1.本技术属于防伪标识领域,特别涉及一种复合防伪标识及其制备方法。
背景技术:
2.目前防伪标识主要包括纸张类防伪标识和塑料薄膜类防伪标识两种。两类防伪标识都有一定的优势,也有其不足之处,其中,纸张类防伪标识可通过添加防伪纤维及安全线增加其防伪性能,纸张类防伪标识市场应用普遍,差异化不足,市场竞争激烈,但是纸张类防伪标识的防仿制性差,容易被复制;薄膜类防伪标识以全息膜类防伪为主。全息膜类防伪标识色彩绚丽,美观度较佳,但是全息防伪技术均通过消费者视觉进行辨识,然而,消费者对全息防伪特征的辨识似是而非,难以准确判定真伪。
3.如果将两种防伪技术融合,从而结合两种防伪技术的优势,获得既美观易辨识又难以仿制的一体化防伪标识是本领域技术人员的期盼。然而,目前尚未开发出制备一体化防伪标识的有效方法,现有技术中,某些生产厂家尝试将防伪纤维直接混入胶黏剂树脂溶液中,再将混合有防伪纤维的胶黏剂涂布于全息薄膜表面,然而由于防伪纤维在胶黏剂树脂溶液中易聚集或者分散不均匀,涂布后会出现防伪纤维在全息膜表面分布不均匀,导致全息膜表面有的区域没有涂布上防伪纤维,而另一些区域防伪纤维聚集,造成部分防伪标识成品上不含防伪纤维或局部防伪纤维过多,难以取得理想的效果。
技术实现要素:
4.为解决上述问题,本发明提供一种复合防伪标识,所述复合防伪标识具有两组层压为一体的膜层组,在每个膜层组上设置有一个特定的防伪码,分别设置于两个膜层组上的防伪码具有预设关联,特别地,所述底层膜层组中设置有防伪纤维层,所述防伪纤维层中随机分布的防伪纤维与设置于所述底层膜层组中的防伪码结合形成特定防伪图形,从而增强所述防伪标识的不可复制性。进一步地,本技术还提供一种制备所述复合防伪标识的方法,所述方法通过布撒的方式将防伪纤维分散地分布于底层膜组层中,并且,在布撒过程中,向所述防伪纤维施加静电,使得所述防伪纤维因带有同性静电荷而充分分散而不会团聚。
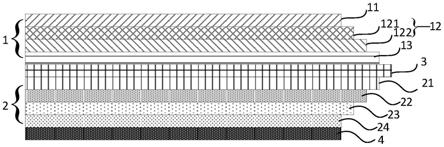
5.本技术提供一种复合防伪标识,所述复合防伪标识包括层压为一体的顶层膜层组1和底层膜层组2,其中,所述顶层膜层组1与所述底层膜层组2通过分离层3层压为一体,所述顶层膜层组1包括依次层压的覆膜层11、全息图文层12和第一基材层13,所述底层膜层组2包括依次层压的第二基材层21、衬底图文层22、黏合层23和防伪纤维层24。
6.在一种可实现的方式中,所述全息图文层12可以包括依次层压的印刷子层121和全息图像子层122,也可以包括依次层压的全息图像子层122和印刷子层121。本技术人发现,所述印刷子层121与所述全息图像子层122的设置顺序对所述复合防伪标识的防伪功能无显著作用。
7.在一种可实现的方式中,所述覆膜层11为透明或者部分透明的,具体地,可以为聚
丙烯薄膜或者聚酯薄膜等。
8.在一种可实现的方式中,所述第一基材层13为透明的,具体地,可以为高分子薄膜,例如,pet薄膜,可选地,所述第一基材层13的厚度可以为30μm~100μm。
9.在一种可实现的方式中,所述全息图文层12可以设置于所述第一基材层13上,具体地,所述印刷子层121可以印刷于全息图像子层122上,也可以直接印刷于第一基材层13上。
10.在一种可实现的方式中,所述第一基材层13与所述第二基材层21分居所述分离层3的两侧。
11.在一种可实现的方式中,所述第二基材层21为透明的,具体地,可以为uv树脂层,进一步地,所述uv树脂层可通过在所述分离层3上喷涂液态uv树脂后固化而得。本技术人发现,固化后表面较为平整,并且具有一定硬度,固化后的uv树脂具有较好的表面张力,适于在其表面印刷及喷印衬底图文。
