定位装置7的第二定位块32上,第三磁铁33自动吸住油管夹片50,扳转第二连接板31使油管夹片50与后桥壳总成53接触。
52.第5步:将工件abs线束支架总成51装在abs线束支架总成定位装置8的第三定位板38上的第二定位销39中,第四磁铁40自动吸住abs线束支架总成51,扳转第三定位板38使abs线束支架总成51与后桥壳总成53接触。
53.第6步:将工件制动油管支架52装在制动油管支架定位装置9的第四定位板46上的第三定位销47中,第五磁铁48自动吸住制动油管支架52,扳转第四定位板46使制动油管支架52与后桥壳总成53接触。
54.第7步:焊接,焊接参数为电流150-240a、电压22-28v、气流量15-25l/min,按工艺要求进行焊接。通过焊接,使油管夹片50、abs线束支架总成51、制动油管支架52相关尺寸与图纸相关尺寸一致。
55.第8步:焊接完后,拉动油管夹片第一定位装置5上的快速夹钳17,使第二定位板18脱离油管夹片50;拉动油管夹片第二定位装置6上的第一连接板24,使第二定位块32脱离油管夹片50;扳转油管夹片第三定位装置7上的第二连接板31,使第二定位块32脱离油管夹片50;扳转abs线束支架总成装置8上的第三定位板38,使第三定位板38脱离abs线束支架总成51;扳转制动油管支架定位装置9上的第四定位板46,使第四定位板46脱离制动油管支架52;再通过吊具将焊接好的后桥壳总成53取出即可。
56.本焊接夹具主要针对半浮类驱动后桥上附件的焊接,不同后桥壳总成附件装夹方式不同,焊接夹具定位基准不同。本实用新型是以后桥壳总成上已焊好的两端弹簧板座上的孔和面作为定位基准,以适应后桥壳总成与制动油管支架、abs线束支架总成、油管夹片的拼装焊接工艺要求。采用本焊接夹具,可以保证制动油管支架、abs线束支架总成、油管夹片与后桥壳总成的拼接精度,在焊接的过程中,无需额外的机械或人工进行不同附件的拼接,附件被夹紧后即为焊接前需要的拼接状态,本夹具在满足焊接工艺可行性的同时,保证了产品质量,提高了加工效率,减轻了工人的劳动强度。
57.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。