1.本发明涉及用于将半导体晶片等板状的被加工物单片化成芯片的切割装置,更详细而言,涉及用于对是否正确地设定了切割预定线进行判定的判定方法。
背景技术:
2.以往,在半导体器件制造工序中,在半导体晶片上形成多个器件,将该晶片切割(分割)成各个半导体器件芯片。在该切割中,进行沿着设定于半导体晶片的切割预定线(间隔道)的切割加工,广泛利用切削装置或激光加工装置等切割装置。
3.切削装置具有包含高速旋转的切削刀具的切割单元,进行形成沿着切割预定线的切削槽的切削加工。激光加工装置具有切割单元,该切割单元具有生成激光束的激光振荡器和使激光束会聚于半导体晶片的聚光透镜,该激光加工装置进行沿着切割预定线形成激光加工槽或在半导体晶片的内部形成改质层这样的激光加工。
4.在利用这些切割装置进行加工时,进行将存在于所加工的半导体晶片的器件的特征性的关键图案作为目标图案而事先登记于切割装置、将加工条件登记于切割装置的操作。在切割时利用切割装置所具有的拍摄单元对半导体晶片进行拍摄,使拍摄图像中所包含的关键图案与事先登记的目标图案进行图案匹配,从而确定成为切割加工位置的切割预定线。接着,实施对切割单元和半导体晶片的位置进行调整的所谓自动对准,以使该切割预定线与加工点的位置一致。该自动对准通过切割装置的控制装置自动地进行。
5.专利文献1:日本特开2019-050258号公报
6.但是,由于晶片的种类、图案精度以及污垢的附着、表面的局部损伤等,可能会产生无法取得自动对准的情况。在这样的情况下,进行通过操作者的操作来设定切割预定线的手动对准。
7.具体而言,首先,对晶片的一端侧进行拍摄,由操作者选择出现在拍摄图像中的器件间的间隔道的边缘(例如上侧的边缘(也可以是器件上的图案))。接着,通过装置的自动控制,使保持晶片的保持工作台沿x轴方向移动规定距离,并且对晶片的另一端侧进行拍摄,由操作者选择出现在拍摄图像中的间隔道的边缘。接着,通过装置的自动控制,进行使保持工作台进行旋转以使连结操作者所指定的2点的假想线与x轴方向平行的θ对齐。
8.在通过以上的θ对齐使间隔道与x轴方向(加工进给方向)平行之后,操作者从多条间隔道中选择任意一条间隔道,并指定所选择的间隔道的中心的位置。这样指定的间隔道的中心的位置成为通过切削刀具进行切削的切割预定线。然后,操作者将最初希望进行加工的间隔道选择为“加工开始预定线”,从加工开始预定线开始加工。
9.在以上那样的手动对准中,有时由于操作者的熟练度而无法正确地设定切割预定线。例如,在设置于保持工作台的晶片的间隔道的方向与x轴方向(加工进给方向)不平行的情况下,有时在分离的位置的拍摄图像中分别映入其他间隔道。而且,在将其他间隔道的2点连结起来的情况下,会设定横穿器件的假想线,从而会根据该假想线进行θ对齐和设定切割预定线。
10.此外,在自动对准中,例如在对与目标图案不同的图案进行图案匹配的情况下、或在角度偏移的状态下设置晶片而检测到与其他间隔道对应的目标图案的情况下,也会检测到错误的切割预定线。
技术实现要素:
11.鉴于以上情况,本发明提出了用于防止在错误地设定了切割预定线时直接开始切割的新技术。
12.本发明要解决的课题如上所述,下面对用于解决该课题的手段进行说明。