12.在本技术中,所述第二基材层21一方面用于承载衬底图文层22、黏合层23和防伪纤维层,另一方面用作上述各层的覆膜层,在顶层膜层组1被揭去后,所述衬底图文层和防伪纤维层能够在粘附基体上保持完整,无形变,从而实现防伪功能。
13.在一种可实现的方式中,所述衬底图文层22印制于所述第二基材层21上。可选地,所述衬底图文层22所用材料不与黏合剂进行化学反应。
14.在一种可实现的方式中,所述黏合层23用于将所述复合防伪标识粘合于目标基体上,具体地,所述黏合剂包括丁晴橡胶改性酚醛树脂。
15.可选地,所述黏合层23的涂布厚度为5~15μm,以确保防伪纤维能够很好地黏合于所述黏合剂上。
16.在一种可实现的方式中,所述防伪纤维层24中防伪纤维的密度为0.2~2g/m2。
17.可选地,所述防伪纤维选自金属类纤维、塑料类纤维、棉麻类纤维中的至少一种,进一步地,所述防伪纤维具有荧光、温变、光变和磁性中的至少一种,更进一步地,所述防伪纤维具有特定颜色,包括常规色彩及荧光。
18.在一种可实现的方式中,所述分离层3的剥离力为0.1n~1.0n/25mm。
19.在一种可实现的方式中,所述复合防伪标识在使用前可粘附于离型纸层4上,如果使用所述复合防伪标识,则可将所述离型纸层4弃去,将所述复合防伪标识粘贴于目标位置。
20.可选地,所述离型纸层4包括拉辛底纸。
21.本技术还提供一种制备所述复合防伪标识的方法,所述方法包括:
22.在第一基材的一侧上印制全息图文;
23.在所述全息图文上层压覆膜材料;
24.在所述第一基材的另一侧上制备分离层;
25.在所述分离层表面涂布第二基材材料;
26.在第二基材材料固化后,在所述第二基材材料表面印制衬底图文;
27.在所述衬底图文表面涂布黏合剂;
28.在所述黏合剂上静电布撒防伪纤维。
29.在一种可实现的方式中,在第一基材的一侧上印制全息图文具体包括:
30.在所述第一基材上印制全息图像;
31.在所述全息图像上印刷图像。
32.在另一种可实现的方式中,在第一基材的一侧上印制全息图文具体包括:
33.在所述第一基材上印制印刷图像;
34.在所述印刷图像上全息图像。
35.在一种可实现的方式中,在所述黏合剂上静电布撒防伪纤维中,所用静电的电量可根据需要具体设定。
36.可选地,布撒所述防伪纤维的风速可根据需要而具体设定。
37.进一步地,在所述防伪纤维表面贴合离型纸。
38.本技术还提供一种利用所述复合防伪标识进行防伪验证的方法,所述方法包括:
39.在贴合离型纸之前,采集底层膜层组2上的标准防伪图像,所述标准防伪图像包括防伪码图像和防伪纤维的图像;
40.在贴合于目标位置后,取下顶层膜层组1,采集底层膜层组2中的实际防伪图像;
41.采用图像处理技术比对标准防伪图像与实际防伪图像;
42.如果比对结果满足预设规则,则所述复合防伪标识为真品标识。
43.与现有技术相比,本技术提供的复合防伪标识具有可分离的顶层膜层组和底层膜层组,在所述顶层膜层组和所述底层膜层组上分别设置有一个防伪码,两个所述防伪码具有预设关联,并且,在所述底层膜层组中设置有随机分布的防伪纤维,所述防伪纤维与设置于所述底层膜层组中的防伪码组合成特定的难以复制的防伪图像,利用底层上形成的防伪图像可提高所述复合防伪标识的防伪性能。进一步地,本技术还提供所述复合防伪标识的制备方法,所述方法通过静电布撒将易团聚的防伪纤维均匀地分散于所述底层膜层组中,从而将防伪纤维与膜材料结合,获得防伪纤维分散性良好的防伪标识。
44.本技术提供的复合防伪标识还具有以下有益效果:
45.1.极难仿制:防伪纤维随机分布且每一枚标识都不同,造假者无法获取规律,无法仿制;
46.2.极难转移:标识直接揭起时,分为剥离部分和留底部分,留底部分无法完整转移,剥离部分和留底部分无法复原,不能二次使用;
