1.本发明属于板材温轧技术领域,具体涉及一种难变形合金轧制用可变姿态轧辊加热系统。
背景技术:
2.在对一些金属或合金板材进行轧制时,由于受其晶粒结构限制,在常温下其塑性变形差,易在表面产生裂纹和裂边。而采用温轧则会使其在轧制时塑性变形能力增强,再则由于晶粒有一定回复,其硬化程度降低,能有效避免板材产生表面裂纹及裂边,提高板材的轧制性能和成材率,在需对板材进行多次轧制的情况下也便于进行多次轧制。
3.温轧时,需要对轧辊辊面进行预热。目前常用的轧辊辊面加热方式一般有两类,一类是对轧辊内部加热,通过热传导来加热表面。如对轧辊内部通水、油或其它导热液体进行加热,在轧辊心部形成液体循环系统,通过热传导将热量从心部逐渐传导至辊面。这种加热方式虽然实现了轧辊的在线加热,但也存在一些技术问题,如:导热液体沸点较低,辊面难以达到较高的温度。液体温度较高,对其进行密封以及进出管道的材质都有较高的要求,也会导致成本增高。由于是从心部向辊面进行热传导,加热时间较长,耗能极大,而辊面温度控制的精度也较低。
4.另一类是对轧辊表面直接加热。如对轧辊表面进行喷枪加热的方法,即通过气体燃料燃烧直接对辊面进行加热。虽然其加热方法简单,但这种方法有以下缺点:辊面温度分布不均,温度控制较困难,不能在线加热。还有在轧制前将轧辊装载进轧辊加热炉中,加热到指定的时间或温度后,再将轧辊从炉中取出,投入使用。不过其存在的缺点也较为明显,轧辊表面温度降至工作温度以下时,需要停止工作,重新加热,工作效率低。由于辊面在持续散热,辊面温度控制精度不高,在不同时刻轧制的效果也不同。也有在轧制前,先用轧辊轧制其他高温金属,如温度较高的钢铁材料,使轧辊辊面温度升高。不过这种加热方法存在辊面加热温度分布不均,加热温度不高,浪费金属资源,工作效率低等缺点,不适宜大规模轧制生产。
5.不过近些年来,更多的人是使用电磁感应加热,该方法具有加热效率高,加热温度分布较为均匀,耗能较小等优势。但也存在一些技术问题,如加热线圈的布置,有将电磁感应加热线圈180
°
布置的,安装和拆卸都不易操作。由于加热装置位于工作轧辊表面,当轧制是出现轧件粘辊时,出现上翘或下翘,容易冲向加热装置,使加热装置受损。此外,还有将线圈以矩形框架形式设置在轧辊前端,线圈有效作用面积较小,难以实现快速均匀加热轧辊的效果。同时,上述感应加热器的布置主要为固定式安装,线圈相对轧辊轴心的位置不可调节,在来料厚度不同需要调整辊缝时,线圈与轧辊辊面同心就难以保持,其加热效果难以保证。
6.再如,由于热传导,热量逐渐从表面向心部传导。轧辊工作时间太长,心部就会处于高温状态,轴承类零件寿命急剧降低,对其材质和加工制造要求较高。由于被加热工件温度过高,加热线圈也会因为热传导而造成损坏。
技术实现要素:
7.本发明针对上述问题提供了一种难变形合金轧制用可变姿态轧辊加热系统。
8.为达到上述目的本发明采用了以下技术方案:
9.一种难变形合金轧制用可变姿态轧辊加热系统,包括两套加热模块,分别用于对两个轧辊进料口侧的辊面进行加热,所述加热模块包括电磁感应加热线圈、升降固定装置、移动定位装置;
10.所述电磁感应加热线圈安装在升降固定装置上,用于对辊面进行加热;
11.所述升降固定装置活动安装在移动定位装置上,用于调节电磁感应加热线圈至轧辊辊心的距离;
12.所述移动定位装置设置在轧辊的进料口侧,用于调节升降固定装置的角度,从而调整电磁感应加热线圈的倾斜角度。
