1.本发明属于标签技术领域,特别是涉及一种高防护耐磨的防水型标签贴纸及其生产工艺。
背景技术:
2.标签,是对事物所额外加上的识别用资讯纸卡或牌子。早在1700年,欧洲印制出了用在药品和布匹上作为商品识别的第一批标签。所以,现在的标签是用来,标志产品目标和分类或内容的,像是给目标确定的关键字词,便于自己和他人查找定位自己目标的工具。印刷业所称的标签,大部分是用来标识自己产品的相关说明的印刷品,并且大部分都是以背面自带胶的,但也有一些印刷时不带胶的,也可称为标签,而有胶的标签就是通俗称的“不干胶标签”。仪器校准后的标签问题,这个是由国家统一规定的(或自己的省内规定)标签,标签能够明确的说明仪器被校准后的详细情况。
3.传统的标签贴纸在实际的使用中,一般其表面是不具有耐磨性的,在实际的使用过程中,表面容易受到磨损,标签表面的字迹信息容易被磨擦掉,导致标签信息显示不全,难以了解到商品信息。
4.传统的标签贴纸在黏贴时,大多数是采用人工标贴的方式,工作人员需要将标签贴纸先撕下来,然后再一个一个的贴到商品上,但是这样的方式效率低,而且耗费的时间长,严重影响生产进度。
技术实现要素:
5.本发明的目的是提供一种高防护耐磨的防水型标签贴纸及其生产工艺,以解决传统的标签贴纸在实际的使用中,一般其表面是不具有耐磨性的,在实际的使用过程中,表面容易受到磨损,标签表面的字迹信息容易被磨擦掉,导致标签信息显示不全,难以了解到商品信息,传统的标签贴纸在黏贴时,大多数是采用人工标贴的方式,工作人员需要将标签贴纸先撕下来,然后再一个一个的贴到商品上,但是这样的方式效率低,而且耗费的时间长,严重影响生产进度的技术问题。
6.本发明解决上述技术问题的技术方案如下:一种高防护耐磨的防水型标签贴纸,包括:标签贴纸底纸和高防护耐磨涂层,高防护耐磨涂层采用以下成分制成:改性聚氨酯树脂29-31份、改性丙烯酸树脂28-31份、聚四氟乙烯树脂3-6份、石墨微粉1-4份、功能性助剂1-4份、添加剂1-3份、去离子水55-58份。
7.一种高防护耐磨的防水型标签贴纸的生产工艺,该生产工艺在使用的过程中需要使用到用于贴标的装置:用于贴标的装置包括传送带,所述传送带的上方设置有安装框架,所述安装框架放置与地面上,所述安装框架的一侧固定安装有步进电机,所述步进电机的输出轴贯穿至安装框架的一侧并固定安装有转盘,所述转盘的一侧固定安装有按压块,所述安装框架一侧的底部固定安装有固定架,所述固定架的顶部贯穿设置有下压件,所述下压件的底端贯穿至固定架的底部,所述下压件的表面固定连接有位于固定架内侧的固定
盘,所述安装框架一侧的两端均活动安装有卷绕滚筒,两个卷绕滚筒的表面缠绕设置有标签贴纸本体,所述标签贴纸本体包括,所述的顶部设置有,所述的顶部涂覆有一层,所述下压件与标签贴纸本体相适配。
8.优选的,所述下压件的表面套设有位于固定架内侧的弹簧,所述弹簧的两端分别固定连接在固定盘和固定架上。
9.优选的,所述安装框架一侧的底部活动安装有两个导向辊,所述标签贴纸本体位于两个导向辊的底部。
10.优选的,两个卷绕滚筒一个用于放卷标签贴纸本体,一个用于收卷标签贴纸本体。
11.优选的,所述按压块的外侧紧贴在下压件的顶部。
12.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
13.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以70-90℃、90-200r/min的转速搅拌9-20min,得到改性聚氨酯树脂;
14.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散9-20min,超声功率为90-200w,超声结束,水洗,得到改性丙烯酸树脂;
15.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂28-31份、聚四氟乙烯树脂3-6份、石墨微粉1-4份、功能性助剂1-4份、添加剂1-3份、去离子水55-58份;
16.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为100r/min,搅拌时间为20min,然后喷涂到密封圈上,在180℃下烘烤成膜20min,得到本发明的高防护耐磨涂层。
