1.本发明属于模具技术领域,特别适用于运输框的制造,具体地是涉及一种运输框注塑模具。
背景技术:
2.在工业生产制造过程中,运输框是常用的储存运输工具,用于储存运输产品,运输框是由注塑模具生产制造出来的;现有技术中,制造运输框常用的注塑模具结构包括动模板、顶针板、底板,其中在动模板下方有模脚,顶针板包括上顶针板、下顶针板,顶针板上有顶杆,顶杆用于顶出产品;此种带有顶针板式的顶出结构的注塑模具,存在如下缺点:(1)增大了模具本身体积,占用空间变大,而且模具制造成本也随之增加;(2)另外,顶出结构的运动,增加了每次生产运输框的周期,由于运输框加工时间增长,导致生产效率下降。
技术实现要素:
3.本发明就是针对上述问题,弥补现有技术的不足,提供一种运输框注塑模具。
4.为实现上述目的,本发明采用如下技术方案。
5.本发明为一种运输框注塑模具,包括动模部分、静模部分,所述动模部分与静模部分配合连接后在其内部形成模具型腔,所述静模部分设置有注塑口;
6.所述动模部分包括底板、动模板、动模镶件,动模镶件安装于动模板内,安装有动模镶件的动模板固定连接于底板上;所述静模部分包括面板、静模板、升降组件,升降组件安装于静模板上,安装有升降组件的静模板固定连接于面板上;
7.所述升降组件包括油缸、升降滑块,升降滑块包括第一升降滑块、第二升降滑块、第三升降滑块、第四升降滑块,第一升降滑块、第二升降滑块、第三升降滑块、第四升降滑块首尾顺次相连形成围挡;四个升降滑块形成的围挡坐落于静模板内,油缸对应设置于第三升降滑块、第四升降滑块外侧,油缸与静模板、对应的升降滑块连接;
8.所述动模部分的动模板扣接于静模板内的四个升降滑块形成的围挡上方,动模部分的动模镶件嵌入连接于静模板内的四个升降滑块形成的围挡内,动模板与静模板之间设置有导向连接件,导向连接件一端与动模部分的动模板相连、导向连接件另一端与静模部分的静模板相连。
9.作为本发明的一种优选方案,所述第三升降滑块与静模板接触位置处及第四升降滑块与动模板接触位置处设置有耐磨片,所述第一升降滑块与动模板接触位置处及第二升降滑块与静模板接触位置处设置有耐磨片。
10.进一步地,所述静模板上设置有油缸连接板,油缸的活塞杆端部连接于油缸连接板上。
11.更进一步地,所述油缸的活塞杆侧套设有固定套板,固定套板固定连接于油缸上;第三升降滑块、第四升降滑块上设置有固定插槽,固定套板插接于固定插槽内,固定套板与第三升降滑块、第四升降滑块之间通过内六角螺钉固定。
12.更进一步地,所述第一升降滑块、第二升降滑块、第三升降滑块、第四升降滑块首尾顺次连接处设置有连接槽,连接槽中设置有驱动块,驱动块与第三升降滑块、第四升降滑块连接端通过内六角螺钉固定。
13.更进一步地,所述动模部分的动模板两侧设置有与油缸配合的缸体容置槽。
14.作为本发明的另一种优选方案,所述动模镶件包括第一镶件、第二镶件,第一镶件与第二镶件之间通过销钉、内六角螺钉固定连接,第一镶件与动模板之间通过内六角螺钉固定连接,第一镶件侧方设置有锁紧块,锁紧块通过内六角螺钉固定连接于动模板上。
15.作为本发明的另一种优选方案,所述导向连接件包括斜导柱、直导柱,斜导柱分布设置于静模板内侧,斜导柱一端插接固定于静模板上,斜导柱另一端与动模板上的槽孔连接;动模板四角处设置直导柱,静模板四角处设置有与直导柱配合连接的导套。
16.作为本发明的另一种优选方案,所述注塑口包括定位环、浇口套,面板上设置有用于安装定位环的放置槽,浇口套贯穿设置于静模板中,浇口套一端与模具型腔连通,浇口套另一端与用于安装定位环的放置槽连通。
17.本发明有益效果:
18.本发明所提供的运输框注塑模具,具有如下优点:在模具构造上,省去了以往的顶出结构,使模具结构得到简化,从而制造模具的成本得到降低,而且生产出的运输框产品表面没有顶出痕迹,运输框产品表面更美观;通过使用本模具,运输框产品的生产周期短,生产效率高。
附图说明
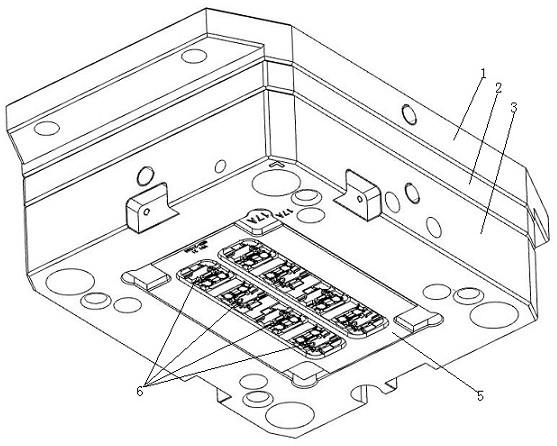
19.图1是本发明一种运输框注塑模具的立体结构示意图。