13.根据本发明的一个方式,提供切割装置的判定方法,利用切割装置判定切割开始是否适当,该切割装置具有:保持工作台,其将被加工物保持为旋转自如;拍摄单元,其对保持工作台所保持的被加工物进行拍摄;切割单元,其对保持工作台所保持的被加工物进行切割;移动机构,其使切割单元和保持工作台在加工进给方向上相对移动,并且使切割单元和保持工作台在与加工进给方向垂直的分度进给方向上相对移动;以及控制器,其至少控制拍摄单元、切割单元以及移动机构,其中,该切割装置的判定方法具有如下的步骤:对准步骤,根据由拍摄单元取得的拍摄图像设定与加工进给方向平行的切割预定线,并且对切割单元和切割预定线进行对位;以及判定步骤,在实施了对准步骤之后,控制器对移动机构和拍摄单元进行控制,一边使保持着被加工物的保持工作台相对于拍摄单元在加工进给方向上移动,一边利用拍摄单元对被加工物的正面进行拍摄而形成判定用的拍摄图像,根据拍摄图像来判定切割开始是否适当。
14.另外,根据本发明的一个方式,切割装置还具有发送警告的警告发送单元,切割装置的判定方法具有如下的警告发送步骤:在通过判定步骤判定为不适当的情况下,控制器利用警告发送单元发送警告。
15.另外,根据本发明的一个方式,切割装置的判定方法具有如下的加工步骤:在通过判定步骤判定为切割开始适当的情况下,使保持工作台相对于切割单元在加工进给方向上相对移动,对切割预定线进行切割加工。
16.另外,根据本发明的一个方式,提供切割装置,其具有:保持工作台,其将被加工物保持为旋转自如;拍摄单元,其对保持工作台所保持的被加工物进行拍摄;切割单元,其对保持工作台所保持的被加工物进行切割;移动机构,其使切割单元和保持工作台在加工进给方向上相对移动,并且使切割单元和保持工作台在与加工进给方向垂直的分度进给方向上相对移动;以及控制器,其至少控制拍摄单元、切割单元以及移动机构,其中,该切割装置能够实施如下的步骤:对准步骤,根据由拍摄单元取得的拍摄图像设定与加工进给方向平行的切割预定线,并且对切割单元和切割预定线进行对位;以及判定步骤,在实施了对准步骤之后,控制器对移动机构和拍摄单元进行控制,一边使保持着被加工物的保持工作台相对于拍摄单元在加工进给方向上移动,一边利用拍摄单元对被加工物的正面进行拍摄而形成判定用的拍摄图像,根据拍摄图像来判定切割开始是否适当。
17.根据本发明的一个方式,在判定为切割开始不适当的情况下,能够检测通过操作者的手动操作而登记的切割预定线不适当等,通过防止开始切割,能够防止对器件的部位进行加工而使其损伤这样的不良情况的产生。
18.另外,根据本发明的一个方式,通过发出警告,能够使操作者识别产生异常。
19.另外,根据本发明的一个方式,仅在判定为切割开始适当的情况下实施加工,能够防止在通过操作者的手动操作而登记的切割预定线不适当的情况下开始切割。
附图说明
20.图1是示出作为切割装置的激光加工装置的结构例的立体图。
21.图2是示出作为被加工物的晶片的例子的图。
22.图3是说明对准的图。
23.图4是对加工进给方向和切割预定线存在角度偏移的情况进行说明的图。
24.图5是示出实施例1的各步骤的流程的流程图。
25.图6的(a)是示出沿第1方向延伸的切割预定线的设定的图,图6的(b)是示出沿第2方向延伸的切割预定线的设定的图,图6的(c)是说明对准步骤完成时的情形的图,图6的(d)是对判定步骤时的情形进行说明的图。
26.图7的(a)是对判定步骤中的拍摄图像的取得进行说明的图,图7的(b)是对沿着拍摄用线进行拍摄的判定用的拍摄图像进行说明的图。
27.图8的(a)是对基于判定用线的判定进行说明的图,图8的(b)是对判定用线的方向与加工进给方向一致的情况进行说明的图。
28.图9的(a)是示出细线和判定用线产生偏移的情形的图,图9的(b)是示出细线和判定用线一致的情况的图,图9的(c)是对在拍摄图像中映入有切削槽的情形进行说明的图。
29.图10是对加工步骤进行说明的图。
