1.本发明涉及激光标刻技术领域,具体涉及一种在陶瓷表面进行红外超快激光精密标刻的方法和系统。
背景技术:
2.陶瓷是以粘土为主要原料以及各种天然矿物经过粉碎混炼、成型和煅烧制得到的材料。陶瓷装饰与器物的用途、造型、社会审美取向等方面有着密切的联系。
3.陶瓷装饰,是指利用具有美感的图文对陶瓷器进行艺术加工。传统的陶瓷装饰工艺复杂,效率低。而随着技术的进步,出现了激光标刻陶瓷工艺,典型的代表是基于co2激光或者纳秒激光的标刻机,其原理是利用激光的热效应烧蚀掉物体最外层表面,留下印迹的技术。然而,对于陶瓷材料采用典型的激光标刻技术有一定难度,是因为陶瓷材料对激光的吸收很弱,会发生漫反射,甚至接近全反射,导致典型的激光很难在陶瓷表面直接打出永久痕迹,因此一般在标刻工艺中利用颜料、涂料或者染色纸作用在陶瓷材料表面位置,通过激光产生局部的高温,再和颜料实现热诱导效应来标刻。因此,在陶瓷上进行激光标刻,不光很难直接刻出永久精细的标记,而且由于纳秒激光热效应导致分辨率低,热影响区大,挂渣和裂纹比较严重,还会受限于颜料、涂料或者染色纸的质量、分辨率,均匀性甚至环保要求的限制,造成标刻质量差,良率低等问题。
技术实现要素:
4.有鉴于此,为了克服现有技术的不足,本发明提供一种在陶瓷表面进行红外超快激光精密标刻的方法和系统。该方法基于锁定的高重复频率、高能量单脉冲工作、单脉冲间能量一致性高的超快激光,无需对陶瓷材料表面处理即可实现加工一致性好的精密标刻。
5.本发明提供的在陶瓷表面进行红外超快激光精密标刻的方法,包括步骤:
6.1)将陶瓷置于工作台上;
7.2)将激光器设于工作台的一侧;所述激光器为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的红外超快激光器,所述高重复频率为10khz-200khz,所述高能量单脉冲能量为50uj-1000uj,所述单脉冲间能量差异≤
±
5%;
8.3)锁定发射频率为10khz-200khz之间的一定值;
9.4)所述激光器发射的超快激光,经过整形光路放大光束尺寸、再经过光束传输光路输入到振镜、再经过场镜后聚焦在工作台上的陶瓷工件表面;
10.5)在软硬件控制器的控制下,设置激光参数和加工参数,控制激光束x、y、z轴的移动,完成陶瓷表面图案的激光标刻。
11.进一步,所述经过光束传输光路的激光经光隔离器后输入到振镜。
12.进一步,所述单脉冲为单脉冲光子尖峰波,所述单脉冲宽度为1-15ps。
13.进一步,所述激光器为全固态皮秒激光器,所述激光波长为1064
±
5nm。
14.进一步,所述激光器窗口光斑为1-3mm,发散角为0.5-1.5mrad。
15.进一步,所述整形光路为放大倍率为1-8倍的扩束光路,所述光束传输光路为传输距离100-1000mm的传输光路组成。
16.进一步,所述振镜转速为100-10000转/秒。
17.进一步,所述场镜是f-θ场镜或远心场镜,焦距为30-300mm。
18.进一步,形成所述标刻图案微型结构的最小分辨率特征尺寸为0.5-25um。
19.本发明还提供实现上述红外超快激光精密标刻方法的标刻系统,所述系统包括工作台、激光器光路系统和控制器;
20.其中,所述工作台上设有陶瓷抓握旋转机构,所述工作台的一侧设有激光器光路系统和控制器,所述控制器分别与所述激光器光路系统、陶瓷抓握旋转机构连接;
21.激光器通过数据线与安装有激光标刻系统软件的计算机控制器相连,计算机控制器将控制的激光功率、扫描速度及重复频率信号输入到激光器,并接收激光器的脉冲同步信号,同时控制激光器光路系统和所述陶瓷旋转机构完成陶瓷工件的激光标刻。
22.所述激光器光路系统包括装有激光器的承载柜和装载光路的四轴机器人,所述四轴机器人手臂底端设有激光标刻头。
23.所述激光标刻头旁边设置有位置传感器。
24.所述激光标刻头旁边还设置有ccd视觉系统。
25.所述光束传输光路与振镜之间设置光隔离器,隔离反射激光。
26.本发明所述锁频均匀能量单脉冲是指超快激光工作方式为锁定频率下均匀能量单脉冲周期性输出。
27.本发明的有益效果在于:
28.本发明基于锁定的高重复频率、单脉冲工作、高单脉冲能量、单脉冲能量一致性高的超快激光标刻的方法,能够直接对陶瓷表面进行标刻:
29.1.该方法陶瓷激光标刻机光子单脉冲能量高,均匀性好,无须调节光子脉冲宽度,在时域上表现唯一,分辨率高。
30.2.该方法聚焦超精细,均匀光叠加,在加工过程中对陶瓷材料表面形成的颗粒能够达到纳米尺寸级别,提高了标刻精度。
31.3.该方法不是通过热致熔化材料,而是通过直接汽化材料来实现标刻。材料的晶格和分子之间,还没来得及传热就已经被去除,几乎无挂渣,无裂纹,无热影响区。
32.4.该方法标刻的效果具有永久性,不会因触摸、高低温、酸碱性等环境关系而消退。
33.5.该方法标刻效果是激光和材料表面直接作用成型,无需辅助物料、颜料、涂料或者染色纸等耗材和辅料,标刻效果质量好、分辨率高,均匀性高,满足节能环保的要求,良率高。
附图说明:
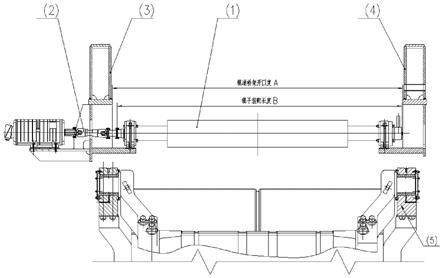
34.图1为本发明在陶瓷表面进行红外超快激光精密标刻方法的原理示意图;
35.图2为实现本发明方法的标刻系统结构示意图;
36.图3为本发明方法在陶瓷表面标刻的效果照片;
37.其中:1.红外超快激光器;2.光路;2-1.整形光路;2-2.光束传输光路;3.振镜;4.
场镜;5.陶瓷标刻工件6.工位,7.控制器,8.反射镜,9.工作台,10.激光光路系统,11.位置传感器,12.支撑台,13.光隔离器,14.激光标刻头,15.ccd视觉系统,16.四轴机器人手臂,17.四轴机器人,18.激光器承载柜,19.左伸缩臂,20.右伸缩臂,21.滑块,22.驱动机构,23.滑轨,24.抓握旋转机构。
具体实施方式
38.下面结合附图和具体实施例对本发明提供的用于陶瓷的锁频单脉冲红外超快激光精密标刻方法和系统进一步解释而本发明并不局限于以下实施例。
39.本发明用于陶瓷的锁频单脉冲红外超快激光精密标刻方法,包括步骤:
40.1)将陶瓷5置于工作台9上;2)将激光器1设于工作台9的一侧;所述激光器1为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的红外超快激光器,所述高重复频率为10khz-200khz,所述高能量单脉冲能量为50uj-1000uj,,所述单脉冲间能量差异≤
±
5%;
41.3)锁定发射频率为10khz-200khz之间的一定值;
42.4)所述激光器发射的超快激光,经过整形光路2-1放大光束尺寸、再经过光束传输光路2-2输入到振镜3、再经过场镜4后聚焦在工作台9上的陶瓷工件5表面;
43.5)在软硬件控制器7的控制下,设置激光参数和加工参数,控制激光束x、y、z轴的移动,完成陶瓷5表面图案的激光标刻。
44.所述整形光路2-1、光束传输光路2-2和反射镜8构成光路2,经过光路2的激光经光隔离器13后输入到振镜3。本发明工作原理示意图如图1所示。
45.步骤5)包括以下步骤:
46.1.设定激光发射参数及电平形式的激光脉冲同步信号,将所述激光脉冲同步信号和起始时间t1发送给软硬件控制器7,作为加工基准时间;
47.2.调试激光光束:光束经整形光路2-1、光闸和光束传输2-2,所述光闸由ttl电平控制;所述软硬件控制器7向光闸发送控制其开关的信号以及起始时间t2;
48.3.调试振镜:所述软硬件控制器7将振镜的5v高低电平形式的控制信号以及起始时间t3,发送给振镜3,
49.4.调试激光光束,经场镜4聚焦在工作台9附近,在场镜有效范围内工作。
50.5.通过软硬件控制器7将准备标刻的内容分解,得到可读格式的像素、直径、填充密度,走线路径和图形,其边界范围以不大于所述激光标刻机的区域边界为限。
51.6.根据切片图形内容和次序,以激光同步信号输入给软硬件控制器7作为时间基准,校准工作台的坐标为空间基准,经软硬件控制器7依次给振镜3、光闸、驱动机构发射控制信号,时间基准,延时时间和控制信号时序,进行整体时序校准以及初步打样。
52.7.根据初步打样效果,验证其与预设的效果符合程度,如果有差异,微调各个部件的工艺和参数,直到效果最佳,锁定参数,开始标刻。
