1.本实用新型涉及蜡模打标技术领域,尤其涉及一种蜡模激光打标机。
背景技术:
2.在精密铸造领域,零件往往是通过蜡模压制、蜡模组合、壳型制备、浇铸和后处理的方式而来,其特点是工艺流程复杂,生产周期长;其中蜡模压制和组合,是必不可少的工序,压制后的蜡模零件,需要按照设计要求,与浇道等蜡模零件进行组合形成蜡模模组。由于生产流程复杂、周期长,为了提高零件的可追溯性,提高产品合格率,在蜡模零件进行组合前,往往需要在表面刻上唯一可追溯的标识,如生产日期、模组号、零件号和加工人员代码等。
3.为了在蜡模零件表面进行刻号,传统的方法有两种,一种是采用模具镶块手工刻号的方式进行,另外一种是手工刻号。但上述两种刻号方式存在以下问题:
4.1)易刻错号,模具镶块刻号的方式,需要人工手动变换模组号和生产日期等,由于人工误操作或忘记的原因,使得刻号容易错乱;手工刻号的方式是操作员手持刻号笔,模拟写字的方式在蜡模零件表面进行刻号,在刻号前操作员往往先需要进行取号登记,在多品种、多人员同时操作和疲劳的情况下,容易形成重号、错乱号;
5.2)标刻效果差,特别是手工刻号深浅不一,手写体不够标准化,易导致错误识别等问题;
6.3)标刻效率低,传统的两种标刻方法标刻需要手写或变换模组号等操作,难以实现自动化标刻,标刻效率较低。
技术实现要素:
7.为了解决以上现有技术的缺点和不足之处,本实用新型的目的是提供一种蜡模激光打标机。
8.本实用新型的技术方案是:一种蜡模激光打标机,包括:
9.激光标刻头;
10.控制器,所述控制器与激光标刻头电连接;
11.还包括:
12.夹具安装台,所述激光标刻头与所述夹具安装台上的待加工工件位置对应;
13.xy轴移动机构,所述夹具安装台连接在xy轴移动机构上,xy轴移动机构与控制器电连接;
14.其中,激光标刻头的中心波长位于780nm~1100nm之间,激光标刻头的脉冲时间为10-11
s~10-12
s,激光标刻头的脉冲频率为100khz~300khz,激光标刻头的平均功率为10w~30w,激光标刻头的标刻时间为10s~30s。
15.进一步地,所述夹具安装台为拿掉了顶板和其中一块侧板的矩形盒体,被拿掉的侧板所处的位置为进料口,与被拿掉侧板相对的侧板为第一侧板,与被拿掉的侧板垂直的
侧板为第二侧板,两块第二侧板间距与夹具宽度相匹配;
16.所述夹具安装台还包括夹具托板,夹具托板包括两块,夹具托板固定连接在两块第二夹板相对的面上,夹具托板上表面与夹具安装台底板平行。
17.进一步地,还包括:
18.进料机构,所述进料机构上设有传送带,位于传送带两侧的进料机构上设有第一导向板,第一导向板间距与夹具宽度相匹配,传送带与托板高度匹配,传送带送料方向与第一侧板平行,当xy轴移动机构处于xy移动轴中任意一个轴的端部,此时对于xy轴移动机构所处的其中的一个位置传送带端部与进料口对齐。
19.进一步地,还包括:
20.内传送机构,所述内传送机构设置在夹具安装台内,内传送机构上表面与夹具托板上表面重合,内传送机构传送方向与传送带送料方向平行。
21.进一步地,还包括:
22.第二导向板,所述第二导向板固定连接在两块第二侧板上表面,第二导向板间距与夹具宽度相匹配,第二导向板靠近进料口处相对的两侧面随着靠近进料口间距逐渐增大。
23.进一步地,所述第一导向板靠近夹具安装台一侧的端部处相对的两侧面随着靠近夹具安装台间距逐渐增大。
24.进一步地,还包括:
25.第一光电传感器,所述第一光电传感器设置在进料机构靠近夹具安装台的端部,第一光电传感器与控制器电连接,进料机构与控制器电连接;
26.第二光电传感器,所述第二光电传感器设置在第一侧板靠近进料口的表面,第二光电传感器与控制器电连接,内传送机构与控制器电连接。
27.进一步地,还包括:
28.升降机构,所述升降机构固定连接在底板上,升降机构与控制器电连接;
29.固定台,所述固定台上设有2个以上固定凸起,所述固定凸起与夹具下表面的凹槽相匹配。
30.本实用新型的有益效果是:与现有技术相比,
31.1)本实用新型通过使用中心波长位于780nm~1100nm之间,脉冲时间为10-11
s~10-12
s,脉冲频率为100khz~300khz,平均功率为10w~30w,标刻时间为10s~30s的激光标刻头对蜡模进行打标,被激光照射处的蜡模材料处会产生远高于库伦点场的电场强度,使被照射的蜡模材料瞬间发生电离成为等离子体,蜡模材料晶格还没来得及散射就被去除掉,从而实现了冷加工效果,这种技术对蜡模打标不会产生热量,不会出现热蚀问题,标刻深度一致,标刻效果好,由于是通过控制器输出打标指令,可实现标刻字体的标准化,通过控制器编程还能实现标刻号的自动化编排,刻错号概率更低,标刻效率更高;