30.图11是示出实施例2的各步骤的流程的流程图。
31.标号说明
32.2:激光加工装置;10:保持工作台;10a:保持面;11:晶片;12:激光束照射单元;12a:加工头;13:拍摄单元;15:带;17:框架;19:晶片单元;100:控制器;200:监视器;201:扬声器;202:警告灯;d:器件;f1:第1方向;f2:第2方向;g1:拍摄图像;g2:拍摄图像;ga:拍摄图像;gb:拍摄图像;h:细线;k:假想线;lk:基准距离;lm:基准距离;ln:转位距离;m:间隔道;m1:间隔道;m2:间隔道;pk:关键图案;pt:目标图案;l:切割预定线;l2:切割预定线;l3:拍摄用线;l4:判定用线;l5:判定用线;v:切削槽。
具体实施方式
33.以下,参照附图对本发明的一个方式的实施方式进行说明。图1是示出作为切割装置的激光加工装置2的结构例的立体图。另外,在以下的说明中,作为切割装置的例子,使用具有激光束照射单元的激光加工装置进行说明,但作为切割装置,也可以是代替具有激光束照射单元而具有包含高速旋转的切削刀具和使切削刀具进行旋转的主轴的切削单元的切削装置。
34.如图1所示,激光加工装置2具有对各构造进行支承的基台4。基台4包含长方体状的基部6和在基部6的后端向上方延伸的壁部8。在基部6的上表面配置有隔着带15而吸引并保持晶片(被加工物)11的保持工作台10。保持工作台10通过由y轴移动机构16和x轴移动机构26构成的移动机构而在x轴、y轴方向上移动。
35.在保持工作台10的下方设置有使保持工作台10沿y轴方向(分度进给方向)移动的
y轴移动机构16。y轴移动机构16具有固定于基部6的上表面且与y轴方向平行的一对y轴导轨18。
36.在y轴导轨18上以能够滑动的方式设置有y轴移动工作台20。在y轴移动工作台20的背面侧(下表面侧)设置有螺母部(未图示),在该螺母部上以能够旋转的方式结合有与y轴导轨18平行的y轴滚珠丝杠22。
37.在y轴滚珠丝杠22的一端部连结有y轴脉冲电动机24。当利用y轴脉冲电动机24使y轴滚珠丝杠22进行旋转时,y轴移动工作台20沿着y轴导轨18在y轴方向上移动。
38.在y轴移动工作台20的正面侧(上表面侧)设置有使保持工作台10在与y轴方向垂直的x轴方向(加工进给方向)上移动的x轴移动机构26。x轴移动机构26具有固定于y轴移动工作台20的上表面且与x轴方向平行的一对x轴导轨28。
39.在x轴导轨28上以能够滑动的方式设置有x轴移动工作台30。在x轴移动工作台30的背面侧(下表面侧)设置有螺母部(未图示),在该螺母部上以能够旋转的方式结合有与x轴导轨28平行的x轴滚珠丝杠32。
40.在x轴滚珠丝杠32的一端部连结有x轴脉冲电动机34。当利用x轴脉冲电动机34使x轴滚珠丝杠32进行旋转时,x轴移动工作台30沿着x轴导轨28在x轴方向上移动。
41.在x轴移动工作台30的正面侧(上表面侧)设置有支承台36。在支承台36的上部配置有保持工作台10。保持工作台10与设置于下方的旋转驱动源(未图示)连结并绕z轴进行旋转。在保持工作台10的周围设置有四个夹具38,该四个夹具38从四方夹持固定对晶片11进行支承的环状的框架17。
42.保持工作台10的正面构成为对晶片单元19的晶片11进行吸引保持的保持面10a。吸引源(未图示)的负压通过形成于保持工作台10的内部的流路(未图示)而作用于该保持面10a,产生对带15进行吸引的吸引力。
