1.本发明属于标识防护材料领域,涉及一种用于海工装备的二维码标签涂层及其制备方法,以实现对海洋环境中二维码标签的防护。
背景技术:
2.海洋大气环境的特点是长期高温、高湿、高盐雾和强辐照,金属材料在海洋大气中的腐蚀速率显著高于其他大气环境,为内陆大气腐蚀的2~5倍。腐蚀是影响海工装备服役寿命、可靠性等的主要因素之一,海洋环境中二维码标签会因为腐蚀使得二维码被破坏,因此需要海工装备材料在海洋大气服役条件下的具有耐腐蚀和耐高温等特点,以提高海工装备的环境适应性,提高使用寿命。在特定工况下,二维码标签会出现油污,也会影响二维码的识读,严重时肉眼都无法看清,应对这种情况,可以采用涂层保护。涂层保护是海工装备保护中目前最主要的措施之一,涂层种类可分为金属涂层、有机涂层、陶瓷涂层和复合涂层。单一涂层已不能满足装备材料的防护需求,复合涂层具有优异的综合性能成为解决装备腐蚀问题的有效途径。但现有涂层耐污性、去污性查,在海洋环境下油污等污渍难以去除,涂层的耐候性和耐磨性一般,长期使用会出现起泡和脱落。
技术实现要素:
3.本发明目的是为了克服上述背景技术的不足,提供一种用于海工装备的二维码标签涂层,保证了二维码标签再海洋环境下的耐水性、耐腐蚀性、耐油污性,进而保证二维码标签的可读性,以实现对海洋环境中二维码标签的防护。
4.为解决上述技术问题,本发明所采用的技术方案如下:
5.一种用于海工装备的二维码标签涂层,其特征在于,所述涂层从内到外依次是镀铬层、防水层、防油层;所述防水层为聚氨酯薄膜;所述防油层为石墨烯和氟碳类复合涂层。
6.进一步的,所述镀铬层厚度为1~10um;所述防水层厚度60~80um;所述防油层厚度为50~70um。
7.进一步的,所述石墨烯和氟碳类复合涂层采用以下重量份数的原料制备而成:氟碳树脂50份,钛白粉22份,云母粉5份,助剂1份,二甲苯/醋酸丁酯10~15份,石墨烯0.40~0.48份,氟蜡粉3份。
8.一种用于海工装备的二维码标签涂层,其特征在于,所述涂层从内到外依次是镀铬层、防水层、防油层;标签层为激光标刻二维码的载体;所述镀铬层,具有耐腐蚀和耐高温等的特性,防止二维码标签在海洋环境中被破坏;所述防水层,采用聚氨酯薄膜保证标签具有较好的耐水、耐潮性,用来保证二维码标签不与水接触,进而保证二维码完整性。所述防油层,采用石墨烯和氟碳类复合涂层,可以有效去除油污,同时能提高标签耐磨性,保证二维码标签表面不被油污染,提高二维码可读性。
9.一种用于海工装备的二维码标签涂层,包括以下步骤,首先在二维码标签表面电镀一层均匀、结合牢靠的铬层,并采用激光标刻的方法制出二维码,再依次制备防水层和防
油层,从而使得标签具有耐腐蚀、耐高温和耐油污等优点,进而更好的适应海洋环境。
10.进一步的,具体包括以下步骤:
11.步骤一:对标签表面进行打磨;
12.步骤二:对标签表面进行抛光:
13.步骤三:清洗标签表面;
14.步骤四:对清洗后的标签电镀一层铬;
15.步骤五:镀铬后利用激光标刻二维码;
16.步骤六:清洗激光标刻后的二维码;
17.步骤七:在制作好的二维码标签上涂上一层防水层;
18.步骤八:最后涂上一层防油层。
19.本发明还提供一种用于海工装备的二维码标签涂层制备方法,包括以下步骤:
20.对标签表面打磨、抛光并清洗;
21.对清洗后的标签电镀一层铬;
22.镀铬后利用激光标刻二维码并清洗;
23.在二维码标签上涂上防水层和防油层。
24.进一步的,用金相砂纸分别对标签表面进行粗修磨和精修磨,逐级打磨标签表面,粗修磨可以去除标签表面的蚀锈层,精修磨可以进一步降低表面粗糙度,再利用抛光机和抛光蜡进行抛光处理,使得表面粗糙度满足要求ra≤0.8,用来增强镀层和被镀层的结合强度;
25.进一步的,在激光标刻前后采用超声波清洗表面,进而为激光标刻做好准备,超声波清洗步骤如下:
26.步骤一,在清水中对进行打磨抛光处理后的二维码标签使用超声波清洗10min,用来去除打磨后标签表面的小颗粒,保证对标签无死角清洗;
27.步骤二,用空气刷刷净在清水中用超声波清洗成功的标签后,在丙酮中用超声波清洗5min去除油污等杂质;
28.步骤三,用空气刷刷净后在丙酮中用超声波清洗成功的标签后,进行烘干,静置30min;