13.进一步,所述移动定位装置包括两个相对设置的竖直导轨,在所述竖直导轨内设置有跟随移动滑块和维持水平滑块,所述维持水平滑块位于跟随移动滑块的上方,在所述跟随移动滑块和维持水平滑块上均设置有锁紧螺钉,用于实现与竖直导轨的相对固定,在相对设置的两个跟随移动滑块之间转动设置有转轴,在所述转轴的左部和右部均固定设置有一号连杆,在所述一号连杆上通过转动副连接有二号连杆和三号连杆,所述二号连杆和三号连杆的另一端分别通过转动副与四号连杆的两端连接,所述一号连杆、二号连杆、三号连杆和四号连杆之间共同构成平行四边形连杆结构,且所述二号连杆和三号连杆的长度均与转轴轴心至对应轧辊辊心的水平距离相同,在所述维持水平滑块上设置有水平滑槽,所述二号连杆或三号连杆滑动设置在水平滑槽内,在两个四号连杆之间共同固定连接有安装杆,所述升降固定装置安装在安装杆上。
14.再进一步,所述升降固定装置包括固定板,在所述固定板上固定设置有连接杆,在所述安装杆上设置有用于穿过连接杆的过孔,在所述连接杆的另一端连接有支撑板,在所述安装杆上还螺纹连接有两个升降螺钉,且两个所述升降螺钉分别位于过孔的两侧,所述升降螺钉用于支撑支撑板,在所述固定板上设置有用于卡装电磁感应加热线圈的安装槽,在所述电磁感应加热线圈的两端均设置有卡块,所述卡块用于与安装槽配合,实现电磁感应加热线圈与固定板的卡装,在所述安装槽的一侧设置有卡槽,所述卡槽用于卡装固定滑板,所述固定滑板通过螺栓与固定板连接。
15.更进一步,所述加热模块还包括辊心冷却装置,所述辊心冷却装置包括旋转接头,所述旋转接头螺纹连接在轧辊端面中部的冷却通道上,在所述旋转接头的外侧端连接有一号进水管和一号出水管,在所述旋转接头内侧端的中部螺纹连接有内置管,所述内置管位于冷却通道内,冷却液从一号进水管进入旋转接头,并通过内置管进入冷却通道的最深处,并通过冷却通道内壁与内置管外壁之间的空间回流至旋转接头,并通过与旋转接头连接的一号出水管流出。
16.更进一步,在所述冷却通道的端口处设置有阻挡壁,在所述阻挡壁的中部设置有用于通过内置管的通孔,在所述通孔的四周均匀分布有多个出水孔。
17.更进一步,所述出水孔为弧形或菱形或圆形。
18.更进一步,所述加热模块还包括线圈冷却装置,用于对电磁感应加热线圈进行降温。
19.更进一步,所述线圈冷却装置包括二号进水管和二号回水管,所述电磁感应加热线圈为中空结构,所述二号进水管和二号回水管分别与电磁感应加热线圈的两端连接通,以便于向电磁感应加热线圈内部通入冷却液。
20.更进一步,所述电磁感应加热线圈整体呈弧形,覆盖轧辊面对应的圆心角为30
°‑
150
°
,在所述电磁感应加热线圈的外表面覆盖有耐高温胶层,以防止轧辊表面的高温扩散至电磁感应加热线圈,导致电磁感应加热线圈温度过高,降低其使用寿命。
21.更进一步,所述加热模块还包括表面温度探测器,用于探测轧辊表面的温度,并与电磁感应加热线圈形成闭环,从而便于实时控制电磁感应加热线圈的电流,达到控制加热温度的作用。
22.与现有技术相比本发明具有以下优点:
23.1、能源利用率高,加热效率可控,辊面温度高,能达到750摄氏度,加热快速;本发明加热方式采用电磁感应加热,当频率增大时,电流穿入深度减少,可以集中在轧辊表面加热,能源利用率高,故而加热效率高,辊面能达到750摄氏度,而且电磁感应加热具有加热快速的特点;