53.本发明的步骤(2)优选地,所述激光器的发射频率为50khz-200khz之间的一定值,所述激光器发射的单脉冲能量为50uj-800uj,更优选地,所述激光器的发射频率为100khz-200khz之间的一定值,所述激光器发射的单脉冲能量为8、300uj-800uj。
54.作为本发明的一个实施方案,所述光束传输光路2-2的传输距离为100-1000mm;优
选为100-800mm;更优选为500-800mm。
55.作为本发明的另一个实施方案,所述整形光路2-1为放大倍率为1-8倍的扩束光路;优选地,所述整形光路为放大倍率为2-6倍的扩束光路;更优选地,所述整形光路为放大倍率为5倍的扩束光路。
56.作为本发明的再一个实施方案,所述振镜的转速为100-10000转/秒;优选地,振镜的转速为400-5000转/秒;更优选地,振镜的转速为500-1000转/秒。
57.作为本发明的又一个实施方案,所述场镜为f-θ场镜或远心场镜4,焦距为30-300mm;优选地,所述场镜为f-θ场镜或远心场镜,焦距为100-300mm;更优选地,所述场镜为f-θ场镜或远心场镜,焦距为150-250mm。
58.本发明还提供实现上述红外超快激光精密标刻方法的标刻系统,其特征在于,所述系统包括工作台9、激光器光路系统10和控制器7;
59.其中,所述工作台9上设有陶瓷抓握旋转机构24,所述工作台9的一侧设有激光器光路系统10和控制器7,所述控制器7分别与所述激光器光路系统10、陶瓷抓握旋转机构24连接;
60.激光器1通过数据线与安装有激光标刻系统软件的计算机控制器7相连,计算机控制器7将控制的激光功率、扫描速度及重复频率信号输入到激光器1,并接收激光器1的脉冲同步信号,同时控制激光器光路系统10、及所述陶瓷抓握旋转机构24完成标刻。
61.所述激光器光路系统10包括装有激光器1的承载柜18和装载光路2、3、4的四轴机器人17,所述四轴机器人手臂16底端设有激光标刻头14。
62.所述激光标刻头旁边设置有位置传感器11。
63.所述激光标刻头旁边设置有ccd视觉系统15。
64.所述整形光路2-1与光束传输光路2-2之间设置光闸。
65.所述光束传输光路2-2与振镜3之间设置光隔离器13,隔离反射激光。
66.所述工作台上设有支撑台和工位12、6,用于支撑陶瓷工件5,陶瓷工件5两侧设有抓握旋转机构24,以及左伸缩臂19、右伸缩臂20用于在标刻过程中准确调节陶瓷工件的标刻位置。所述工作台1两侧设置有滑轨23;滑轨23内设有滑块21,驱动机构22驱动滑块21沿滑轨23移动实现陶瓷工件沿工作台x轴的移动。
67.本发明标刻系统结构示意图如图2所示。
68.实施例1:陶瓷表面“二维码”图案的精密标刻
69.将激光器通过数据线与安装有激光标刻系统软件的计算机相连,计算机将控制的激光功率,扫描速度,重复频率等信号输入到激光器,激光器为全固态皮秒激光器。控制器接收激光器的脉冲同步信号,同时控制激光器光路系统10、及所述陶瓷抓握旋转机构24完成标刻。
70.锁定激光器的发射频率为100khz,单脉冲能量为200uj;
71.单脉冲为单脉冲光子尖峰波,单脉冲宽度为10ps。
72.激光波长为1064
±
5nm。
73.激光器窗口光斑为1mm,发散角为1mrad。
74.整形光路为放大倍率为6倍的扩束光路,光束传输光路为传输距离1000mm的传输光路组成。
75.振镜转速为5000转/秒。
76.场镜是f-θ场镜,焦距为100mm。
77.形成所述标刻图案微型结构的最小分辨率特征尺寸为15um。
78.使用上述激光器进行标刻:
79.(1)将要标刻的图像导入到计算机中;
80.(2)通过安装于计算机的激光标刻系统软件读取待标刻图像,设置激光输出功率、激光器重复频率和振镜工作频率;
81.打开激光器,激光运动控制系统根据计算机输出的图像信号进行扫描,高能量的激光束透过陶瓷在工作面上进行激光标刻。
82.标刻效果如图3所示。
83.以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员依然可以对本发明的具体实施方式进行修改或者等同替换,而这些未脱离本发明精神和范围的任何修改或者等同替换,其均在申请待批的本发明的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。