43.在壁部8的上部前表面上设置有朝向前方延伸的支承臂40,在该支承臂40的前端部设置有激光束照射单元12的加工头12a。激光束照射单元12构成为具有未图示的激光振荡器,加工头12a构成为具有将从激光振荡器发出的激光束会聚于保持工作台10所保持的晶片11的未图示的聚光透镜。
44.在激光束照射单元12中,在加工头12a的侧方设置有拍摄单元13。通过该拍摄单元13,对晶片11的正面的切割预定线等进行拍摄。拍摄图像通过控制器100适当地显示在监视器200上。
45.监视器200由触摸面板构成,构成为能够由操作者进行操作输入。另外,也可以构成为将用于操作输入的输入设备与监视器200分开设置。
46.在激光加工时,通过基于控制器100的全自动控制或者基于操作者的操作的手动控制,将保持工作台10定位于激光束照射单元12的加工头12a的下方,在根据拍摄单元13的拍摄图像适当地进行了对准之后,从加工头12a照射激光束,并且将保持工作台10进行加工进给,由此进行激光加工。
47.在壁部8的上部前表面上,在支承臂40的侧方设置有用于将保持工作台10上的晶片单元19搬送至清洗装置50的旋转工作台52的搬送装置60。
48.搬送装置60构成为具有:保持臂61,其具有对晶片单元19的框架17的上表面进行吸引保持的多个吸引部61a;升降部62,其使保持臂升降;水平移动部63,其与升降部62连
结,在x轴方向上水平移动;以及x轴方向移动机构64,其用于使水平移动部63移动。
49.x轴方向移动机构64构成为具有:一对x轴导轨64a,它们沿水平方向设置于壁部8的前表面;x轴滚珠丝杠65,其配置于x轴导轨64a之间;以及x轴脉冲电动机66,其设置于x轴滚珠丝杠65的一端。
50.x轴滚珠丝杠65贯穿插入于设置在水平移动部63上的螺母部(未图示),当利用x轴脉冲电动机66使x轴滚珠丝杠65进行旋转时,水平移动部63沿着x轴导轨64a在x轴方向上移动,与此相伴,保持臂61也在x轴方向上移动。
51.图2示出作为被加工物的晶片11的例子,按照包围粘贴于带15的晶片11的方式将金属制的环状的框架17粘贴于带15,构成晶片11、带15以及框架17成为一体的晶片单元19。
52.在晶片11上设计有沿相互垂直的第1方向f1和第2方向f2延伸且呈格子状配置的间隔道s,在由各间隔道s划分的区域内形成有器件d。
53.通过后述的自动对准或手动对准,在间隔道中设定有切割预定线,沿着切割预定线l进行激光加工,并且之后进行分割,从而单片化成器件芯片。另外,在本说明书中,“切割预定线的设定”这一术语包含基于自动对准的切割预定线的检测以及基于手动对准的切割预定线的设定中的任意一种情况。
54.如图2和图3所示,在晶片上存在构成各器件d的各种图案,在实施切割加工之前,作业者选择晶片上的特征性的关键图案pk,将该关键图案pk作为目标图案pt而登记于控制器100。
55.假设关键图案pk在各器件d上存在于相同的位置,将形成于在同列上排列的器件d的关键图案pk连结而成的假想线k与切割预定线l平行。
56.在登记目标图案pt时,也登记从关键图案pk至切割预定线l的基准距离lm。相邻的切割预定线l、s间的转位距离ln、晶片11的直径等晶片11的各种属性信息在加工前预先作为加工条件而登记于控制器100。
57.通过参照登记于控制器100的目标图案pt而进行自动对准。
58.自动对准如下进行。
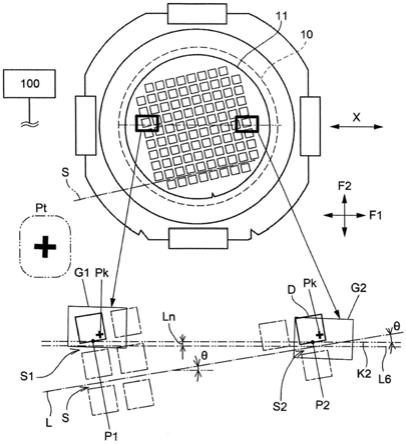
