一种cpp变距桨毂本体加工工装
技术领域
1.本实用新型涉及一种直径为1160桨毂本体与艉轴配合销孔能够精准定位的cpp变距桨毂本体加工工装,属专用机加工工装及应用领域。
背景技术:
2.man diesel公司生产的cpp变距桨推进器系统已获得多项专利,现在man diesel公司具有成熟的制造阿尔法螺旋桨经验,实用可靠的设计原则已经很好的证明其适应各类船舶,种类包括渡轮、油轮、货柜船、邮轮、近海船、挖泥船和海军舰艇所需的变距调桨操作,它不仅能提供最高速度档自由航行,还要最大限度地发挥拖拽时的动力,机动性好通过alphatronic快速响应控制系统及高功率倒车。现在,阿尔法可调螺距螺旋桨组合处理发动机输出高达30000kw,还配备了轴带发电机。阿尔法螺旋桨主要型号有:vbs860/ 8l27/38主机、vbs1800/ 7s60mc-c主机、vbs1380/ 6l48/60b主机、vbs1680/8s50mc-c等,对于不同的功率、转速和冰级要求,可选用不同尺寸的桨毂,该系列调距桨都具备经济性和操作便捷性的优异表现。
3.卡梅瓦公司在瑞典开始生产了第一套变距桨装置,他的技术全世界首屈一指,目前全球多家公司都引进卡梅瓦的专利进行生产,如日本的三菱公司、美国的伯德-约翰逊公司和我国武汉船用机械有限公司等。现在的卡梅瓦公司已被英国罗尔斯-罗伊斯(roll-royce)公司收购。
技术实现要素:
4.设计目的:避免背景技术中的不足之处,设计一种桨毂本体与艉轴配合销孔能够精准定位的cpp变距桨毂本体加工工装。
5.设计方案:为了实现上述设计目的。cpp变距桨毂组件基于各桨毂零部件都有严格配合要求,在单个零件加工时工艺要求销孔需留有合铰余量,单件加工结束后,配铰顺序为:推杆—驱动架—伺服活塞—横梁—桨毂本体。任何一个零件的加工精度如果没有达到设计要求,都会使装配过程造成困难,甚至产生报废品而影响工程工期。所以cpp变距桨毂内部的每个零部件必须满足设计精度要求,其制造精度的高低将直接影响螺旋桨的水动力特性、推进效率和船体的振动。
6.1、桨毂是调距桨的核心部件,它既是推进功率的承载部件,也是调距的最终执行机构,桨毂本体作为承载着内部变距执行元件的主体,与艉轴采用定位销和螺栓连接,加工时需保证定位销孔与艉轴孔位的一致性,两个部件由不同的数控设备适应各自的形状特性来加工,这往往会导致两部件的销孔有一定偏差而影响安装精度。桨叶安装密封区域轴向和径向的粗糙度需要达到ra0.16μm保证桨叶转动时的水密封性,仅依靠机械加工已无法达到如此高的光洁度要求,同时还要满足设计要求的平面垂直度、同心度、圆跳动来保证桨毂变距工作时的平稳性。
7.制作模板工装是为了保证桨毂本体与艉轴配合销孔的精准定位,确保零件装配后
桨毂回转中心跳动精度达到设计要求,降低桨毂工作时的旋转惯量和振幅。
8.2、驱动架在变距的时功能与导架滑块式桨毂的导架相似,起支撑桨叶曲柄和动力传递作用,区别在于导架滑块是导槽滑动副传动,而驱动架则是球面旋转副传动,它连接摇杆的部位由5组均布的深槽和轴承孔组成。槽的位置度高,尺寸公差小,槽底部较深,零件为了保证部件足够的工作强度,槽底设计成r25圆弧面,因此刀具尺寸被限制为小于
∅
