1.本发明属于铝合金空心板件加工技术领域,特别涉及一种基于脉冲电磁力的铝合金空心板件加工方法。
背景技术:
2.目前,空心板件大量应用于汽车,航空航天等领域,以满足这些行业对轻量化的需求。其中采用铝、镁等轻质合金所制造的空心板件更是发展的前沿和热点,常用的空心板件加工技术,如轧制,冲压后锻造,spf/db(超塑成形/扩散连接)技术等还存在大量不足,在实际生产加工中非常低效。总结起来,目前使用的技术在空心板件的成形方面存在下列不足:
3.1、传统的轧制,冲压,锻造等方法采用两块板件分别成形再进行焊接的方式组成空心件,工序繁琐,且其加工过程中材料应变速率较低,特别对于铝、镁等轻质合金,其在低应变速率下成形极限较低,这些加工方式极易导致零件未达到目标形状时,就发生破裂;同时,零件从冷冲压模具卸载后的回弹会比较大,构件抗凹性低,且容易产生扭曲、变形、起皱等现象,精度难以控制,也影响后续的焊接工艺。
4.2、spf/db工艺采用两块板件叠加放置于特殊设计的模具,以气压在需要产生空心结构的部位吹气实现材料的超塑性胀形,在需要焊接的部位同样用气压提供压力进行扩散连接。该工艺解决了轧制、冲压等工艺成形易破裂的问题。但无论是超塑性成形还是扩散连接都存在苛刻的工艺要求和显著的瓶颈。首先是两者均要求高温环境,需要大量的热源;其次,两者均在极低的应变速率下完成,导致成形周期长达数小时甚至数十小时;最后,由于采用了气压,需要模具进行特别设计,以满足气密性的要求,导致模具设计极其复杂且制造昂贵。现有的成形技术如spf/db不能满足目前的工业制造需求,虽然成形率高,但由于其制作工艺复杂,如其往往需要气体冲压,需要高温高压环境等,对环境,设备,加工者等要求较高,导致成本很高,成形普遍耗时过多。目前的spf/db专利例如:专利cn109226952a——空心结构成形方法,在两个板件之间涂覆止焊剂并叠层,再升温至扩散连接温度随后加压完成连接,再对板件进行封焊。但目前此技术遭遇较大的瓶颈,无论是超塑性成形还是扩散连接都存在苛刻的工艺要求和显著的瓶颈。且spf/db技术步骤复杂,成形周期长,成形周期长达数小时甚至数十小时;spf/db技术也需要气密性较高的模具,导致模具设计极其复杂且制造昂贵。
技术实现要素:
5.鉴于背景技术所存在的技术问题,本发明所提供的基于脉冲电磁力的铝合金空心板件加工方法,本发明利用电磁成形提高材料的应变速率,不仅可以提高材料的成形极限,还可使整个成形效率变得高效,且成形过程即可完成空心件成形和焊接工艺,节省工序。
6.为了解决上述技术问题,本发明采取了如下技术方案来实现:
7.一种基于脉冲电磁力的铝合金空心板件加工方法,包括以下步骤:
8.步骤1:选择两块符合所需生产规格的铝合金板件进行退火预处理操作,所述的两
块铝合金板件包括上板件和下板件;
9.步骤2:搭建加工平台:所述的加工平台包括第一线圈组,第一线圈组下方设有第二线圈组,第二线圈组下方设有第三线圈组,第一线圈组和第二线圈组之间用于设置模具和上板件和下板件;
10.步骤3:选择三组电容器,并组装连接三组脉冲电源发生装置;
11.步骤4:向第三线圈组通入长脉宽脉冲电流,在长脉宽脉冲电流的作用下,使铝合金空心板件成形区域产成背景磁场;
