1.本发明涉及一种纱管纸的制造方法及其制造设备,涉及纸张生产技术领域,具体涉及一种耐水性纱管纸的制造方法及其制造设备。
背景技术:
2.纱管纸主要应用于内核和管道的制作,工业管,地膜管,花炮管,纺织管,螺旋管,宝塔管,平行管,各种纸护角,纸箱,蜂窝纸板等等,专供纺织工业制纸纱管和锥形纸筒用的一种工业用纸。针对现有技术存在以下问题:
3.1、现有的纱管纸耐水性较差,若有水渍溅到纱管纸制品的表面,在很短暂的时间内,水渍就会被纱管纸制品所吸收,从而导致纱管纸制品出现形变损坏,影响纱管纸制品的使用寿命;
4.2、现有的纱管纸制造设备不具备对纱管纸的表面进行自动涂料的功能,在对纱管纸的表面添加防水材料时,还需工人手动利用涂抹辊来对防水材料进行涂抹,不仅导致人力消耗提升,还会出现涂抹不均匀的情况,有待改进。
技术实现要素:
5.本发明提供一种耐水性纱管纸的制造方法及其制造设备,其中一种目的是为了具备使纱管纸耐水性提升的功能,解决水渍极易导致纱管纸制品损坏的问题;其中另一种目的是为了解决人工对纱管纸进行涂抹会导致人力消耗提升的问题,以达到可自动对防水材料进行涂抹的效果。
6.为解决上述技术问题,本发明所采用的技术方案是:
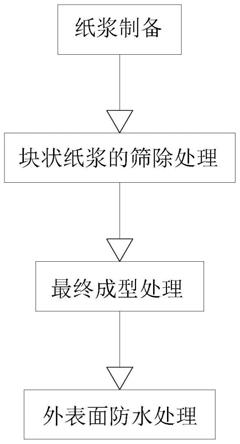
7.第一方面,本发明提供一种耐水性纱管纸的制造方法,该耐水性纱管纸的制造方法包括以下步骤:
8.s1、纸浆制备;
9.s2、块状纸浆的筛除处理;
10.s3、最终成型处理;
11.s4、外表面防水处理。
12.进一步的:所述s1中还包括以下步骤:
13.步骤a1:将待加工的废纸、秸秆和蔗渣等原料依次添加至破碎机内,然后控制破碎机运行,将破碎时间设置为3min,完成对原料的打碎处理;
14.步骤a2:然后将破碎后的原料利用风道除杂装置,对原料进行吹风分离处理,将原料内部质量较轻的杂质吹送出;
15.步骤a3:然后将原料添加至定时间隔搅拌池的内部,同时按照1:1比例注入自来水,并静置2小时,静置的过程中每20分钟对原料进行一次搅拌,搅拌时间设置为1min,可促使原料内部金属等质量较重的杂质被沉淀分离出;
16.步骤a4:最终将上述混合物移动至磨浆机内部,通过磨浆机工作将其磨成纸浆,再
将纸浆内部的部分水滤出,使得水与原料的比例在1:3.5左右,即完成对纸浆的制备。
17.进一步的:所述s2中还包括以下步骤:
18.步骤b1:将纸浆添加至振动筛分装置的内部,控制振动筛分装置工作,可将破碎完全的纸浆筛动至下一级,块状的纸浆存留在振动筛分装置的内部;
19.步骤b2:然后将振动筛分装置内部的块状纸浆打捞出,并保存在物料箱的内部,待下次加工时与秸秆等原料共同添加至破碎机内,实现对块状纸浆的回收利用。
20.进一步的:所述s3中还包括以下步骤:
21.步骤c1:首先将纸浆平铺在挤压台的顶部,利用挤压辊将纸浆内部的水分挤压出,再利用印花辊在纸浆的顶部进行滚动挤压,使得纸浆被加工成纱管纸;
22.步骤c2:随之利用烘干装置对纱管纸进行烘干处理;
23.步骤c3:再之利用裁剪装置将纱管纸边角处的溢出部分裁剪掉,并对裁剪掉的物料进行回收利用,最终控制收卷装置工作,将纱管纸收卷保存起来。
24.进一步的:所述s4中还包括以下步骤:
25.步骤d1:防水乳液的制备:将pfa塑料62wt%、聚四氟乙烯5wt%和聚氨酯8wt%同时添加至高温混合搅拌机内,然后将高温混合搅拌机内部温度设置为80
±
10℃进行工作,搅拌时间设置为20min,待上述混合材料冷却至室温后,再添加纯净水9wt%和甘油乳化剂1wt%进行混合,混合10min后结束,最终添加二甲基硅氧烷7wt%、氟化聚乙烯5wt%和氟碳蜡3wt%进入至高温混合搅拌机内,控制混合时间为10min、混合温度为50
±
5℃,即完成对防水乳液的制备;
26.步骤d2:防水涂腊的制备:将低密度ope蜡40wt%、聚乙烯40wt%、乳化沥青12wt%、环氧树脂5wt%和松香3wt%依次添加至控温打碎混合机内部,将其内部温度控制为55
±
2℃,搅拌时间设置为15min,即得到防水涂腊;
27.步骤d3:将防水乳液和防水涂腊依次涂抹至纱管纸的外表面,即完成对纱管纸防水处理。
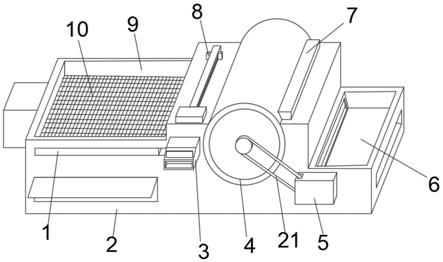
28.第二方面,本发明还提供一种耐水性纱管纸的制造设备,包括涂抹处理箱体,所述涂抹处理箱体的左侧固定安装有固定支架,所述涂抹处理箱体的右侧固定安装有收卷支架,所述收卷支架的正面固定安装有收卷电机,所述涂抹处理箱体的两侧均固定安装有导向架,所述导向架的顶部转动连接有导向辊,所述涂抹处理箱体的顶部固定安装有储液筒,所述储液筒的左侧设置有自动涂抹机构,所述自动涂抹机构包括抽取泵机,所述抽取泵机固定安装在储液筒的左侧,所述抽取泵机的输入管与储液筒的左侧固定连接,所述分流板固定安装在涂抹处理箱体内腔的背面,所述抽取泵机的输出管延伸至涂抹处理箱体的内腔中与分流板的顶部固定连接,所述分流板的正面拆卸式连接有分支杆,所述涂抹处理箱体的内腔中设置有溢出料接收机构,所述溢出料接收机构包括封闭框,所述封闭框固定安装在涂抹处理箱体的内腔中,所述封闭框的底部固定连接有汇集斗,所述汇集斗的内壁上设置有聚乙烯层,所述汇集斗的底部固定安装有固定筒。
29.本发明技术方案的进一步改进在于:所述分支杆的内部开设有输送腔,所述分支杆的底部固定连接有延伸软管,所述延伸软管的底部固定连接有空心橡胶管,所述空心橡胶管的底部固定安装有海绵垫,所述空心橡胶管的底部开设有出液漏孔。
30.本发明技术方案的进一步改进在于:所述固定筒的底部固定安装有分离电机,所
述汇集斗的底部固定连接有位于固定筒内腔中的转动连接座,所述转动连接座的底部转动连接有旋转筒,所述分离电机的输出轴延伸至固定筒的内腔中与旋转筒的底部固定焊接,所述固定筒的左侧拆卸式连接有活动门板。
31.本发明技术方案的进一步改进在于:所述固定筒的底部拆卸式有回收容器,所述旋转筒的外壁上固定连接有延伸管,所述延伸管的左侧固定安装有竖直滤板,所述延伸管的底部螺纹连接有连接管,所述连接管的底部固定连接有残渣暂存筒,所述残渣暂存筒的底部固定安装有水平滤板。
32.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
33.1、本发明提供一种耐水性纱管纸的制造方法及其制造设备,通过预先制备防水乳液和防水涂腊,然后将防水乳液和防水涂腊依次涂抹至纱管纸的外表面,可在纱管纸的外表面形成双层防水层,防水乳液和防水涂腊均可在纱管纸的外壁形成完整的保护层,来对水分子团进行阻隔,使其无法穿过防水层与纱管纸接触,进而起到防水的功能,提升纱管纸的耐水性,延长纱管纸制品的使用寿命。