24.2、移动定位装置结构精巧,自由度高,能实现多种功能;本发明的移动定位装置各零件结构简单,其他零件只要能实现其功能便可替换,故装置可变换形式多样,功能有电磁感应加热线圈与轧辊共轴、电磁感应加热线圈沿周向方向角度调节、电磁感应加热线圈沿径向方向高度调节、跟随轧辊升降调节,基本覆盖了电磁感应加热线圈所需的功能要求,由于电磁感应加热线圈能与轧辊共轴,在周向、径向、竖直方向都可调节,自由度高,也方便后续改进增添其他功能;
25.3、辊心冷却装置,轧辊心部温度可控,对轴承保护较好,可实现长时间在线加热使用,提高工作效率;当对辊面加热时,由于热传导作用,轧辊心部温度会逐渐升高,如果不加以降温,各部件寿命都会极具降低,对轴承尤为明显;而辊心冷却装置,吸收来自辊面的热量,便可以对各部件起到保护作用,进而实现长时间在线加热使用,提高工作效率;
26.4、电磁感应加热线圈覆盖轧辊面对应的圆心角为30
°‑
150
°
,加热时热源集中性较好,轧辊表面温度分布较均匀,可根据实际需要选取合适角度,同时也避免板材高温氧化皮脱落掉入线圈;在其他相关专利中,也有采用180
°
线圈的,其还存在板材高温氧化皮易脱落掉入线圈,故而导致加热装置使用周期较短,不便于轧辊进行工作和安装,在进行清理时也极其不便;
27.5、移动定位装置拆卸方便,电磁感应加热线圈和轧辊互换性强;本发明固定在轧机外侧,在不需要对轧辊辊面进行加热时可直接进行拆卸,再进行其他类型的轧制,又由于电磁感应加热线圈是可拆卸的,它与轧辊并不是一一配套的,故也可用于加热其他装置,而轧辊也可用其他装置加热,体现了较强的互换性。
附图说明
28.图1为本发明的使用状态图;
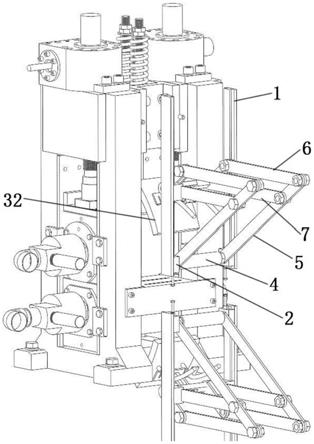
29.图2为本发明无辊心冷却装置的结构示意图;
30.图3为本发明无辊心冷却装置的结构示意图;
31.图4为本发明升降固定装置的结构示意图;
32.图5为本发明电磁感应加热线圈、升降固定装置与移动定位装置之间的连接示意图;
33.图6为本发明辊心冷却装置的结构示意图;
34.图7为本发明轧辊的侧视图;
35.图8为发明电磁感应加热线圈的内部排布图;
36.图9为发明具体实施方式中电磁感应加热线圈覆盖轧辊面对应的圆心角为60
°
的轧辊辊面加热效果模拟图;
37.图10为本发明辊面温度计算值与实测值对比图。
具体实施方式
38.为了进一步阐述本发明的技术方案,下面通过实施例对本发明进行进一步说明。
39.如图1至图7所示,一种难变形合金轧制用可变姿态轧辊加热系统,包括两套加热模块,分别用于对两个轧辊进料口侧的辊面进行加热,所述加热模块包括电磁感应加热线圈32、升降固定装置、移动定位装置、线圈冷却装置和表面温度探测器;
40.所述电磁感应加热线圈32安装在升降固定装置上,用于对辊面进行加热;
41.所述升降固定装置活动安装在移动定位装置上,用于调节电磁感应加热线圈32至轧辊辊心的距离;
42.所述移动定位装置设置在轧辊的进料口侧,用于调节升降固定装置的角度,从而调整电磁感应加热线圈32的倾斜角度;
43.所述线圈冷却装置,用于对电磁感应加热线圈32进行降温;
44.所述表面温度探测器,用于探测轧辊表面的温度,并与电磁感应加热线圈32形成闭环,从而便于实时控制电磁感应加热线圈32的电流,达到控制加热温度的作用。