59.控制器100使保持工作台10移动,利用拍摄单元13对晶片11的多个部位(在图3的例子中为晶片11的x轴方向的两端的两个部位)进行拍摄,由此对切割预定线l进行检测。具体而言,首先,对第一个部位的拍摄图像g1进行拍摄,通过图案匹配而从拍摄图像g1中检测与目标图案pt一致的关键图案pk,并且检测关键图案pk的坐标位置。接着,使保持工作台10在加工进给方向(x轴方向)上移动,对第二个部位的拍摄图像g2进行拍摄,同样地检测拍摄图像g2中的关键图案pk的坐标位置。
60.控制器100对将检测出的两个关键图案pk的坐标位置连结而成的假想线k进行检测。并且,将从假想线k偏移基准距离lm的位置作为切割预定线l而进行检测。这里,在假想线k的方向与加工进给方向(x轴方向)偏移的情况下,适当地进行使保持工作台10进行旋转的角度调整,并登记调整角度(θ对齐动作)。
61.接着,使保持工作台10旋转90度,同样地也检测沿晶片11的第2方向f2延伸的切割预定线l。这里,对于第2方向f2,在假想线的方向与加工进给方向(x轴方向)偏移的情况下,也适当地进行使保持工作台10进行旋转的角度调整,并登记调整角度(θ对齐动作)。
62.接着,为了能够利用激光束照射单元12对检测出的切割预定线进行激光加工,使
软件上的切割预定线的位置与激光束照射单元12的位置对齐。这样,完成使切割预定线与激光加工位置对齐的自动对准。
63.在自动对准完成后的加工中,例如,相对于激光束照射单元12,将在晶片11的最外侧沿第2方向f2延伸的切割预定线l2定位而开始加工,进行转位进给而对第2方向f2的所有切割预定线进行加工。接着,同样地使晶片旋转90度,从在晶片11的最外侧沿第1方向f1延伸的切割预定线l1起开始加工,进行转位进给而对第1方向f1的所有切割预定线进行加工。
64.这里,在图3中,在晶片11被污染的情况或者图案局部地损伤的情况下等,产生无法检测与目标图案pt一致的关键图案pk而无法检测切割预定线l的不良情况。在这样的情况下,不开始晶片11的加工,将晶片11暂时搬出而在其他时机通过手动对准模式进行对准,实施加工。另外,例如在加工中在切削刀具发生破损等而停止加工的情况下,在操作者更换了切削刀具之后,实施晶片的未加工区域的加工。在该加工时,也实施基于手动对准模式的对准。
65.手动对准如下进行。
66.当选择手动对准模式并开始执行时,如图3所示,通过控制器100,对晶片11上的规定的区域的拍摄图像g1进行拍摄,操作者例如选择出现在拍摄图像g1中的间隔道s的上侧的边缘作为第1点p1。当进行该第1点p1的选择时,通过控制器100使晶片11(保持工作台10)在作为加工进给方向的x轴方向上移动规定的距离,并且对第二个部位的拍摄图像g2进行拍摄。操作者例如选择出现在拍摄图像g2中的间隔道s的上侧的边缘作为第2点p2。
67.控制器100将由操作者选择的两个点p1、p2连结起来而设定假想线k1,在假想线k1与x轴方向不一致的情况下,使晶片11(保持工作台10)进行旋转而进行使假想线k1与x轴方向一致的θ对齐。控制器100在进行了θ对齐之后,将从假想线k1分离预先登记的基准距离lk的位置设定为切割预定线。这样,根据操作者的操作,通过控制器100设定切割预定线。
68.这里,在图3中,在操作者的熟练度较低,本来应该在拍摄图像g2内选择第二点p2但选择了其他位置p3的情况下,会设定不与间隔道s平行的假想线kz,从而会设定错误的切割预定线。
69.此外,如图4所示,在晶片11的间隔道s不与作为加工进给方向的x轴方向平行而以偏移角度θ的状态设置有晶片11的状况下,可能会产生在各拍摄图像g1、g2内包含其他列的间隔道s1、s2的情况。而且,当根据出现在各拍摄图像g1、g2中的间隔道s1、s2来设定假想线k2时,会在本来不存在间隔道的部位设定切割预定线l6。