50的铣刀来加工深槽,无法使用大直径铣刀来高效率加工,该零件外形结构复杂、切削加工余量多、槽壁狭窄且精度要求高,采用细长柄径刀具加工会产生振纹和让刀现象,不利于对槽壁的加工精度控制。此外由于需要去除大部分加工余量,会因产生加工应力而导致车床已完成内孔的变形,难以保证最终的尺寸精度。
9.3、技术分析中提到了桨毂内部各执行元件有精密的配合要求,如推杆与驱动架除了通过m20螺栓固定,还需要配铰
∅
30h8销孔来保证安装精度,两个零件装配以后需要加工配铰的
∅
30h8销孔孔壁因两个部件重叠而变的很深,加工有效深度达到了310mm,对需要切削刀具的长径比要达到10:1。对于如此深度的配铰孔加工必然存在着刀具刚性差、切削不均匀、排削困难、不易于观察等诸多难度,最终的孔径质量不可控。
10.4、桨叶曲柄是形状最复杂、加工精度要求较高的部件,内孔
∅
225h8为a基准,后续铣床加工的孔位都需要以它为基准来保证位置度和角度,外形轮廓设计成曲面来适应桨毂内部有限的活动空间,需要借助数控编程软件(cam)来分析、计算及生成程序完成加工。镗铣设备加工需解决安装摇杆的轴承孔与桨叶孔轴线有15
°
的偏转角度,这个偏转角度的加工精度会影响叶片实际变距的精度。这道工序的加工适合于五轴机床自动转动铣头加工完成。但由于多轴机床有着生产成本昂贵、动力铣头刚性差、加工效率不高等诸多弊端。本实用新型cpp变距桨毂配套的船为双机双桨设计,分为左旋和右旋。单桨毂为五叶桨即每条船有十个桨叶曲柄,因此需要制定便捷的加工工艺路线和稳定可靠的刀具工装来满足小批量化生产的需求。
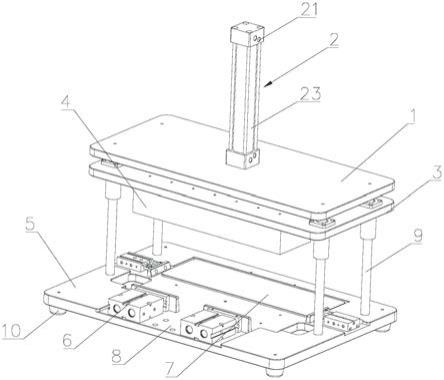
11.桨毂组件内部有着结构复杂、曲面多、配合精度高等特点。主要组成部件有桨毂本体、叶片、推杆、驱动架、伺服油缸、伺服活塞、摇杆、桨叶曲柄和连接螺栓等,如图1所示。基于各桨毂零部件都有严格配合要求,在单个零件加工时工艺要求销孔需留有合铰余量,单件加工结束后,配铰顺序为:推杆—驱动架—伺服活塞—横梁—桨毂本体。任何一个零件的加工精度如果没有达到设计要求,都会使装配过程造成困难,甚至产生报废品而影响工程工期。所以cpp变距桨毂内部的每个零部件必须满足设计精度要求,其制造精度的高低将直接影响螺旋桨的水动力特性、推进效率和船体的振动。
12.技术方案:一种cpp变距桨毂本体加工工装,桨毂本体呈圆柱体,工装一侧制有凸止口与桨毂本体右端面配合加工,凸止口高出圆柱体面15mm
±
1,凸止口中心开有圆孔,凸止口外圆根部开有一圈圆弧凹槽用于装配时防止干涉,工装另一侧制有凹止口与艉轴法兰端面配合加工,凹止口低于圆柱体面20mm
±
1,圆柱体面等分开有六处桨毂定位孔。
13.本实用新型与背景技术相比,采用本实用新型的加工工装用于桨毂本体加工,实现了材质为cu3,工件最大外圆直径φ1200mm,与推杆配合内孔精度为φ215h7,与桨轴安装面端面跳动0.03mm,配合止口尺寸精度φ625h7,该止口相对于内孔a基准跳动为0.04mm,安装桨叶的5处沉孔加工精度为φ185h8、φ430h8,小端面粗糙度要求ra0.8,大端面止口密封区域粗糙度为ra0.16,已达到镜面要求,见图2。
附图说明
14.图1是cpp变距桨毂本体加工工装主视示意图。
15.图2是图1中b-b面剖视示意图。
16.图3是图2中f部放大结构示意图。