45.所述移动定位装置包括两个相对设置的竖直导轨1,在所述竖直导轨1内设置有跟随移动滑块2和维持水平滑块3,所述维持水平滑块3位于跟随移动滑块2的上方,在所述跟随移动滑块2和维持水平滑块3上均设置有锁紧螺钉,用于实现与竖直导轨1的相对固定,在相对设置的两个跟随移动滑块2之间转动设置有转轴4,在所述转轴4的左部和右部均固定设置有一号连杆5,在所述一号连杆5上通过转动副连接有二号连杆6和三号连杆7,所述二号连杆6和三号连杆7的另一端分别通过转动副与四号连杆8的两端连接,所述一号连杆5、二号连杆6、三号连杆7和四号连杆8之间共同构成平行四边形连杆结构,且所述二号连杆6和三号连杆7的长度均与转轴4轴心至对应轧辊辊心的水平距离相同,在所述维持水平滑块3上设置有水平滑槽9,所述二号连杆6或三号连杆7滑动设置在水平滑槽9内,在两个四号连杆8之间共同固定连接有安装杆10,所述升降固定装置安装在安装杆10上。
46.所述升降固定装置包括固定板11,在所述固定板11上固定设置有连接杆26,在所述安装杆10上设置有用于穿过连接杆26的过孔27,在所述连接杆26的另一端连接有支撑板28,在所述安装杆10上还螺纹连接有两个升降螺钉12,且两个所述升降螺钉12分别位于过孔27的两侧,所述升降螺钉12用于支撑支撑板28,在所述固定板11上设置有用于卡装电磁感应加热线圈32的安装槽14,在所述电磁感应加热线圈32的两端均设置有卡块29,所述卡块29用于与安装槽14配合,实现电磁感应加热线圈32与固定板11的卡装,在所述安装槽14的一侧设置有卡槽30,所述卡槽30用于卡装固定滑板15,所述固定滑板15通过螺栓31与固
定板11连接。
47.所述加热模块还包括辊心冷却装置,所述辊心冷却装置包括旋转接头16,所述旋转接头16螺纹连接在轧辊端面中部的冷却通道17上,在所述旋转接头16的外侧端连接有一号进水管18和一号出水管19,在所述旋转接头16内侧端的中部螺纹连接有内置管20,所述内置管20位于冷却通道17内,冷却液从一号进水管18进入旋转接头16,并通过内置管20进入冷却通道17的最深处,并通过冷却通道17内壁与内置管20外壁之间的空间回流至旋转接头16,并通过与旋转接头16连接的一号出水管19流出;在所述冷却通道17的端口处设置有阻挡壁21,在所述阻挡壁21的中部设置有用于通过内置管20的通孔22,在所述通孔22的四周均匀分布有多个出水孔23,所述出水孔23为弧形或菱形或圆形。
48.所述线圈冷却装置包括二号进水管24和二号回水管25,所述电磁感应加热线圈32为中空结构,所述二号进水管24和二号回水管25分别与电磁感应加热线圈32的两端连接通,以便于向电磁感应加热线圈32内部通入冷却液。
49.所述电磁感应加热线圈32整体呈弧形,覆盖轧辊面对应的圆心角为30
°‑
150
°
,在所述电磁感应加热线圈32的外表面覆盖有耐高温胶层,以防止轧辊表面的高温扩散至电磁感应加热线圈32,导致电磁感应加热线圈32温度过高,降低其使用寿命。