70.如图3和图4所示,当设定错误的切割预定线时,对器件d进行加工会使其损伤。为了防止这样的不良情况,在本发明中,如以下那样实施切割预定线的检测方法和判定方法。
71.以下,对本发明的切割预定线的检测方法和判定方法进行说明。
72.实施例1
73.实施例1是在没有对未加工的晶片检测关键图案的情况下等实施手动对准而进行切割预定线的检测、判定的例子。图5是示出进行实施例1的情况下的各步骤的流程的流程图。
74.<对准步骤>
75.在图3中,对准步骤是如下的步骤:通过手动对准设定与加工进给方向(x轴方向)平行的切割预定线l,并且对切割单元(激光束照射单元12)和切割预定线进行对位(图5中
的步骤s1)。
76.具体而言,如图6的(a)所示,对于晶片11的第1方向f1,如上所述,根据由操作者选择的两个点p1、p2,控制器设定与加工进给方向(x轴方向)平行的切割预定线l。
77.另外,控制器使软件上的切割预定线的位置与激光束照射单元12的位置对齐,以便能够利用激光束照射单元12对所设定的切割预定线进行激光加工。
78.如上所述,进行切割预定线的设定,并且实施使切割预定线与激光加工位置对齐的对准。
79.<判定步骤>
80.如图6的(d)、图7的(a)、图7的(b)以及图8的(a)所示,判定步骤是如下的步骤:在实施了对准步骤之后,一边使晶片11(保持工作台10)相对于拍摄单元13在加工进给方向上移动,一边对晶片11的正面进行拍摄而形成多个判定用的拍摄图像ga、gb
…
,根据所形成的拍摄图像ga、gb
…
来判定切割开始是否适当。在本实施例中,首先,对沿第1方向f1延伸的切割预定线进行判定步骤(图5中的步骤s2)。
81.具体而言,在使晶片11(保持工作台10)在y轴方向上移动而使拍摄单元13的y轴方向的位置与作为拍摄判定用的拍摄图像ga、gb
…
的位置的拍摄用线l3的y轴方向的位置对齐之后,使晶片11(保持工作台10)在x轴方向(加工进给方向)上移动,取得拍摄图像ga、gb
…
。
82.另外,拍摄用线l3的y轴方向的位置例如作为想要实施切割的部位而由操作者任意地设定,除此以外,还可以根据晶片11的属性信息而由控制器自动地设定、或者作为从开始切割的切割预定线偏移规定的线数的部位。在图6的(d)的例子中,示出了沿着拍摄用线l3拍摄判定用的拍摄图像ga、gb
…
的例子。
83.另外,如图7的(b)所示,在判定用的拍摄图像ga、gb
…
中,对设定有拍摄用线l3的所有位置进行了拍摄,除此以外,也可以隔开间隔而对多个部位进行拍摄,或者对一个部位进行拍摄。
84.根据以上的判定用的拍摄图像ga、gb
…
,在控制器中,对切割开始是否适当进行判定。在判定为切割开始不适当的情况下,能够检测所设定的切割预定线不适当等,通过防止开始切割,能够防止对器件的部位进行加工而使其损伤这样的不良情况的产生。
85.作为判定内容,例如可以考虑以下的内容,除了对全部内容进行判定以外,也可以对任意一个内容进行判定。
86.<判定内容1>
87.判定所设定的切割预定线是否与x轴方向平行。
88.例如,在如图4那样晶片11发生倾斜而在切割预定线倾斜的状态下错误地设定的情况下,如图8的(a)所示,出现在判定用的拍摄图像中的切割预定线也成为倾斜的状态。
89.在该判定内容1的实施中,首先,通过控制器100设定判定用线l4。具体而言,控制器100通过图像处理检测间隔道s的边缘(缘)sf,将检测出的边缘sf连结起来而作为判定用线l4。另外,也可以为,控制器100通过图案匹配检测各拍摄图像中的关键图案pk和目标图案pt(图4),并且通过将从各关键图案pk分离了基准距离lm的各位置连结起来而设定判定用线l4。