47.3.极易辨识:防伪标识由于添加了各种颜色形态的防伪纤维,肉眼即可辨别,用手触摸可以感觉到明显的凹凸触感,使用荧光灯照射,防伪纤维会呈现独有的荧光颜色;
48.4.易判读:防伪纤维和二维码结合形成固定的图像关联,使用识读软件可以自动识读防伪标识,使用手机等客户终端扫描可通过识读系统自动比对判别;
49.5.生产使用便易性:所述复合防伪标识不必批量造纸,经济便捷,并且,所述复合防伪标识具有良好的稳定性,其生产、运输、储存及使用等各环节均可在常温下进行,生产工艺稳定;
50.6.功能多样性:所述复合防伪标识具有防伪、溯源、防窜货、数据营销等多种功能性。
附图说明
51.图1示出本技术提供的一种复合防伪标识的结构示意图;
52.图2示出一种布撒有防伪纤维的底层膜层组实物图。
53.附图标记说明
54.1-顶层膜层组,11-覆膜层,12-全息图文层,121-印刷子层,122-全息图像子层,13-第一基材层,2-底层膜层组,21-第二基材层,22-衬底图文层,23-黏合层,24-防伪纤维层,3-分离层,4-离型纸层。
具体实施方式
55.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发明的一些方面相一致方法的例子。
56.下面通过具体的实施例对本技术提供的复合防伪标识及其制备方法进行详细阐述。
57.为更好地理解本技术提供的技术方案,首先对本技术中所用原料做简单的介绍。
58.本技术所用防伪纤维是防伪纸张常用的防伪材料,其具体形态为条形或者圈型的细小纤维,单根防伪纤维的尺寸较小,不会对印制于纸制标识上图文的识别造成不良影响。防伪纤维与纸浆纤维的尺寸和性质近似,因此,将防伪纤维投放于纸浆纤维中能够较为均匀地分散于纸浆纤维中,因此,在造纸的过程中加入将防伪纤维到纸浆中,成纸后防伪纤维和纸张纤维很好的融合,从而使获得的防伪纤维纸制品具有防伪效果,通常,各用户对用于制备标识产品的纸制品要求各不相同,从而实现纸制防伪标识具有防伪功能。然而,防伪纤维纸张制造工艺复杂,开机规模大,原料损耗也较大,至少有数吨量级的需求,才能获得比较理想的成品率,即使是最小的开机规模其也是一笔不小的成本投入,而标识产品的纸张需求通常远不能达到最小开机规模,因此,从产量-用量比来看,使用纸制防伪标识的成本过高,高额的造纸成本极大地制约了纸制防伪标识的应用。
59.虽然薄膜类产品可按需生产,不存在开机规模过大的问题,但是,薄膜类防伪产品具有可复制性,并且,在薄膜产品中由于制造工艺的局限难以有效地在薄膜标识中均匀添加分散的防伪纤维,薄膜类防伪产品也未受到欢迎。
60.图1示出本技术提供的一种复合防伪标识的结构示意图,如图1所示,所述复合防伪标识包括层压为一体的顶层膜层组1和底层膜层组2。
61.在本实例中,所述顶层膜层组1与所述底层膜层组2通过分离层3层压为一体。
62.在本实例中,所述分离层3的材料可以为离型树脂,或者与离型树脂具有相似功能的材料,从而保证复合防伪标识中的顶层膜层组1可由底层膜层组2上便捷完整地揭去,底层膜层组中承载的信息被充分完整地显露出来。
63.优选地,所述分离层3的厚度均匀,其剥离力为0.1n~1.0n/25mm。
64.可以理解的是,本技术对所述分离层3的厚度不做特别限定,在满足剥离力的条件下,厚度尽可能地小。
65.在本实例中,所述顶层膜层组1包括依次层压的覆膜层11、全息图文层12和第一基材层13。
66.在本实例中,所述第一基材层13透明,从而遮挡底层膜层组2所承载的信息,提高
防伪能力。
67.具体地,所述第一基材层13的材料可以为高分子薄膜,例如,pet薄膜,可选地,所述第一基材层13的厚度可以为30μm~100μm,具体厚度可以根据需要而具体设定。