34.2、本发明提供一种耐水性纱管纸的制造方法及其制造设备,采用抽取泵机、分流板、输送腔、空心橡胶管和出液漏孔的结合,控制抽取泵机工作,可将储液筒内腔中的防水材料通过输出管输送至分流板的内腔中,防水材料随之被转送至输送腔的内腔中,然后通过延伸软管进入空心橡胶管的内腔中,最终通过海绵垫渗入出液漏孔的内部,由出液漏孔均匀的涂抹至纱管纸的表面,实现自动对防水材料进行涂抹的功能,降低工人的体力消耗,提升本装置的便捷性,提升涂抹的均匀性,增加纱管纸的防水效果。
35.3、本发明提供一种耐水性纱管纸的制造方法及其制造设备,通过将纸浆添加至振动筛分装置的内部,然后控制振动筛分装置工作,可将破碎完全的纸浆筛动至下一级,促使块状的纸浆存留在振动筛分装置的内部,即完成对纸浆内部的块状纸浆进行分离出的功能,避免块状纸浆在成型的过程中影响纱管纸质量的问题,提升纱管纸的生产合格率,然后将振动筛分装置内部的块状纸浆打捞出,并保存在物料箱的内部,待下次加工时与秸秆等原料共同添加至破碎机内,实现对块状纸浆的回收利用,减少原料的浪费,降低纱管纸的生产成本。
36.4、本发明提供一种耐水性纱管纸的制造方法及其制造设备,采用封闭框、汇集斗、分离电机、延伸管和竖直滤板的结合,通过封闭框和汇集斗的设计,可对纱管纸表面溢出的防水材料进行收集,使其流入旋转筒的内腔中,当溢出材料积存至一定的数量后,控制分离电机工作带动材料进行旋转,材料在离心力的作用下会进入延伸管的内腔中,然后通过竖直滤板将防水材料内部的纸屑滤除在延伸管的内腔中,过滤后的防水材料会流入回收容器的内腔中,即完成对防水材料的回收利用,降低材料的浪费,提升本装置的环保性。
附图说明
37.图1为本发明耐水性纱管纸制造的工艺流程图;
38.图2为本发明耐水性纱管纸的制造设备的结构示意图;
39.图3为本发明涂抹处理箱体的内部结构示意图;
40.图4为本发明分支杆的剖视结构示意图;
41.图5为本发明固定筒的内部结构示意图;
42.图6为本发明延伸管的内部结构示意图。
43.图中:1、涂抹处理箱体;11、导向架;12、导向辊;2、固定支架;3、收卷支架;4、收卷电机;5、储液筒;
44.6、自动涂抹机构;61、抽取泵机;62、分流板;63、分支杆;631、输送腔;632、延伸软管;633、空心橡胶管;634、海绵垫;635、出液漏孔;
45.7、溢出料接收机构;71、封闭框;72、汇集斗;721、聚乙烯层;722、固定筒;723、活动门板;724、转动连接座;725、旋转筒;726、分离电机;727、延伸管;7271、竖直滤板;7272、连接管;7273、残渣暂存筒;7274、水平滤板。
具体实施方式
46.下面结合实施例对本发明做进一步详细说明:
47.实施例1
48.第一方面,如图1-6所示,本发明提供了一种耐水性纱管纸的制造方法,该耐水性纱管纸的制造方法包括以下步骤:
49.s1、纸浆制备,具体为:
50.步骤a1:将待加工的废纸、秸秆和蔗渣等原料依次添加至破碎机内,然后控制破碎机运行,将破碎时间设置为3min,完成对原料的打碎处理;