90.而且,在判定用线l4与加工进给方向(x轴方向)偏移了规定的角度以上的情况下,
控制器100判定为切割开始不适当。在图8的(a)的例子中,偏移角度θ,因此判定为不适当。
91.另一方面,如图8的(b)所示,在判定用线l4的方向与加工进给方向(x轴方向)一致的情况下,判定为切割开始适当。
92.<判定内容2>
93.如图9的(a)所示,判定所设定的切割预定线是否为间隔道的y轴方向的中央。
94.在该判定内容2的实施中,通过控制器100设定判定用线l5。具体而言,控制器通过图像处理检测在间隔道的y方向上相邻的器件d的边缘sf,将通过检测出的边缘sf的y轴方向的中间位置的线设定为判定用线l5。而且,检测该判定用线l5与设定于拍摄单元13的细线h的y轴方向位置(加工预定位置)有无偏移。
95.拍摄单元13由显微镜构成,在由显微镜拍摄的图像的中心设定有细线h,在与该细线h的y轴方向位置对应的位置进行加工。而且,在完成上述对准步骤的状态下,如果对准没有问题,则在与细线h的y轴方向位置对应的位置进行加工。
96.而且,例如在上述的判定用线l5从细线h的位置偏移了规定的距离以上的情况下,控制器100判定为切割开始不适当。在图9的(a)的例子中,偏移量δy为规定的距离以上,因此判定为不适当。
97.另一方面,如图9的(b)所示,在判定用线l5与细线h的位置一致的情况下,判定为切割开始适当。另外,在图9的(b)的例子中,示出了判定用线l5与细线h一致的情况。
98.另外,在图9的(a)、图9的(b)中,在沿间隔道s的y轴方向相邻的器件d的中间位置设定判定用线l5,对判定用线l5与细线h的相对位置进行比较,但在仅在间隔道s的y轴方向的一侧存在器件d的情况下,也可以通过检测在从多个各关键图案pk分离了基准距离lm的位置是否存在细线h来进行判定。
99.<判定内容3>
100.如图9的(c)所示,判定切割预定线是否已经加工完成。
101.当对加工完成的线进行切割时,有时会产生不良情况。例如,在利用切削刀具形成切削槽的切削装置中,如果进一步对之前形成的切削槽v进行加工,则有可能使切削刀具破损。在这样的情况下,对出现在拍摄图像中的切割预定线实施切割是不适当的。
102.在图9的(c)的例子中,在判定用的拍摄图像中映入有切削槽v,控制器100通过图像解析而识别到该切削槽v,判定为切割开始不适当。另一方面,在未确认到切削槽v的情况下,关于判定内容3,判定为适当。
103.<警告步骤>
104.警告步骤是如下的步骤:在以上的判定步骤中,在判定为切割开始不适当的情况下,通过警告发送单元发出警告(图5中的步骤s3)。
105.具体而言,在图1所示的结构例中,控制器100从监视器200、扬声器201、警告灯202等警告发送单元发送基于显示、声音、光等的警告。
106.在实施该警告步骤时,控制器100中断切割开始。另外,也可以为,省略该警告步骤,在不发送警告的情况下中断切割开始。
107.通过如上述那样发送警告,能够使操作者识别产生异常。
108.<加工步骤>
109.加工步骤是如下的步骤:在以上的判定步骤中,在判定为切割开始适当的情况下,
如图10所示,使保持工作台10相对于作为切割单元的激光束照射单元12(加工头12a)在加工进给方向上相对移动,照射激光束b而对切割预定线进行切割加工(图5中的步骤s4)。
110.在加工步骤的前一阶段,通过进行上述的各判定内容的判定,能够降低开始切割加工时的不良情况的产生概率。