17.优选的,所述功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以90-200r/min的转速搅拌15-30min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理10-14min,然后过滤,再转入球磨机中球磨处理,最后在45-54℃下真空干燥10-14h,得到功能性助剂。
18.优选的,所述交流电的频率为80-85hz,密度为100-103a/m。
19.优选的,所述球磨机中球磨处理的转速为450-900r/min,球磨温度为75-84℃,球磨时间为8-20min。
20.1、本发明的有益效果是:本发明在实际的操作使用中,在标签贴纸的表面涂覆一层涂覆层,涂覆层中的聚氨酯树脂具有高强度、高耐磨和耐溶剂的优良特性,从而能够提高标签贴纸的耐磨性,使得标签贴纸表面的字迹信息能够清楚完全的展示,在贴标的过程中,贴标装置能够连续的快速的,将标签贴纸贴到商品上,从而提高贴标签的效率,加快生产进度,该高防护耐磨的防水型标签贴纸及其生产工艺,以解决传统的标签贴纸在实际的使用中,一般其表面是不具有耐磨性的,在实际的使用过程中,表面容易受到磨损,标签表面的字迹信息容易被磨擦掉,导致标签信息显示不全,难以了解到商品信息,传统的标签贴纸在黏贴时,大多数是采用人工标贴的方式,工作人员需要将标签贴纸先撕下来,然后再一个一个的贴到商品上,但是这样的方式效率低,而且耗费的时间长,严重影响生产进度的技术问题。
附图说明
21.通过结合以下附图所作的详细描述,本发明的上述和/或其他方面的优点将变得更清楚和更容易理解,这些附图只是示意性的,并不限制本发明,其中:
22.图1为本发明一种实施例的示意图;
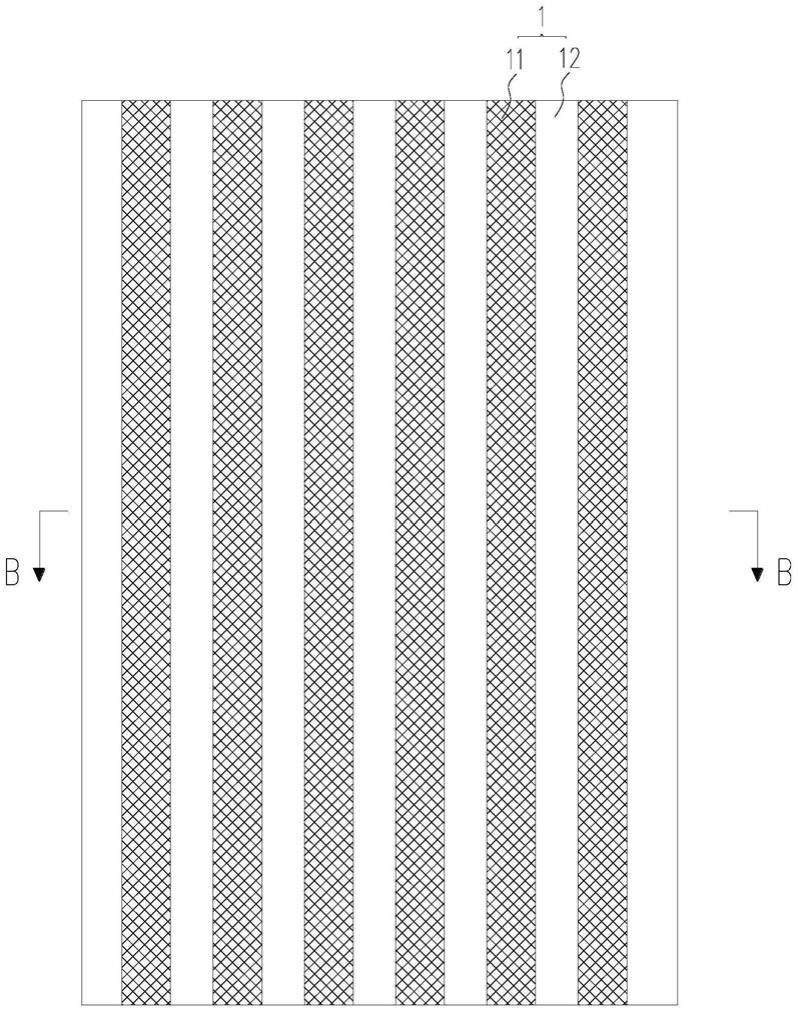
23.图2为本发明一种实施例的标签贴纸本体横截面剖视示意图。
24.附图中,各标号所代表的部件列表如下:
25.1、传送带,2、安装框架,3、步进电机,4、转盘,5、按压块,6、卷绕滚筒,7、标签贴纸本体,8、固定架,9、下压件,10、固定盘,11、弹簧,12、导向辊,71、底纸,72、上层纸,73、涂覆层。
具体实施方式
26.在下文中,将参照附图描述本发明的高防护耐磨的防水型标签贴纸及其生产工艺的实施例。
27.在此记载的实施例为本发明的特定的具体实施方式,用于说明本发明的构思,均是解释性和示例性的,不应解释为对本发明实施方式及本发明范围的限制。除在此记载的实施例外,本领域技术人员还能够基于本技术权利要求书和说明书所公开的内容采用显而易见的其它技术方案,这些技术方案包括采用对在此记载的实施例的做出任何显而易见的替换和修改的技术方案。
28.本说明书的附图为示意图,辅助说明本发明的构思,示意性地表示各部分的形状及其相互关系。请注意,为了便于清楚地表现出本发明实施例的各部件的结构,各附图之间并未按照相同的比例绘制。相同的参考标记用于表示相同的部分。
29.图1-2示出本发明一种实施例的一种高防护耐磨的防水型标签贴纸,包括:标签贴纸底纸和高防护耐磨涂层,高防护耐磨涂层采用以下成分制成:改性聚氨酯树脂29-31份、改性丙烯酸树脂28-31份、聚四氟乙烯树脂3-6份、石墨微粉1-4份、功能性助剂1-4份、添加剂1-3份、去离子水55-58份。
30.一种高防护耐磨的防水型标签贴纸的生产工艺,该生产工艺在使用的过程中需要使用到用于贴标的装置:用于贴标的装置包括传送带1,传送带1的上方设置有安装框架2,安装框架2放置与地面上,安装框架2的一侧固定安装有步进电机3,步进电机3的输出轴贯穿至安装框架2的一侧并固定安装有转盘4,转盘4的一侧固定安装有按压块5,安装框架2一侧的底部固定安装有固定架8,固定架8的顶部贯穿设置有下压件9,下压件9的底端贯穿至固定架8的底部,下压件9的表面固定连接有位于固定架8内侧的固定盘10,安装框架2一侧的两端均活动安装有卷绕滚筒6,两个卷绕滚筒6的表面缠绕设置有标签贴纸本体7,标签贴纸本体7包括71,71的顶部设置有72,72的顶部涂覆有一层73,下压件9与标签贴纸本体7相适配,下压件9的表面套设有位于固定架8内侧的弹簧11,弹簧11的两端分别固定连接在固定盘10和固定架8上,安装框架2一侧的底部活动安装有两个导向辊12,标签贴纸本体7位于两个导向辊12的底部,两个卷绕滚筒6一个用于放卷标签贴纸本体7,一个用于收卷标签贴纸本体7,按压块5的外侧紧贴在下压件9的顶部。