12.当在长脉宽电流达到峰值时,向第二线圈组和第三线圈组通入短脉宽电流进行并联运行,第二线圈组产生的感应涡流与第三线圈组产生的背景磁场共同作用下使下板件受吸引力成形产生空心腔体;
13.步骤5:在第三线圈组和第二线圈组产的的背景磁场与第一线圈组产生的感应涡流共同作用下,给上板件提供排斥力;
14.步骤6:上板件边缘受排斥力产生变形,并与下板件边缘碰撞形成封闭区域从而形成封闭的空心铝合金板件。
15.优选地,步骤4中,长脉宽电流由长脉宽电源电路提供,短脉宽电流由短脉宽电源电路提供;通过调节长脉宽电流和短脉宽电流的幅值和频率,从而调节感应涡流与磁场,进一步地调节电磁力的大小与方向。
16.优选地,长脉宽电流和短脉宽电流根据多物理场分析计算公式进行控制:
[0017][0018]
式中,下脚标f表示长脉宽电源,括号内的s则表示短脉宽电源,两电源形成脉冲电流的方程一致;if是成形线圈中的长脉宽电流,u
f0
是长脉宽电容器初始电压,uc是线圈电压,ie是管件中的感应涡流,l
cf
是成形线圈的等效电感,mf是线圈与板件间的互感。
[0019][0020]
[0021][0022]
式中,为轴向洛伦兹力,为径向洛伦兹力;为下板件所受的排斥力,下板件所受的吸引力,为上板件受到的排斥力;为板件上的感应涡流密度,规定顺时针方向为正方向;为轴向磁场分量,为径向磁场分量,规定指向中心为正方向;为长脉宽电流,为短脉宽电流在下板件上形成的感应涡流,为短脉宽电流在上板件上产生的感应涡流;为长脉宽电流在成形区域产生的轴向磁场,和为短脉宽电流在成形区域产生的轴向磁场;t代表时间,t1为长脉宽电流到达峰值的时刻。
[0023][0024]
式中,δ为集肤深度,ω为角频率,μ为磁导率,γ为电导系数。
[0025]
本专利可达到以下有益效果:
[0026]
本发明无需考虑模具气密性,可通过利用电磁成形提高应变速率,将成形周期由现有空心板件成形技术的数小时减小至数秒钟,且在成形过程中即可完成焊接,节省工序。并根据涡流的集肤效应,可使吸引电磁力只作用于下板件,而上层板件不受影响;并且通过上板件上方的线圈产生的排斥电磁力,使上板件向下板件边缘部位发生高速碰撞,形成封闭区域。且电磁成形工艺对模具气密性无要求,模具设计简单。
附图说明
[0027]
下面结合附图和实施例对本发明作进一步说明:
[0028]
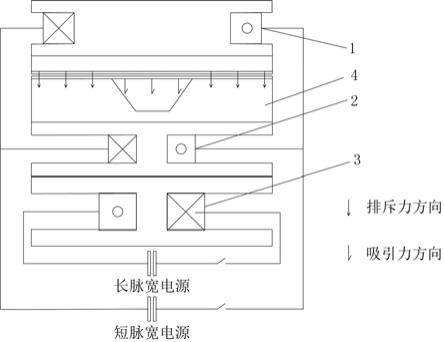
图1为本发明加工平台结构图;
[0029]
图2为本发明长脉宽电源电路图;
[0030]
图3为本发明短脉宽电源电路图;
[0031]
图4为本发明三组线圈上加载的脉冲电流波形;
[0032]
图5为本发明上板件上产生的感应涡流波形图;
[0033]
图6为本发明下板件上产生的感应涡流波形图。
[0034]
图中:第一线圈组1、第二线圈组2、第三线圈组3、模具4;
[0035]
“↓”
表示排斥力反向;表示吸引力方向。
具体实施方式
[0036]
优选的方案如图1至图6所示,一种基于脉冲电磁力的铝合金空心板件加工方法,包括以下步骤:
[0037]
步骤1:选择两块符合所需生产规格的铝合金板件进行退火预处理操作,所述的两
块铝合金板件包括上板件和下板件;
[0038]