68.在本实例中,所述全息图文层12可以包括依次层压的印刷子层121和全息图像子层122,也可以包括依次层压的全息图像子层122和印刷子层121,即,所述印刷子层121与所述全息图像子层122的顺序可互换。
69.具体地,所述印刷子层121可以印刷于全息图像子层122上,也可以直接印刷于第一基材层13上。
70.在本实例中,所述印刷子层121为通过数码或传统印刷方式所形成的彩色图文和/或数码,例如,特定字符、特定图形等,具有镂空结构。
71.进一步地,所述全息图像子层122为全息膜层,具体可以为通过烫印等方式添加的满版或者局部全息图文,所述全息图像子层122上也承载有特定文字、特定图形等结构。
72.在本实例中,所述印刷子层121与所述全息图像子层122通过特定组合可形成特定图文,所形成的特定图文可进一步增强所述复合防伪标识的防伪能力。
73.本技术人发现,所述印刷子层121与所述全息图像子层122的设置顺序对所述复合防伪标识的防伪功能无显著影响,可以根据需要而具体设定。
74.在本实例中,所述覆膜层11透明或者部分透明,具体地,可以为聚丙烯薄膜或者聚酯薄膜等,一方面能够展示全息图文层12所承载的信息,另一方面也能够全息图文层12不被破坏。
75.在本实例中,所述底层膜层组2包括依次层压的第二基材层21、衬底图文层22、黏合层23和防伪纤维层24。
76.在本实例中,所述第一基材层13与所述第二基材层21分居所述分离层3两侧,具体地,如图1所示,所述复合防伪标识的层结构依次包括覆膜层11、全息图文层12、第一基材层13、分离层3、第二基材层21、衬底图文层22、黏合层23和防伪纤维层24。
77.在本实例中,所述第二基材层21透明,所述第二基材层21一方面作为底层膜层组2的基材,用于承载衬底图文层22、黏合层23和防伪纤维层24,另一方面作为底层膜层组2的覆膜层,在顶层膜层组1被揭去后,所述衬底图文层和防伪纤维层能够在粘附基体上保持完整,无形变,从而实现防伪功能。
78.具体地,所述第二基材层21的材料可以为uv树脂,本技术对所述第二基材层21的厚度不做特别限定,在满足性能要求的条件下,选取任意厚度,可以理解的是,所述第二基材层的厚度以小为优选。
79.进一步地,所述第二基材层21可通过在所述分离层3上喷涂液态uv树脂后固化而得。本技术人发现,uv树脂在固化后表面平整,具有一定硬度,并且具有较好的表面张力,适于在其表面印刷及喷印衬底图文。
80.在本实例中,所述衬底图文层22印制于所述第二基材层21上。可选地,所述衬底图文层22所用材料不与黏合剂进行化学反应。
81.具体地,所述衬底图文层22可为通过常规方法印制于所述第二基材层21表面的图文,可以具有镂空结构,所述衬底图文层22具体可以表现为数字、条形码或二维码等形式。
82.在本实例中,所述黏合层23用于将所述复合防伪标识粘合于目标基体上,具体地,
所述黏合剂包括丁晴橡胶改性酚醛树脂。
83.可选地,所述黏合层23的涂布厚度为5μm~15μm,以确保防伪纤维能够很好地黏合于所述黏合剂上。
84.在本实例中,所述防伪纤维层24可以通过布撒等方式分散粘附于所述黏合层23表面,进一步地,所述黏合层23表面防伪纤维的密度为0.2~2.0g/m2,使得所述黏合层23表面留有大量可粘附区,更进一步地,可通过粘贴复合离型纸并向所述复合防伪标识施压使得所述防伪纤维与所述黏合剂紧密结合。
85.可选地,所述防伪纤维选自金属类纤维、塑料类纤维、棉麻类纤维中的至少一种,进一步地,所述防伪纤维具有荧光、温变、光变和磁性中的至少一种,更进一步地,所述防伪纤维具有特定颜色,包括常规色彩及荧光。