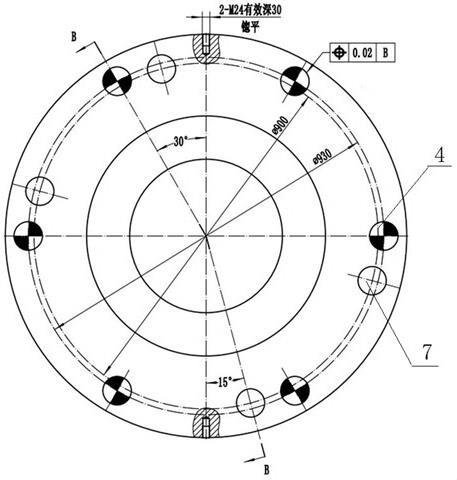
17.图4是桨毂本体示意图。
具体实施方式
18.实施例1:参照说明书附图1—3,一种cpp变距桨毂本体加工工装,桨毂本体呈圆柱体1,工装一侧制有凸止口与桨毂本体右端面配合加工,凸止口2高出圆柱体1面15mm
±
1,凸止口2中心开有圆孔5,凸止口2外圆根部开有一圈圆弧凹槽6用于装配时防止干涉,工装另一侧制有凹止口3与艉轴法兰端面配合加工,凹止口3低于圆柱体1面20mm
±
1,圆柱体1面等分开有六处桨毂定位孔4。凹止口3直径大于凸止口2的直径。圆柱体1面开有四个定位孔7。
19.1)桨毂本体加工工装的设计,保证了桨毂与艉轴法兰孔的安装精度。
20.工装治具的用法:
21.它是一块模板(图1,一面是凸止口,与桨毂本体的端面配合加工主要目的是为了确保桨毂本体与艉轴配合的6个直径75销孔精度达到装配精度要求,具体操作方法,1.先将桨毂本体上的销孔预加工成73,2. 工装φ625凸止口安装在桨毂凹止口内,平面贴实。3. 将桨毂本体和工装模板用压板固定在加工设备上,制作2个6160铝材质台阶工艺销进行粗定位。4. 用钟式百分表对工装模板的φ76基准孔进行圈圆找中,找正误差控制在0.005以内,设置为零点坐标建立坐标系。5.精镗桨毂本体上6个75销孔。即保证了孔的位置度与模板一致。
22.用模板工装(图1另一面的凹止口与艉轴法兰端面配合加工)。具体操作方法与上面相同。这样子使用了模板工装后,就可以保证了桨毂本体与艉轴法兰销孔的配合精度。确保cpp桨毂组件装配后回转中心跳动精度达到设计要求,降低桨毂工作时的旋转惯量和振幅噪音。
23.桨毂与艉轴采用6个
∅
75h7销孔定位连接,桨毂本体和艉轴法兰的孔位置度需保持良好的一致性,为保证定位精度设计出一款实用简便的定位治具工装。设计原理是将图纸的名义尺寸制作精度较高的孔位模板,并利用凹凸止口定位,工装贴合面平面度<0.015mm,端面跳动<0.03mm,6
‑∅
75孔径设计成
∅
76(0~ 0.02)mm以方便圈表校正和防止切削运动时干涉刀具刀尖。制作3付台阶销,两件用于定位模板限制其自由度,另一件作为检验塞规,检查零件孔位与模板孔位的位置度是否合格。
24.其使用方法,
①
桨毂本体的配合φ75销孔预加工成φ73;
②
工装φ625凸止口安装在桨毂凹止口,配合间隙为0.01~0.05保证同轴度,工装贴合面平面用0.02塞尺检查是否贴实;
③
将桨毂本体和工装模板一起装夹在加工设备上,制作2个6160铝材质台阶工艺销进行粗定位,确保待加工孔位与工作模板孔位圆心重合;
④
用钟式百分表对模板的φ76基准孔进行圈圆找中,找正误差控制在0.005以内。
25.⑤
以模板销孔实际坐标精镗桨毂本体,尺寸控制在φ75h7,粗糙度控制在ra1.25以内;桨毂与艉轴采用6个
∅
75h7销孔定位连接,桨毂本体和艉轴法兰装配的孔位置度需保持良好的一致性。
26.需要理解到的是:上述实施例虽然对本实用新型的设计思路作了比较详细的文字描述,但是这些文字描述,只是对本实用新型设计思路的简单文字描述,而不是对本实用新型设计思路的限制,任何不超出本实用新型设计思路的组合、增加或修改,均落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。