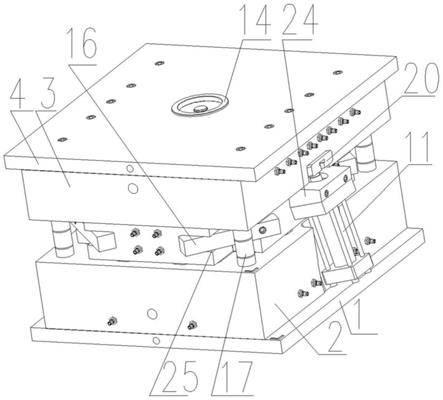
20.图2是本发明一种运输框注塑模具的平面结构示意图之一。
21.图3是本发明一种运输框注塑模具的平面结构示意图之二。
22.图4是本发明一种运输框注塑模具的动模部分的结构示意图。
23.图5是本发明一种运输框注塑模具的静模部分的结构示意图。
24.图6是使用本发明一种运输框注塑模具制造出来的运输框产品的结构示意图。
25.图中标记:1为底板、2为动模板、3为静模板、4为面板、5为动模镶件、6为锁紧块、7为第一升降滑块、8为第二升降滑块、9为第三升降滑块、10为第四升降滑块、11为油缸、12为斜导柱、13为耐磨片、14为定位环、15为浇口套、16为驱动块、17为直导柱、18为导套、19为销钉、20为油缸连接板、21为第一镶件、22为第二镶件、23为固定插槽、24为固定套板、25为连接槽、26为缸体容置槽、27为槽孔、28为放置槽。
具体实施方式
26.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及具体实施方式,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本发明,并不用于限定本发明。
27.结合图1至图5所示,一种运输框注塑模具,包括动模部分、静模部分,所述动模部分与静模部分配合连接后在其内部形成模具型腔,所述静模部分设置有注塑口;所述动模部分包括底板1、动模板2、动模镶件5,动模镶件5安装于动模板2内,安装有动模镶件5的动
模板2固定连接于底板1上,动模板2与底板1之间通过内六角螺钉固定连接。
28.所述静模部分包括面板4、静模板3、升降组件,升降组件安装于静模板3上,安装有升降组件的静模板3固定连接于面板4上,静模板3与面板4之间通过内六角螺钉固定连接;所述升降组件包括油缸11、升降滑块,升降滑块包括第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10,第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10首尾顺次相连形成围挡;四个升降滑块形成的围挡坐落于静模板3内,油缸11对应设置于第三升降滑块9、第四升降滑块10外侧,油缸11与静模板3、对应的升降滑块连接;所述动模部分的动模板2扣接于静模板3内的四个升降滑块形成的围挡上方,动模部分的动模镶件5嵌入连接于静模板3内的四个升降滑块形成的围挡内,动模板2与静模板3之间设置有导向连接件,导向连接件一端与动模部分的动模板2相连、导向连接件另一端与静模部分的静模板3相连。
29.所述第三升降滑块9与静模板3接触位置处及第四升降滑块10与动模板2接触位置处设置有耐磨片13,所述第一升降滑块7与动模板2接触位置处及第二升降滑块8与静模板3接触位置处设置有耐磨片13;由于在开模时和在取出运输框产品时,动模板2、静模板3都会与第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10之间产生摩擦,通过设置的耐磨片13,可以避免第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10与动模板2、静模板3直接接触,不会导致第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10与动模板2、静模板3损坏。
30.具体地,所述耐磨片13使用内六角螺钉固定安装到第三升降滑块9和第四升降滑块10上、第一升降滑块7和第二升降滑块8上。