86.图2示出一种布撒有防伪纤维的底层膜层组实物图,其中,a表示衬底图文层所显示的图文,b表示防伪纤维,如图2所示,防伪纤维均匀地分布于黏合剂层上,即,底层膜层组中均匀分布有防伪纤维。
87.在本实例中,所述复合防伪标识在使用前可粘附于离型纸层4上,如果使用所述复合防伪标识,则可将所述离型纸层4弃去,将所述复合防伪标识粘贴于目标位置。
88.可选地,所述离型纸层4可以使用现有技术中任意一种离型纸,例如拉辛底纸。
89.在本技术中,所述复合防伪标识可以根据包括以下步骤1至步骤7的方法进行制备:
90.步骤1,在第一基材的一侧上印制全息图文。
91.在本实例中,本步骤的具体实现方式包括以下两种:
92.在第一种方式中,在第一基材的一侧上印制全息图文具体包括:
93.在所述第一基材上印制全息图像;
94.在所述全息图像上印刷图像。
95.在另一种方式中,在第一基材的一侧上印制全息图文具体包括:
96.在所述第一基材上印制印刷图像;
97.在所述印刷图像上全息图像。
98.在本实例中,以上两种方式中,所述全息图文层均可通过烫印的方式制备,所述全息图文层可以根据设计烫印为满版或局部,进一步地,所述全息图文层所承载的图文可以为通用图文,也可以为定制图文。
99.进一步地,所述印刷子层可通过在第一基材或者全息图文子层表面印刷特定图文信息而成。所述特定图文信息可以通用图文,也可以为定制图文。
100.步骤2,在所述全息图文上层压覆膜材料。
101.在本实例中,在所述全息图文表面覆一层透明或半透明的覆膜材料,所述覆膜材料即为覆膜层,从而保护全息图文不被破坏,使所述全息图文信息准确。
102.步骤3,在所述第一基材的另一侧上制备分离层。
103.在本实例中,可以通过涂布方式在所述第一基材的另一侧涂布具有离型功能的树脂,从而形成分离韧劲,使所述复合防伪标识具有剥离性能。
104.本技术对所涂布树脂的涂布厚度不做特别限定,可以根据需要而具体选择。
105.进一步地,本技术对涂布方式也不做特别限定,可以根据材料和需要而具体选择。
106.步骤4,在所述分离层表面涂布第二基材材料。
107.在本实例中,所述第二基材可以通过液态材料固化而得,也可以通过层压固态的片状材料而得,具体方式可根据第二基材原料的状态而具体选择。
108.以液态原料固化为例,本技术可以在离型层表面涂布uv树脂层,所述uv树脂层固化后即可作为第二基材层。
109.步骤5,在第二基材材料固化后,在所述第二基材材料表面印制衬底图文。
110.在本实例中,所述衬底图文包括数字码、二维码等现有技术中任意一种或者多种防伪码,并且,所述防伪码与全息图文层所承载的图文信息具有预设关联。
111.步骤6,在所述衬底图文表面涂布黏合剂。
112.在本实例中,本步骤可采用现有技术中任意一种涂布黏合剂的方法,例如,可以使用涂布复合机在印刷层上涂布黏合剂。
113.步骤7,在所述黏合剂上静电布撒防伪纤维。
114.在本实例中,本步骤可以利用防伪纤维布撒装备将防伪纤维撒在标识的指定区域,特别地,所述布撒设备内部装配有静电发生装置,所述静电发生装置可使得每根防伪纤维在下落过程中带上静电,各根带有静电的防伪纤维相互排斥,从而使防伪纤维分散而不发生团聚或者堆积。
115.在本实例中,在所述黏合剂上静电布撒防伪纤维中,所用静电的电量可根据需要具体设定。
116.可选地,布撒所述防伪纤维的风速可根据需要而具体设定。
117.本技术人发现,使用所述防伪纤维布撒装备能够很好地控制防伪纤维布撒于预设区域,并且能够控制布撒的面积以及防伪纤维的分布密度,从而有效地规避随机布撒而造成的防伪纤维分布不均匀,例如,存在空白区域或者在局部区域防伪纤维堆积等问题,也能够保证每一枚复合防伪标识上防伪纤维的分布都是唯一且不可复制的。