步骤2:搭建加工平台:所述的加工平台包括第一线圈组1,第一线圈组1下方设有第二线圈组2,第二线圈组2下方设有第三线圈组3,第一线圈组1和第二线圈组2之间用于设置模具和上板件和下板件;
[0039]
根据线圈的几何形状制作如图1所示的线圈骨架,接着利用绕线机缠绕成形线圈,并在层间覆盖层间绝缘材料,线圈绕制完成后焊接铜排电极,最后利用高强度纤维进行外围加固;利用液压设备将成形线圈、板件按图1的排列顺序固定,压强一般设置为1~1.5mpa;
[0040]
步骤3:选择三组电容器,并组装连接三组脉冲电源发生装置;
[0041]
本发明中长脉宽电流发生装置选择总容量较大的电容器组,短脉宽电流发生装置选择总容量较小的电容器组;根据铝合金板件的材料、厚度及成形所需放电能量大小选择相应容量大小的电容器,每组电容器可包括多个数量的电容器。
[0042]
步骤4:向第三线圈组3通入长脉宽脉冲电流,在长脉宽脉冲电流的作用下,使铝合金空心板件成形区域产成背景磁场;
[0043]
当在长脉宽电流达到峰值时,向第二线圈组2和第三线圈组3通入短脉宽电流进行并联运行,在短脉宽电流作用下使下板件受吸引力成形;
[0044]
长脉宽电流由长脉宽电源电路提供,短脉宽电流由短脉宽电源电路提供;通过调节长脉宽电流和短脉宽电流的幅值和频率,从而调节感应涡流与磁场,进一步地调节电磁力的大小与方向。本发明根据集肤效应,可根据板件厚度调整电流频率,使感应涡流仅存在于下板件上,而上板件不会产生感应涡流,不受吸引力的影响。
[0045]
根据楞次定律在背景磁场的径向分量以及下板件上的感应涡流相互影响下,下板件将受到轴向的吸引力发生胀形,产生空心区域;并且由于涡流的集肤效应,上板件不会受到吸引力;同理上板件上产生的感应涡流与径向磁场分量相互作用下产生排斥力,驱动上板件边缘位置向下板件高速碰撞,形成封闭区域。
[0046]
长脉宽电流和短脉宽电流根据多物理场分析计算公式进行控制:
[0047][0048]
式中,下脚标f表示长脉宽电源,括号内的s则表示短脉宽电源,两电源形成脉冲电流的方程一致;if是成形线圈中的长脉宽电流,u
f0
是长脉宽电容器初始电压,uc是线圈电压,ie是管件中的感应涡流,l
cf
是成形线圈的等效电感,mf是线圈与板件间的互感。
[0049][0050][0051][0052]
式中,为轴向洛伦兹力,为径向洛伦兹力;为下板件所受的排斥力,下板件所受的吸引力,为上板件受到的排斥力;为板件上的感应涡流密度,规定顺时针方向为正方向;为轴向磁场分量,为径向磁场分量,规定指向中心为正方向;为长脉宽电流,为短脉宽电流在下板件上形成的感应涡流,为短脉宽电流在上板件上产生的感应涡流;为长脉宽电流在成形区域产生的轴向磁场,和为短脉宽电流在成形区域产生的轴向磁场;t代表时间,t1为长脉宽电流到达峰值的时刻。
[0053][0054]
式中,δ为集肤深度,ω为角频率,μ为磁导率,y为电导系数。
[0055]
步骤5:在第一线圈组1、第二线圈组2和第三线圈组3共同作用下,给上板件提供排斥力,给下板件提供吸引力;
[0056]
步骤6:上板件边缘受排斥力产生变形,并与下板件边缘高速碰撞形成封闭区域,从而形成封闭的空心铝合金板件。
[0057]
上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。