32.2)本实用新型通过控制器控制xy轴移动机构移动实现对不同蜡模的更换,从而实现一次对多个蜡模进行打标,标刻效率更高。
附图说明
33.图1为使用本实用新型对蜡膜打标图片20倍放大后的效果;
34.图2为使用本实用新型对蜡膜打标图片100倍放大后的效果;
35.图3为使用355nm激光器对蜡膜打标图片20倍放大后的效果;
36.图4为本实用新型的立体视图;
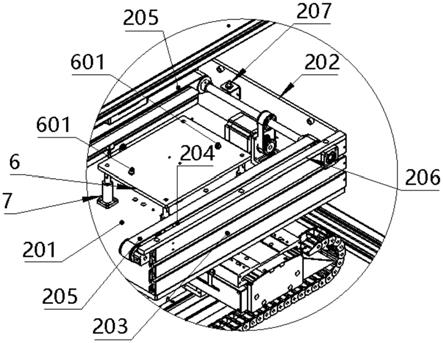
37.图5为图4中a处的局部视图;
38.图6为本实用新型另一视角的立体视图;
39.图7为图6中d处的局部视图;
40.图8为图6中c处的局部视图;
41.图9为本实用新型的前视图;
42.图10为图9中b-b剖面线处的剖视图;
43.图11为图9中g-g剖面线处的剖视图;
44.图12为图11中e处的局部视图;
45.图13为本实用新型的电路连接框图。
具体实施方式
46.下面结合附图及具体的实施例对实用新型进行进一步介绍:
47.实施实例1:参考图4至图13,一种蜡模激光打标机,包括:激光标刻头1;控制器5,控制器5可采用普通的工控电脑、plc或一般的pc机,控制器5与激光标刻头1通过电缆连接或无线连接;还包括:夹具安装台2,激光标刻头1与夹具安装台2上的待加工工件位置对应;xy轴移动机构3,夹具安装台2连接在xy轴移动机构3上,xy轴移动机构3与控制器5电连接;其中,激光标刻头1的中心波长位于780nm~1100nm之间,激光标刻头1的脉冲时间为10-11
s~10-12
s,激光标刻头1的脉冲频率为100khz~300khz,激光标刻头1的平均功率为10w~30w,激光标刻头1的标刻时间为10s~30s。这里的xy轴移动机构3包括x轴直线电机和y轴直线电机,y轴直线电机固定连接字x轴直线电机的滑块上,y轴直线电机的运动方向与x轴直线电机的运动方向垂直,夹具安装台2固定连接在y轴直线电机的滑块上,控制器5通过分别控制x轴直线电机和y轴直线电机滑块的位置实现夹具安装台2位置的改变,当夹具安装台2上有多个蜡模时,通过z轴直线电机和y轴直线电机在二维平面运动使的激光打标头的焦点对准不同的蜡模,实现对不同蜡模的切换。
48.为了验证本实用新型的有效性,本实用新型做了表1所示的如下对比实验:
[0049][0050]
表1
[0051]
实验结果显示,本实用新型的激光器相对于355nm激光器具有更好的标刻效果。
[0052]
夹具安装台2为拿掉了顶板和其中一块侧板的矩形盒体,被拿掉的侧板所处的位置为进料口208,与被拿掉侧板相对的侧板为第一侧板202,与被拿掉的侧板垂直的侧板为第二侧板203,两块第二侧板203间距与夹具宽度相匹配;夹具安装台2还包括夹具托板204,夹具托板204包括两块,夹具托板204固定连接在两块第二夹板相对的面上,夹具托板204上表面与夹具安装台2底板201平行。通过夹具托板204,夹具底面可放置在夹具托板204上,夹
具安装台2移动夹具也会随着移动,以实现激光打标头对不同蜡模的对准。
[0053]
进料机构4包括支撑脚和传送带401,传送带401设置在支撑脚上组成桌体状,传送带401通过步进电机带动主动轴实现,步进电机与控制器5通过电缆线连接,位于传送带401两侧的进料机构4上设有第一导向板402,第一导向板402间距与夹具宽度相匹配,传送带401与夹具托板204高度相同,或者传送带401高度略高于夹具托板204,使得传送带401上的夹具传送到夹具托板204上时不会被夹具托板204端部阻挡,或者直接跌落到夹具托板204上撞坏夹具托板204。传送带401送料方向与第一侧板202平行,当xy轴移动机构3处于xy移动轴中任意一个轴的端部,此时对于xy轴移动机构3所处的其中的一个位置传送带401端部与进料口208对齐,例如送料机构可设置在xy轴移动机构3的x轴或y轴的端部,并且此处可使传送带401与进料口208可相互接触并且对齐,从而使得传送带401上的夹具可直接传送到夹具安装台2上。
[0054]