51.步骤a2:然后将破碎后的原料利用风道除杂装置,对原料进行吹风分离处理,将原料内部质量较轻的杂质吹送出;
52.步骤a3:然后将原料添加至定时间隔搅拌池的内部,同时按照1:1比例注入自来水,并静置2小时,静置的过程中每20分钟对原料进行一次搅拌,搅拌时间设置为1min,可促使原料内部金属等质量较重的杂质被沉淀分离出;
53.步骤a4:最终将上述混合物移动至磨浆机内部,通过磨浆机工作将其磨成纸浆,再将纸浆内部的部分水滤出,使得水与原料的比例在1:3.5左右,即完成对纸浆的制备;
54.s2、块状纸浆的筛除处理,具体为:
55.步骤b1:将纸浆添加至振动筛分装置的内部,控制振动筛分装置工作,可将破碎完全的纸浆筛动至下一级,块状的纸浆存留在振动筛分装置的内部,完成对纸浆内部的块状纸浆进行分离出的功能,避免块状纸浆在成型的过程中影响纱管纸质量的问题;
56.步骤b2:然后将振动筛分装置内部的块状纸浆打捞出,并保存在物料箱的内部,待下次加工时与秸秆等原料共同添加至破碎机内,实现对块状纸浆的回收利用,实现对块状纸浆的回收利用,减少原料的浪费,降低纱管纸的生产成本;
57.s3、最终成型处理,具体为:
58.步骤c1:首先将纸浆平铺在挤压台的顶部,利用挤压辊将纸浆内部的水分挤压出,再利用印花辊在纸浆的顶部进行滚动挤压,使得纸浆被加工成纱管纸;
59.步骤c2:随之利用烘干装置对纱管纸进行烘干处理;
60.步骤c3:再之利用裁剪装置将纱管纸边角处的溢出部分裁剪掉,并对裁剪掉的物料进行回收利用,最终控制收卷装置工作,将纱管纸收卷保存起来;
61.s4、外表面防水处理,具体为:
62.步骤d1:防水乳液的制备:将pfa塑料62wt%、聚四氟乙烯5wt%和聚氨酯8wt%同
时添加至高温混合搅拌机内,然后将高温混合搅拌机内部温度设置为80
±
10℃进行工作,搅拌时间设置为20min,待上述混合材料冷却至室温后,再添加纯净水9wt%和甘油乳化剂1wt%进行混合,混合10min后结束,最终添加二甲基硅氧烷7wt%、氟化聚乙烯5wt%和氟碳蜡3wt%进入至高温混合搅拌机内,控制混合时间为10min、混合温度为50
±
5℃,即完成对防水乳液的制备;
63.步骤d2:防水涂腊的制备:将低密度ope蜡40wt%、聚乙烯40wt%、乳化沥青12wt%、环氧树脂5wt%和松香3wt%依次添加至控温打碎混合机内部,将其内部温度控制为55
±
2℃,搅拌时间设置为15min,即得到防水涂腊;
64.步骤d3:将防水乳液和防水涂腊依次涂抹至纱管纸的外表面,即完成对纱管纸防水处理,可在纱管纸的外表面形成双层防水层,来对水分子团进行阻隔,使其无法穿过防水层与纱管纸接触,进而起到防水的功能。
65.实施例2
66.第二方面,如图1-6所示,本发明还提供一种耐水性纱管纸的制造设备,包括涂抹处理箱体1,涂抹处理箱体1的左侧固定安装有固定支架2,涂抹处理箱体1的右侧固定安装有收卷支架3,收卷支架3的正面固定安装有收卷电机4,涂抹处理箱体1的两侧均固定安装有导向架11,导向架11的顶部转动连接有导向辊12,涂抹处理箱体1的顶部固定安装有储液筒5,储液筒5的左侧设置有自动涂抹机构6,自动涂抹机构6包括抽取泵机61,抽取泵机61固定安装在储液筒5的左侧