31.实施例一:
32.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
33.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以80℃、100r/min的转速搅拌10min,得到改性聚氨酯树脂;
34.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散10min,超声功率为100w,超声结束,水洗,得到改性丙烯酸树脂;
35.s3、原料的称取:称取改性聚氨酯树脂29份、改性丙烯酸树脂29份、聚四氟乙烯树脂4份、石墨微粉2份、功能性助剂2份、添加剂1份、去离子水56份;
36.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为100r/min,搅拌时间为20min,然后喷涂到密封圈上,在180℃下烘烤成膜20min,得到本发明的高防护耐磨涂层。
37.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以100r/min的转速搅拌20min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理12min,然后过滤,再转入球磨机中球磨处理,最后在50℃下真空干燥10h,得到功能性助剂,交流电的频率为81hz,密度为101a/m,球磨机中球磨处理的转速为500r/min,球磨温度为80℃,球磨时间为10min。
38.实施例二:
39.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
40.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以82℃、102r/min的转速搅拌12min,得到改性聚氨酯树脂;
41.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散12min,超声功率为102w,超声结束,水洗,得到改性丙烯酸树脂;
42.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂29-31份、聚四氟乙烯树脂4-6份、石墨微粉2-4份、功能性助剂2-4份、添加剂1-3份、去离子水56-58份;
43.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为102r/min,搅拌时间为22min,然后喷涂到密封圈上,在150℃下烘烤成膜22min,得到本发明的高防护耐磨涂层。
44.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以102r/min的转速搅拌22min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理12min,然后过滤,再转入球磨机中球磨处理,最后在52℃下真空干燥12h,得到功能性助剂,交流电的频率为82hz,密度为102a/m,球磨机中球磨处理的转速为502r/min,球磨温度为82℃,球磨时间为12min。
45.实施例三:
46.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
47.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以83℃、103r/min的转速搅拌13min,得到改性聚氨酯树脂;
48.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散13min,超声功率为103w,超声结束,水洗,得到改性丙烯酸树脂;