内传送机构205设置在夹具安装台2内,内传送机构205上表面与夹具托板204上表面重合,内传送机构205传送方向与传送带401送料方向平行,内传送机构205包括一个步进电机、一根主动轴、两个主动轮、两个从动轮和两根皮带,步进电机通过皮带与主动轴连接,主动轴通过轴承转动连接在夹具安装台2内,主动轴与第一侧板202平行,步进电机转动带动主动轴转动,两个主动轮固定连接在主动轴两端,在进料口208一侧的夹具安装台2的两块第二侧板203上通过轴承转动连接有两根从动轮,两个从动轮与两个主动轮的直径相同,两个从动轮与底板201的间距与两个主动轮与底板201的间距相同,同一侧的主动轮与从动轮之间通过皮带连接,皮带上表面与夹具托板204上表面重合,从而使得皮带运动也能带动夹具运动,皮带带动夹具向第一侧板202运动,当夹具碰到第一侧板202时夹具安装台2上的夹具在二维平面的其中一个维度的位置被固定。
[0055]
第二导向板206固定连接在两块第二侧板203上表面,第二导向板206间距与夹具宽度相匹配,第二导向板206使得在夹具安装台2上的夹具在二维平面上的另一个维度位置被固定。第二导向板206靠近进料口208处相对的两侧面随着靠近进料口208间距逐渐增大,这使得夹具在通过进料口208进入夹具安装台2时有足够的空间进入,而不会因为位置摆放不够精确导致夹具被第二导向板206阻挡进不了夹具安装台2中,这使夹具进入夹具安装台2更加顺畅。
[0056]
第一导向板402靠近夹具安装台2一侧的端部处相对的两侧面随着靠近夹具安装台2间距逐渐增大,当内传送机构205的速度与传送带401速度不匹配时,如果夹具正好从传送带401传送到内传送机构205,可能会出现夹具被卡在第二导向板206末端的问题,这里可使得第二导向板206末端之间的间距更大,就算出现内传送机构205的速度与传送带401速度不匹配,夹具可回旋的余地更大,被卡住的概率更小。
[0057]
第一光电传感器403设置在进料机构4靠近夹具安装台2的端部,第一光电传感器403与控制器5电缆线连接,进料机构4与控制器5电缆线连接;第二光电传感器207设置在第一侧板202靠近进料口208的表面,第二光电传感器207与控制器5电缆线连接,内传送机构205与控制器5电缆线连接,这使得第一光电传感器403可检测到是否有夹具运动到了传送带401靠近进料口208的端部,使得第二光电传感器207可检测夹具是否运动到了预定位置。
[0058]
升降机构7固定连接在底板201上,升降机构7与控制器5导向连接,升降机构7包括电动气缸和直线轴承,电动气缸设置在固定台6中间并于固定台6连接,直线轴承设置在四
周并于固定台6连接,直线轴承起到固定位置和使固定台6更平稳的作用;固定台6上设有2个以上固定凸起601,固定凸起601与夹具下表面的凹槽相匹配,这使得夹具碰到第一侧板202时,固定凸起601正好于夹具下表面的凹槽对应,随着固定台6的升降固定突起插入夹具下部的凹槽中,起到限定夹具位置的作用。
[0059]
在激光标刻头1前部还设有安全光幕,安全光幕与控制器5导线连接,一旦有物体穿过光幕,控制器5就会控制激光打标头立即停止工作。
[0060]
一种蜡模激光打标机的打标方法,所述方法包括以下步骤:
[0061]
s01、将蜡模放置在夹具中,打开传送带401;
[0062]
s02、传送带401与内传送机构205通过如下规则启停:
[0063]
如果第一光电传感器403和第二光电传感器207同时检测到有遮挡信号,则控制器5控制传送带401和内传送机构205停止;
[0064]
如果第一光电传感器403检测到有遮挡信号,第二光电传感器207检测到无遮挡信号,则控制器5控制传送带401和内传送机构205开启;
[0065]
如果第一光电传感器403检测到无遮挡信号,第二光电传感器207检测到有遮挡信号,则控制器5控制传送带401开启,控制内传送机构205停止;
[0066]
如果第一光电传感器403检测到无遮挡信号,第二光电传感器207检测到无遮挡信号,则控制器5控制传送带401开启,控制内传送机构205停止;
[0067]
s03、第二光电传感器207检测到遮挡信号后,控制器5控制升降机构7到设定位置,xy轴移动机构3按照设定的标刻程序移动夹具位置,激光标刻头1按照设定的标刻程序标刻。
[0068]
这里通过第一光电传感器403和第二光电传感器207信号的判断,实现对送料时机的识别
[0069]
以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。