1.本发明涉及一种空气压缩泵阀片装配装置,尤其涉及一种空气压缩双极泵进排气阀片装配装置,属于空气压缩泵阀片装配工装。
背景技术:
2.空气压缩双极泵的阀盖组件通常由螺钉通过进气阀压片压紧在阀盖本体正面的进气阀片、由螺钉通过排气阀压片按照依次层叠方式压紧在阀盖本体背面的第一~第四排气阀片构成。由于阀片数量多、尺寸小、厚度薄、重量轻,且阀盖本体正面和背面均没有设置定位元件,因此采用手工装配不仅劳动强度大、效率低,而且各阀片装配位置容易发生偏斜错位,难以保证每台压缩泵的阀片开度一致,噪音大、容易发出异响,返工率高。
技术实现要素:
3.针对现有技术存在的上述缺陷,本发明旨在提供一种装配精度好、装配效率高的空气压缩双极泵阀片装配装置。
4.为了实现上述目的,本发明采用以下技术方案:它包括固定在操作台面的进气阀片装配装置和排气阀片装配装置;所述进气阀片装配装置由固定在操作台面上的旋转气缸、由该旋转气缸驱动的底座、固定在该底座上的支架和进气阀片定位座、铰接在支架上的压紧气缸、通过支承块铰接在进气阀片定位座上并与压紧气缸活塞杆铰接的第一压块构成;在进气阀片定位座的表面靠近四个角的位置均固定有第一定位销,进气阀片定位座的表面开设有由内而外面积逐渐增大的两级定位凹槽,该两级定位凹槽中开设有第一通孔;所述排气阀片装配装置由固定在操作台面上的另外一个旋转气缸、由该旋转气缸驱动的另外一个底座、固定在该底座上的另外一个支架和排气阀片定位座、铰接在所述支架上的另外一个压紧气缸、通过另外一个支承块铰接在排气阀片定位座上并与所述压紧气缸活塞杆铰接的第二压块构成;在排气阀片定位座的表面靠近四个角的位置均固定有第二定位销,排气阀片定位座的表面开设有由内而外面积逐渐增大的五级定位凹槽,该五级定位凹槽中开设有第二通孔。
5.操作台面上开设有两个呈l状的避让口,两个底座位于对应的避让口中,各底座一端与对应的旋转气缸固定连接、另一端分别通过转轴支承在对应的避让口中。
6.与现有技术比较,本发明由于采用了上述技术方案,将进气阀片、排气阀片整合在一个工位,通过旋转气缸旋转,实现了工装正、反两面阀片同时装配,不仅提高了装配效率,而且由于两个定位座上均设置有与各阀片相适配的定位凹槽,因此可有效避免阀片偏移错位,保证装配质量。
附图说明
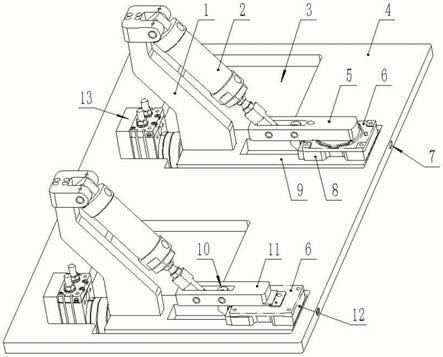
7.图1是本发明的立体结构示意图;
图2是本发明进气阀片定位座的立体结构示意图;图3是图2的主视图;图4是图3中的a—a剖视图;图5是本发明排气阀片定位座的立体结构示意图;图6是图5的主视图;图7是图6中的b—b剖视图;图8是阀板的结构示意图;图9是图8的俯视图;图10是图8的后视图。
8.图中:支架1、压紧气缸2、避让窗口3、操作台面4、第一压块5、阀板6、安装孔6-1、凸起6-2、第一螺孔6-3、第二螺孔6-4、搭子6-5、转轴7、排气阀片定位座8、第二定位销8-1、五级定位凹槽8-2、第二通孔8-3、底座9、支承块10、第二压块11、进气阀片定位座12、环槽12-1、两级定位凹槽12-2、第一定位销12-3、第一通孔12-4、旋转气缸13。
具体实施方式
9.为了便有充分了解本发明,在结合附图和具体的实施例对本发明作进一步说明之前,有必要先了解一下工件(阀板组件)的结构。
10.如图8~10所示:所述工件(阀板组件)由四个角部位置均设有安装孔6-1、且中部位置具有四个凸起6-2的的阀板6,通过螺钉固定在该阀板正面并将进气孔(图中未标示出)封闭的进气阀片(图中未示出)、通过螺钉固定在该阀板背面搭子6-5上并将排气孔(图中未标示出)封闭且按层叠方式布置的四块排气阀片(图中未示出)构成。
11.本发明结构如图1~7所示:进气阀片装配装置和排气阀片装配装置均固定在操作台面上。其中,所述进气阀片装配装置由固定在操作台面4上的旋转气缸13、与该旋转气缸转轴固连的底座9、固定在该底座上的支架1和进气阀片定位座12、铰接在支架1上的压紧气缸2、固定在进气阀片定位座12上的支承块10、铰接在该支承块10上并与压紧气缸2活塞杆铰接的第一压块5构成。在进气阀片定位座12的表面靠近四个角的位置均固定有与对应的安装孔6-1相适配的第一定位销12-3,进气阀片定位座12的表面开设有由内而外面积逐渐增大的两级定位凹槽12-2,该两级定位凹槽中开设有可供螺钉头部通过的第一通孔12-4。为了避让分布于阀板6正面的四个凸起6-2,在进气阀片定位座12的表面开设有圆形环槽12-1。