29.步骤四,在激光标刻后,将标签在丙酮中用超声波清洗5min后烘干,静置30min,用来除去表面杂质和油污等,消除对二维码识读质量的不利影响。
30.进一步的,超声波功率为4.5kw,超声波频率28khz,环境温度为40~50℃,烘干温度30~120℃;
31.进一步的,电镀铬膜,主要包括以下步骤:
32.步骤一:表面活化处理,将标签在稀盐酸中浸泡2~3min,溶解标签表面的氧化层,以增强镀层和被镀层的结合强度;
33.步骤二:表面中和干燥处理,将标签在稀氢氧化钠溶液中浸洗1~2min,再用蒸馏水反复冲洗标签表面3~5次,中和残存表面的稀盐酸,再进行真空干燥;
34.步骤三:将标签浸入温度为40~60℃的标准镀铬液中,预热3~5min,再用0.3~0.5a/dm2的阳极电流侵蚀3~5min;
35.步骤四:用10~15a/dm2阴极电流对标签活化3~5min,然后将阴极电流升到50a/
dm2,电镀40min,镀层厚度10um。
36.进一步的,激光标刻二维码要穿过镀铬层直达标签材质表面以下,具体步骤如下:
37.步骤一,采用光纤打标机,将打标机调焦完毕后,通过矢量扫描填充方法标刻一个尺寸为二维码尺寸1.5~5倍的激光作用层,重复打标3~5次;
38.步骤二,在制备好的激光作用层采用点阵法标刻二维码,打标3~8次;
39.步骤三,对打标后的标签进行超声波清洗,去除杂质。
40.进一步的,防水涂层为聚氨酯薄膜;
41.进一步的,防油层采用石墨烯和氟碳类复合涂层;
42.进一步的,所述石墨烯和氟碳类复合涂层的制作步骤为:
43.步骤一,用高速搅拌机混合均匀树脂、助剂;
44.步骤二,加入其他材料后搅拌均匀;
45.步骤三,用振动式混匀机将搅拌后的材料研磨至细度在30μm以下;
46.步骤四,用150目滤网过滤,即得石墨烯/氟碳复合涂层。
47.进一步的,用空气喷涂法将涂料涂覆在平整、光滑、洁净的标签上;
48.进一步的,空气喷涂法的步骤如下:
49.步骤一,将喷枪口处的雾化压力控制在0.3~0.4mpa;
50.步骤二,使喷枪与被喷涂工件保持垂直,在移动过程中其轨迹与喷涂表面保持平行;
51.步骤三,以稳定一致的速度平行移动或通过喷涂面,喷枪的喷扫轨迹顺着被涂表面的外形;
52.步骤四,采用横向喷涂的方法,即自左到右,从上到下对标签进行喷涂。
53.与现有技术相比,本发明具有以下有益的技术效果;
54.本发明一种用于海工装备的二维码标签涂层,采用在标签表面电镀一层具备一定耐腐蚀和耐高温性能的铬层,再进行激光标刻,激光标刻的深度达到标签层材质以下,然后将激光标刻好的二维码标签再涂上具备防水性较好的聚氨酯薄膜,最后涂上用来耐油污的石墨烯和氟碳类复合涂层,采用电镀层与涂层技术的结合,进一步保证了二维码标签再海洋环境下的耐水性、耐腐蚀性、耐油污性,进而保证二维码标签的可读性。采用激光标刻的方法工序少,减少了操作人员的数量和用人成本;合格率高,制作成本较低;在外观和稳定性等方面均优于现有制作工艺;不需使用大量的化学试剂,污染少;是一种先进的、环保的工艺技术;制作的涂层环境适应性和耐蚀性好,性能稳定,适用于海工装备产品的标牌制作上;标签表面具有合适的表面粗糙度,使得标签与涂层之间结合强度更好。
附图说明
55.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍。
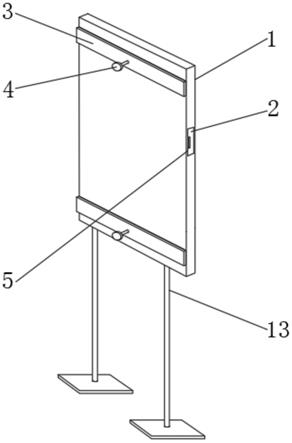
56.图1本发明种用于海工装备二维码标签涂层结构示意图。
57.图2本发明提供的一种用于海工装备上的二维码标签涂层制作步骤图。
具体实施方式
58.为了使本发明的目的、内容、技术方案和优点更加清楚,以下结合附图进一步详细描述本发明的技术方案。
59.实施例一
60.如图1所示,一种用于海工装备的二维码标签涂层。参照图1,本实施例提供了一种用于海工装备二维码标签涂层,包括:
61.标签层101,用来作为激光标刻二维码的载体;
62.镀铬层102,具有耐腐蚀和耐高温等的特性,用来保证二维码标签在海洋环境中不被破坏;
63.防水层103,采用聚氨酯薄膜保证标签具有较好的耐水、耐潮性,用来保证二维码标签不与水接触,进而保证二维码完整性;