31.位于设有第三升降滑块9侧的静模板3中部、位于设有第四升降滑块10侧的静模板3中部设置有油缸连接板20,油缸11的活塞杆端部连接于油缸连接板20上。所述油缸11的活塞杆侧套设有固定套板24,固定套板24固定连接于油缸11上;第三升降滑块9、第四升降滑块10上设置有固定插槽23,固定套板24插接于固定插槽23内,固定套板24与第三升降滑块9、第四升降滑块10之间通过内六角螺钉固定。所述第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10首尾顺次连接处设置有连接槽25,连接槽25中设置有驱动块16,驱动块16与第三升降滑块9、第四升降滑块10连接端通过内六角螺钉固定。
32.具体地,通过所设置的油缸连接板20,可将油缸11的活塞杆端部与静模板3安装在一起;通过所设置的固定套板24,可将油缸11与第三升降滑块9、第四升降滑块10固定连接在一起;将动模部分卸下后,当油缸11的活塞杆伸长时,可以通过固定套板24带动由第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10形成的围挡向静模板3外侧移动;所述动模部分的动模板2两侧设置有与油缸11配合的缸体容置槽26。
33.所述动模镶件5包括第一镶件21、第二镶件22,第一镶件21与第二镶件22之间通过销钉19、内六角螺钉固定连接,第一镶件21与动模板2之间通过内六角螺钉固定连接,第一镶件21侧方设置有锁紧块6,锁紧块6通过内六角螺钉固定连接于动模板2上,通过所设置的锁紧块6可保证动模镶件5与动模板2之间的稳固连接。
34.所述导向连接件包括斜导柱12、直导柱17,斜导柱12分布设置于静模板3内侧,斜导柱12一端插接固定于静模板3上,斜导柱12另一端与动模板2上的槽孔27连接;动模板2四角处设置直导柱17,静模板3四角处设置有与直导柱17配合连接的导套18。
35.所述注塑口包括定位环14、浇口套15,面板4上设置有用于安装定位环14的放置槽28,浇口套15贯穿设置于静模板3中,浇口套15一端与模具型腔连通,浇口套15另一端与用于安装定位环14的放置槽28连通。
36.结合本发明的技术方案以及附图阐述其装配过程,具体如下所述:
37.静模部分的装配过程:将耐磨片13安装到第三升降滑块9和第四升降滑块10上并用内六角螺钉固定,将耐磨片13安装到第一升降滑块7和第二升降滑块8上并用内六角螺钉固定,第一滑块7、第二滑块8、第三滑块9、第四滑块10通过驱动块16组装连接在一起,把组装好的第一滑块7、第二滑块8、第三滑块9、第四滑块10安装到静模板3内;油缸11通过固定套板24分别安装到第三升降滑块9和第四升降滑块10上并用内六角螺钉固定,再在静模板3上装配导套18、油缸连接板20、斜导柱12,将组装好的静模板安装于面板4上并用内六角螺钉固定连接;再在面板4与静模板3上装入定位环14和浇口套15即组成了静模部分。
38.动模部分的装配过程:动模镶件5包括第一镶件21与第二镶件22两部分,第一镶件21与第二镶件22采用销钉19相连并用内六角螺钉固定,将动模镶件5放入动模板2内并用内六角螺钉固定,在动模板2内动模镶件5侧方装入锁紧块6并用内六角螺钉固定,再在动模板2四角处装配上直导柱17后,将动模板2与底板1用内六角螺钉连接在一起组成动模部分。
39.最后,动模部分和静模部分通过直导柱17和导套18配合连接在一起。
40.本发明的运输框注塑模具的工作原理:把模具装在注塑机上,将油缸11接上油管,注塑机将原料熔融通过浇口套15注入模具型腔内,一段时间后,材料经过冷却成型,模具的动模部分通过注塑机打开,运输框产品留在静模侧,油缸11工作会使第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10形成的围挡向静模板3外侧移动,从而可由第一升降滑块7、第二升降滑块8、第三升降滑块9、第四升降滑块10形成的围挡带出运输框产品;取出运输框产品油缸11复位后,注塑机将动模部分合模,即完成一次生产周期,如图6所示,即为通过本发明注塑模具生产出的运输框产品。
41.装配后油缸11上下滑动自如,无卡阻、别劲现象;油缸11工作与注塑机开合模顺序配合;避免了运输框产品与模具型腔产生磕碰。
42.可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。