12.所述排气阀片装配装置由固定操作台面4上的另外一个旋转气缸13、与该旋转气缸转轴固连的另外一个底座9、固定在该底座上的另外一个支架1和排气阀片定位座8、铰接在所述支架1上的另外一个压紧气缸2、固定在排气阀片定位座8上的另外一个支承块10、铰接在该支承块上并与所述压紧气缸2活塞杆铰接的第二压块11构成。在排气阀片定位座8的表面靠近四个角的位置均固定有与对应的安装孔6-1相适配的第二定位销8-1,排气阀片定位座8的表面开设有由内而外面积逐渐增大(呈梯田状分布)的五级定位凹槽8-2,该五级定位凹槽中开设有可供螺钉头部通过的第二通孔8-3。
13.为了增加刚性,在操作台面4上开设有两个呈l状的避让窗口3,两个底座9位于对应的避让窗口3中,各底座9一端与对应的旋转气缸13轴固定连接、另一端分别通过转轴7支
承在对应的避让窗口3中。
14.使用时,将进气阀压片(图中未示出)、进气阀压片(图中未示出)依次放置在进气阀片定位座12的两级定位凹槽12-2中,然后将阀板6的正面定位于进气阀片定位座12的表面,压紧气缸2通过第二压块11将阀板6压紧;旋转气缸13通过底座9带动进气阀片定位座12翻转180
°
,用螺钉(图中未示出)穿过第一通孔12-4并拧入第一螺孔6-3中而将进气阀片组件压紧。旋转气缸13反转复位,压紧气缸2松开,将阀板6从进气阀片定位座12上取下,完成进气阀片组件安装。
15.将排气阀压片(图中未示出)、第一排气阀片~第四排气阀片(图中未示出)按照层叠的方式依次放置在排气阀片定位座8的五级定位凹槽8-2中,然后将固定有进气阀片组件的阀板6的背面定位于排气阀片定位座8上,压紧气缸2通过第一压块5将阀板6压紧;旋转气缸13通过底座9带动排气阀片定位座8翻转180
°
,用另外的螺钉(图中未示出)穿过第二通孔8-3并拧入第二螺孔6-4中而将层叠成宝塔状的排气阀片组件(图中未示出)压紧。旋转气缸13反转复位,压紧气缸2松开,将阀板6从排气阀片定位座8上取下,完成排气阀片组件安装。
技术特征:
1.一种空气压缩双极泵阀片装配装置,包括固定在操作台面的进气阀片装配装置和排气阀片装配装置;其特征在于:所述进气阀片装配装置由固定在操作台面(4)上的旋转气缸(13)、由该旋转气缸驱动的底座(9)、固定在该底座上的支架(1)和进气阀片定位座(12)、铰接在支架(1)上的压紧气缸(2)、通过支承块(10)铰接在进气阀片定位座(12)上并与压紧气缸(2)活塞杆铰接的第一压块(5)构成;在进气阀片定位座(12)的表面靠近四个角的位置均固定有第一定位销(12-3),进气阀片定位座(12)的表面开设有由内而外面积逐渐增大的两级定位凹槽(12-2),该两级定位凹槽中开设有第一通孔(12-4);所述排气阀片装配装置由固定在操作台面(4)上的另外一个旋转气缸(13)、由该旋转气缸驱动的另外一个底座(9)、固定在该底座上的另外一个支架(1)和排气阀片定位座(8)、铰接在所述支架(1)上的另外一个压紧气缸(2)、通过另外一个支承块(10)铰接在排气阀片定位座(8)上并与所述压紧气缸(2)活塞杆铰接的第二压块(11)构成;在排气阀片定位座(8)的表面靠近四个角的位置均固定有第二定位销(8-1),排气阀片定位座(8)的表面开设有由内而外面积逐渐增大的五级定位凹槽(8-2),该五级定位凹槽中开设有第二通孔(8-3)。2.根据权利要求1所述的空气压缩双极泵阀片装配装置,其特征在于:操作台面(4)上开设有两个呈l状的避让窗口(3),两个底座(9)位于对应的避让窗口(3)中,各底座(9)一端与对应的旋转气缸(13)固定连接、另一端分别通过转轴(7)支承在对应的避让口(3)中。
技术总结
本发明公开了一种空气压缩双极泵阀片装配装置,属于装配工装。它包括进气阀片装配装置和排气阀片装配装置;进气阀片装配装置由旋转气缸(13)、底座(9)、支架(1)、进气阀片定位座(12)、压紧气缸(2)、第一压块(5)构成;进气阀片定位座(12)上有第一定位销(12-3)和两级定位凹槽(12-2);排气阀片装配装置由、旋转气缸(13)、底座(9)、支架(1)、排气阀片定位座(8)、压紧气缸(2)、第二压块(11)构成;在排气阀片定位座(8)上有第二定位销(8-1)和五级定位凹槽(8-2)。本发明装配效率高、定位精度好;是一种用于装配空气压缩双极泵阀片的专用工装。装配空气压缩双极泵阀片的专用工装。装配空气压缩双极泵阀片的专用工装。
技术研发人员:李家俊 汤继勇 朱家再
受保护的技术使用者:贵州华烽汽车零部件有限公司
技术研发日:2022.01.29
技术公布日:2022/5/31
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。