50.可变姿态工作原理:使转轴4轴线与轧辊的轴线处于同一水平面内,实现本发明随轧辊升降调节的目的,此时转轴轴线至轧辊轴线的距离与二号连杆6和三号连杆7的长度相同,随后通过锁紧螺钉将跟随移动滑块2固定,同时二号连杆6和三号连杆7由于维持水平滑块3的缘故一直保持水平状态,因此二号连杆的两端、轧辊辊心、和转轴轴心,四点之间的连线构成平行四边形,从而保证了电磁感应加热线圈32至轧辊辊心的距离一定,最终即可确定电磁感应加热线圈32所在位置的弧形形状,通过调整一号连杆5的倾斜角度即可达到调整电磁感应加热线圈32沿轧辊周向方向角度调节的目的,最终也达到电磁感应加热线圈32与轧辊共轴的目的,通过调节升降螺钉12的旋入深度,带动支撑板28移动最终达到电磁感应加热线圈32沿径向方向高度调节的目的。
51.辊心冷却装置原理:冷却液经过一号进水管18、旋转接头16进入内置管20,并从内置管20的末端排出,随后经过冷却通道17内壁与内置管20外壁之间的空间流转至阻挡壁21,并通过出水孔23流出,随后进入旋转接头16,并从一号出水管19流出,实现对轧辊辊心的冷却。
52.针对线圈覆盖轧辊面对应的圆心角为30
°
到150
°
为专属线圈说明:设计十三种线圈覆盖轧辊面对应的圆心角分别为30
°
至150
°
平均分配的线圈。将模型导入deform-3d有限元仿真软件再次进行模拟仿真,电流密度取35e5a/m2,电源频率取中频段1khz,轧辊转速取2rad/s。根据模拟仿真结果,从30
°
到150
°
加热均匀性是逐渐降低的,加热热源是逐渐从整体到两侧,综合模拟结果,由附图9中看出60
°
线圈加热时热源集中性最好,轧辊表面温度分布均匀性也相对较好,因此,建议宜选用线圈覆盖轧辊面对应的圆心角为60
°
。
53.具体案例:
54.(1)轧辊静态感应加热实验:按上述要求组装好各装置并同时按上述要求调节好装置所处状态。所用表面温度探测器为众环机械有限公司配套生产出产的zh-01型号红外测温仪,测温范围:400-1200℃;基本误差1%;分辨率:1℃,响应时间为50ms,测量距离为0.2-1.5m。
55.实验过程(0s、45s、60s、75s),红外测温仪温度采集点为轧辊感应加热面中心处。
56.交流电源调整频率参数为1khz,电流密度为10e5a/m2,感应加热60s时,测温点温度达到585℃,感应线圈附近的辊面出现红炽,其间温升速度较快;加热75s时,测温点温度达到681℃,其后温升速度逐渐减缓。
57.通过deform-3d的时间历程后处理功能,提取辊面温度随时间变化的仿真结果,同时通过高精度红外测温仪对静态轧辊感应加热实验过程中辊面温度进行采集,绘制辊面温度随时间变化曲线如附图10所示。
58.(2)轧辊动态感应加热实验:选用120w可调速电机,转速范围为15r/min-30r/min,通过联轴器将电机轴的端部同轧辊端部的轴相连接,以此实现轧辊的动态旋转。
59.所用表面温度红外探测器为众环机械有限公司配套生产出产的zh-01型号红外测温仪,测温范围:400-1200℃;基本误差1%;分辨率:1℃,响应时间为50ms,测量距离为0.2-1.5m。红外测温仪温度采集点为轧辊感应加热面中心处。交流电源调整频率参数为1khz,电流密度为10e5a/m2。
60.轧辊旋转情况下感应加热时间至70s时,辊面均温达到600℃左右,100s时辊面整体呈现红炽状态。此时辊面整体温度上升至700℃,同模拟计算所得基本保持一致。
61.以上显示和描述了本发明的主要特征和优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
62.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。