111.另外,仅在判定为切割开始适当的情况下实施加工,能够防止在所设定的切割预定线不适当的情况下开始切割。
112.在该加工步骤中,如图6的(a)所示,对沿第1方向f1延伸的切割预定线进行加工。在对沿第1方向f1延伸的切割预定线完成了加工步骤之后,使晶片旋转90度(图5中的步骤s5),针对第2方向f2同样地进行对准步骤(图5中的步骤s6)、判定步骤(图5中的步骤s7)、警告步骤(图5中的步骤s8)以及加工步骤(图5中的步骤s9)。
113.另外,在针对第2方向f2的判定步骤时,有可能沿第1方向f1形成的切削槽映入到判定用的拍摄图像中而在上述判定内容3中进行误判定,因此优选进行按照在判定用的拍摄图像中不显示切削槽的方式进行遮蔽的图像处理。
114.另外,也可以为,在对沿第1方向f1延伸的切割预定线实施了判定步骤之后,使晶片旋转90度,在对沿第2方向f2延伸的切割预定线实施了对准步骤、判定步骤、警告步骤之后,对沿第2方向f2延伸的切割预定线进行加工步骤,接着,使晶片旋转90度,对沿第1方向f1延伸的切割预定线实施加工步骤。
115.此外,也可以为,在对晶片的第1方向f1进行了基于手动对准的对准步骤之后,使晶片旋转90度而对晶片的第2方向f2进行基于手动对准的对准步骤,接着,在对第2方向f2实施了判定步骤、警告步骤、加工步骤之后,使晶片旋转90度而对第1方向f1实施判定步骤、警告步骤、加工步骤。
116.在该情况下,在针对第1方向f1的判定步骤时,有可能沿第2方向f2形成的切削槽映入到判定用的拍摄图像中而在上述判定内容3中进行误判定,因此优选进行按照在判定用的拍摄图像中不显示切削槽的方式进行遮蔽的图像处理。
117.实施例2
118.在进行自动对准的情况下,也能够进行与上述同样的判定。图11是示出进行实施例2时的各步骤的流程的流程图。
119.首先,与上述对准步骤同样地,通过自动对准设定与加工进给方向(x轴方向)平行的切割预定线,并且对切割单元(激光束照射单元12)和切割预定线进行对位。
120.在对晶片的第1方向f1(图6的(a))进行了该对准步骤、判定步骤、警告步骤之后,使晶片旋转90度而对晶片的第2方向f2(图6的(b))同样地进行对准步骤、判定步骤、警告步骤。
121.在未发出警告而进展的情况下,直接对第2方向f2实施加工步骤,然后再次使晶片旋转90度而对第1方向f1实施加工步骤。
122.另外,除了上述以外,也可以为,对晶片的第1方向f1进行基于自动对准的对准步骤、判定步骤、警告步骤、加工步骤,接着,使晶片旋转90度而对晶片的第2方向f2进行基于自动对准的对准步骤、判定步骤、警告步骤、加工步骤。
123.在该情况下,在针对第2方向f2的判定步骤时,有可能沿第1方向f1形成的切削槽映入到判定用的拍摄图像而在上述判定内容3中进行误判定,因此优选进行按照在判定用
的拍摄图像中不显示切削槽的方式进行遮蔽的图像处理。
124.此外,也可以为,在对晶片的第1方向f1进行了基于自动对准的对准步骤之后,使晶片旋转90度而对晶片的第2方向f2进行基于自动对准的对准步骤,接着,在对第2方向f2实施了判定步骤、警告步骤、加工步骤之后,使晶片旋转90度而对第1方向f1实施判定步骤、警告步骤、加工步骤。
125.在该情况下,在针对第1方向f1的判定步骤时,有可能沿第2方向f2形成的切削槽映入到判定用的拍摄图像中而在上述判定内容3中进行误判定,因此优选进行按照在判定用的拍摄图像中不显示切削槽的方式进行遮蔽的图像处理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。