,抽取泵机61的输入管与储液筒5的左侧固定连接,分流板62固定安装在涂抹处理箱体1内腔的背面,抽取泵机61的输出管延伸至涂抹处理箱体1的内腔中与分流板62的顶部固定连接,分流板62的正面拆卸式连接有分支杆63,涂抹处理箱体1的内腔中设置有溢出料接收机构7,溢出料接收机构7包括封闭框71,封闭框71固定安装在涂抹处理箱体1的内腔中,封闭框71的底部固定连接有汇集斗72,汇集斗72的内壁上设置有聚乙烯层721,汇集斗72的底部固定安装有固定筒722。
67.控制抽取泵机61工作,可将储液筒5内腔中的防水材料通过输出管输送至分流板62的内腔中,通过封闭框71和汇集斗72的设计,可对纱管纸表面溢出的防水材料进行收集,聚乙烯层721的添加,可增加汇集斗72内壁的光滑性。
68.实施例3
69.如图1-6所示,在实施例2的基础上,本发明提供一种技术方案:优选的,分支杆63的内部开设有输送腔631,分支杆63的底部固定连接有延伸软管632,延伸软管632的底部固定连接有空心橡胶管633,空心橡胶管633的底部固定安装有海绵垫634,空心橡胶管633的底部开设有出液漏孔635。
70.固定筒722的底部固定安装有分离电机726,汇集斗72的底部固定连接有位于固定筒722内腔中的转动连接座724,转动连接座724的底部转动连接有旋转筒725,分离电机726的输出轴延伸至固定筒722的内腔中与旋转筒725的底部固定焊接,固定筒722的左侧拆卸式连接有活动门板723。
71.固定筒722的底部拆卸式有回收容器,旋转筒725的外壁上固定连接有延伸管727,延伸管727的左侧固定安装有竖直滤板7271,延伸管727的底部螺纹连接有连接管7272,连接管7272的底部固定连接有残渣暂存筒7273,残渣暂存筒7273的底部固定安装有水平滤板7274。
72.当溢出材料积存至一定的数量后,控制分离电机726工作带动材料进行旋转,材料在离心力的作用下会进入延伸管727的内腔中,然后通过竖直滤板7271将防水材料内部的纸屑滤除在延伸管727的内腔中,过滤后的防水材料会流入回收容器的内腔中,即完成对防水材料的回收利用,输送腔631内腔中的防水材料会通过延伸软管632进入空心橡胶管633的内腔中,最终通过海绵垫634渗入出液漏孔635的内部,由出液漏孔635均匀的涂抹至纱管纸的表面,实现自动对防水材料进行涂抹的功能。
73.下面具体说一下该耐水性纱管纸的制造方法及其制造设备的工作原理。
74.如图1-6所示,使用时,预先将防水材料添加至储液筒5的内腔中,将待涂抹的纱管纸安装辊安装在固定支架2的内侧,然后将收卷辊安装在收卷支架3的内侧,再使纱管纸的端部穿过涂抹处理箱体1的内腔并固定连接在收卷支架3内侧的收卷辊上,控制收卷电机4工作,可带动纱管纸进行转移,同时控制抽取泵机61工作,抽取储液筒5内腔中的防水材料,然后通过空心橡胶管633的底部喷出,通过出液漏孔635将其均匀涂抹至纱管纸的表面,通过封闭框71和汇集斗72可对溢出的防水材料进行收集,然后控制分离电机726配合竖直滤板7271来对防水材料进行过滤处理,完成对溢出材料的回收。
75.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。