49.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂29-31份、聚四氟乙烯树脂4-6份、石墨微粉2-4份、功能性助剂2-4份、添加剂1-3份、去离子水56-58份;
50.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为103r/min,搅拌时间为23min,然后喷涂到密封圈上,在160℃下烘烤成膜23min,得到本发明的高防护耐磨涂层。
51.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以103r/min的转速搅拌23min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理13min,然后过滤,再转入球磨机中球磨处理,最后在53℃下真空干燥13h,得到功能性助剂,交流电的频率为83hz,密度为103a/m,球磨机中球磨处理的转速为503r/min,球磨温度为83℃,球磨时间为13min。
52.实施例四:
53.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
54.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以84℃、104r/min的转速搅拌14min,得到改性聚氨酯树脂;
55.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散14min,超声功率为104w,超声结束,水洗,得到改性丙烯酸树脂;
56.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂29-31份、聚四氟乙烯树脂4-6份、石墨微粉2-4份、功能性助剂2-4份、添加剂1-3份、去离子水56-58份;
57.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为104r/min,搅拌时间为24min,然后喷涂到密封圈上,在190℃下烘烤成膜24min,得到本发明的高防护耐磨涂层。
58.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以104r/min的转速搅拌24min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理14min,然后过滤,再转入球磨机中球磨处理,最后在54℃下真空干燥14h,得到功能性助剂,交流电的频率为84hz,密度为104a/m,球磨机中球磨处理的转速为504r/min,球磨温度为84℃,球磨时间为14min。
59.实施例五:
60.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
61.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以85℃、105r/min的转速搅拌15min,得到改性聚氨酯树脂;
62.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散15min,超声功率为105w,超声结束,水洗,得到改性丙烯酸树脂;
63.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂29-31份、聚四氟乙烯树脂4-6份、石墨微粉2-4份、功能性助剂2-4份、添加剂1-3份、去离子水56-58份;
64.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为105r/min,搅拌时间为25min,然后喷涂到密封圈上,在150℃下烘烤成膜25min,得到本发明的高防护耐磨涂层。
65.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以105r/min的转速搅拌25min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理15min,然后过滤,再转入球磨机中球磨处理,最后在55℃下真空干燥15h,得到功能性助剂,交流电的频率为85hz,密度为105a/m,球磨机中球磨处理的转速为505r/min,球磨温度为85℃,球磨时间为15min。