118.进一步地,在所述防伪纤维层表面贴合离型纸。
119.本技术人发现,在防伪纤维层表面贴合离型纸后,所述复合防伪标识通过复合装置的压合,其中的防伪纤维能够与胶黏剂牢固的结合在一起。
120.进一步地,本技术还可以包括模切排废,复卷等步骤,获得预设形状的复合防伪标识。
121.本技术还提供一种利用所述复合防伪标识进行防伪验证的方法,所述方法包括以下步骤1’至步骤4’:
122.步骤1’,在贴合离型纸前,采集底层膜层组2上的标准防伪图像,所述标准防伪图像包括防伪码图像和防伪纤维的图像。
123.在本实例中,具体可以为在涂布黏合剂层后,覆有黏合剂层的复合防伪膜沿生产线向下游移动,在生产线下游依次设置有防伪纤维布撒装置和图像采集装置,所述防伪纤维自由降落布撒于黏合剂层表面,布撒有防伪纤维的复合防伪标识继续移动至图像采集装置下方,所述图像采集装置以各衬底图文为基础依次采集图像,并将所采集到的图像存储于预定位置。
124.可选地,所述采集到的图像还可以经过进一步预处理,预处理既可以图像被采集后立即进行然后存储于预定位置,也可以在存储于预定位置后再进行预处理。
125.步骤2’,在贴合于目标位置后,取下顶层膜层组1,采集底层膜层组2中的实际防伪图像。
126.步骤3’,采用图像处理技术比对标准防伪图像与实际防伪图像。
127.在本实例中,本步骤可以采用现有技术中任意一种图像处理技术来比对标准防伪图像与实际防伪图像。
128.步骤4’,如果比对结果满足预设规则,则所述复合防伪标识为真品标识。
129.在本实例中,预设规则可以为对标准防伪图像与实际防伪图像的相似度大于预设阈值。
130.实施例
131.实施例1复合防伪标识的制备
132.在第一基材pet薄膜表面使用烫印的方式烫印全息图文子层,所述全息图文子层可根据其设计烫印为满版或局部;
133.在烫印后的pet薄膜表层印刷包含有图文及数码的印刷图文子层;
134.在印刷有印刷图文子层的表面通过覆膜的方式覆一层透明膜作为覆膜层;
135.在第一基材pet薄膜的另一侧涂布一层离型树脂作为分离层;
136.在所述分离层表面再涂布uv树脂层作为第二基材层;
137.待所述uv树脂固化后在其表面印刷衬底图文层;
138.使用涂布复合机在所述衬底图文层上涂布一层黏合剂;
139.利用防伪纤维布撒装备将防伪纤维布撒在指定区域,并在黏合剂层一侧复合离型纸;
140.经过模切排废,复卷制成复合防伪标识。
141.本技术提供的复合防伪标识以膜材料为基材,开工规模小,所述复合防伪标识创造性地将膜基防伪标识与不易分散的防伪纤维有机地结合为一体,使所述复合防伪标识具有明显的纸类防伪标识和膜类防伪标识的防伪特性。
142.进一步地,本技术提供的复合防伪标识中,所述防伪纤维与衬底图文形成难以复制的特定图形组合,经过布撒的防伪纤维以各种颜色形态随机分布于防伪标识相应的区域,防伪纤维与印制于所述复合防伪标识中的可变二维码等防伪码叠合形成唯一的防伪码图像,由于防伪纤维比较细微,并不影响二维码识读,有效防止防伪码被复制盗用。所述防伪码图像经过预采集存储在数据库中,在验证过程中,可使用客户端,如手机扫描该防伪码图像,通过系统软件比对客户端采集的图像与数据库预存的图像,即可智能识读该复合防伪标识的真伪。
143.以上结合具体实施方式和范例性实例对本技术进行了详细说明,不过这些说明并不能理解为对本技术的限制。本领域技术人员理解,在不偏离本技术精神和范围的情况下,可以对本技术技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本技术的范围内。本技术的保护范围以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。