64.防油层104,采用石墨烯和氟碳类复合涂层,可以有效去除油污,同时能提高标签耐磨性,保证二维码标签表面不被油污染,提高二维码可读性。
65.本发明实施例提供的多涂层工艺比单一涂层具有更好的综合性能,使得标签在海洋环境中更加耐用,具有较好的清晰度,易于识别。
66.实施例二
67.图2为本发明实施例一种用于海工装备的二维码标签涂层制作步骤图。如图2所示,本实施例提供用于海工装备的二维码标签涂层制作方法,包括:
68.步骤201,利用砂纸对标签进行逐级打磨;
69.步骤202,对打磨好的标签进行抛光处理;
70.步骤203,在清水中利用高频率超声波清洗二维码标签层表面;
71.步骤204,在清洗好的二维码标签层上电镀一层铬;
72.步骤205,利用激光标刻的方法在已经拥有镀铬层的二维码标签上制作二维码;
73.步骤206,利用专用超声波清洗剂清洗激光标刻后的标签;
74.步骤207,在制作好二维码的标签上利用空气喷涂法涂上一层聚氨酯薄膜,用作防水层;保证标签具有较好的耐水、耐潮性;
75.步骤208,在所述防水层上利用空气喷涂法涂上一层石墨烯和氟碳类复合涂层,用作防油层。防油层采用石墨烯和氟碳类复合涂层,可以有效去除油污,同时能提高标签耐磨性。
76.本发明实施例对标签表面采用先打磨后抛光的方式,保证标签表面具有较低的表面粗糙度,这样才能更利于涂层与标签结合,进行激光标刻后,再用超声波清洗表面,擦拭干后烘干,再利用空气喷涂法将涂料涂覆在平整、光滑、洁净的标签上。提供的防水层用聚氨酯薄膜,该薄膜坚硬、耐磨、附着力强、丰满光亮,具有优良的耐水、耐潮、耐腐蚀性,可以有效保证和提高海洋环境下二维码的可读性;提供的防油层用石墨烯和氟碳类复合涂层,通过合理调配石墨烯的量可以在保证成本较低的同时增强耐磨性,将石墨烯和氟碳类制成复合涂层,可以有较好的去油效果,使用效果较为理想。该方法工序简单、制作方便、实用性强。
77.实施例三
78.本发明采用的石墨烯/氟碳类复合涂层。
79.所述石墨烯和氟碳类复合涂层原料的重量份数为:氟碳树脂50份,钛白粉22份,云母粉5份,助剂1份,二甲苯/醋酸丁酯10~15份,石墨烯0.40~0.48份,氟蜡粉3份;所述石墨烯和氟碳类复合涂层的制作步骤为:
80.步骤一,用高速搅拌机混合均匀树脂和助剂;
81.步骤二,加入其他材料后搅拌均匀;
82.步骤三,用振动式混匀机将搅拌后的材料研磨至细度在30μm以下;
83.步骤四,用150目滤网过滤,即得石墨烯/氟碳复合涂层。
84.石墨烯因为屏蔽性好,比表面积大的特点,所以可以更简单的构成紧密薄膜,有益于加大涂料的防腐性能。氟碳涂层有优异的耐溶剂性,加入石墨烯理论上可进一步降低涂层的表面能,表面能越低,则去污率越高,抗污染效果越好。
85.表一,本发明实施例和现有技术对比的去污率;
86.种类丙烯酸聚氨酯类氟碳类石墨烯/氟碳类去污率82%92%96%
87.结合表一的数据得知,目前市面上的耐候涂层大多为丙烯酸聚氨酯类,其去污率约为82%;氟碳类涂层自身表面能较低,去污率约有92%;而石墨烯/氟碳类涂层的去污率可达96%,即石墨烯的加入进一步提升了氟碳类涂层的耐污染性。
88.表二,石墨烯用量对涂层耐磨性的影响;
89.石墨烯/%0.00.10.30.5磨耗/mg60553726
90.石墨烯的耐磨增强效果则好,石墨烯复合耐磨氟蜡粉对涂层的耐磨性提升效率较高,从表中数据可以看出,高强度石墨烯的加入明显增强了涂层的耐磨性。
91.表三,石墨烯/氟碳复合涂层与其他涂层性能对比
92.涂层种类石墨烯/氟碳溶剂型氟碳环氧沥青耐水性/h1200240720耐盐雾性/h40001000120
93.石墨烯片状结构可以起到物理屏蔽作用,阻碍腐蚀介质在涂层中的渗透,石墨烯的强疏水性对水分子在涂层中的渗透也起到进一步阻碍作用,有效阻碍了水和腐蚀介质在涂层中的渗透和扩散,起到良好的防腐和保护基材的作用,从而提高涂层的耐水性能和防腐性能。从表中数据可以看出,石墨烯/氟碳复合涂层相对其他涂层耐水性和耐盐雾性均较好。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。