66.实施例六:
67.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
68.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以86℃、106r/min的转速搅拌16min,得到改性聚氨酯树脂;
69.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散16min,超声功率为106w,超声结束,水洗,得到改性丙烯酸树脂;
70.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂29-31份、聚四氟乙烯树脂4-6份、石墨微粉2-4份、功能性助剂2-4份、添加剂1-3份、去离子水56-58份;
71.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为106r/min,搅拌时间为26min,然后喷涂到密封圈上,在185℃下烘烤成膜26min,得到本发明的高防护耐磨涂层。
72.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以106r/min的转速搅拌26min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理16min,然后过滤,再转入球磨机中球磨处理,最后在56℃下真空干燥16h,得到功能性助剂,交流电的频率为86hz,密度为106a/m,球磨机中球磨处理的转速为506r/min,球磨温度为86℃,球磨时间为16min。
73.实施例七:
74.一种高防护耐磨的防水型标签贴纸的生产工艺,生产步骤如下:
75.s1、改性聚氨酯树脂的制备:将聚氨酯树脂加入到丙酮溶剂中,然后再加入改性片状云母粉,随后再加入季戊四醇聚醚四醇,以87℃、107r/min的转速搅拌17min,得到改性聚氨酯树脂;
76.s2、改性丙烯酸树脂的制备:将丙烯酸树脂加入到石墨烯溶液中,然后超声分散17min,超声功率为107w,超声结束,水洗,得到改性丙烯酸树脂;
77.s3、原料的称取:称取改性聚氨酯树脂29-31份、改性丙烯酸树脂29-31份、聚四氟乙烯树脂4-6份、石墨微粉2-4份、功能性助剂2-4份、添加剂1-3份、去离子水56-58份;
78.s4、涂层的制备:将步骤三中的原料依次加入到搅拌罐内进行搅拌处理,搅拌转速为107r/min,搅拌时间为27min,然后喷涂到密封圈上,在195℃下烘烤成膜27min,得到本发明的高防护耐磨涂层。
79.具体的,功能性助剂的制备方法为:将贝壳粉、植酸、马来酸酐共同加入到乙醇溶剂中,然后加入聚碳酸酯二元醇,先以107r/min的转速搅拌27min,然后再加入硅灰石粉、硅藻土粉,接着向其中通入交流电,处理17min,然后过滤,再转入球磨机中球磨处理,最后在57℃下真空干燥17h,得到功能性助剂,交流电的频率为87hz,密度为107a/m,球磨机中球磨处理的转速为507r/min,球磨温度为87℃,球磨时间为17min。
80.工作原理:本发明在实际的操作使用中,将产品放置到传送带1上进行传送,使得产品能够连续的移动,然后启动步进电机3带动转盘4转动,转盘4会带动按压块5转动,当按压块5转动至转盘4的最低点时,会将下压件9向下压动,然后下压件9会将标签贴纸本体7压贴在商品上,期间下压件9在活动时会带动固定盘10移动,同时会拉伸弹簧11,当按压块5继续转动脱离下压件9时,在弹簧11的作用下,下压件9便会被向上拉动,然后直至按压块5转动一周,再次将下压件9下压,如此往复,便能够实现连续贴标的目的。
81.上述披露的各技术特征并不限于已披露的与其它特征的组合,本领域技术人员还可根据发明之目的进行各技术特征之间的其它组合,以实现本发明之目的为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。