1.本实用新型涉及实现机床核心部件滑枕的深腔精密孔加工技术领域,更具体涉及一种用于加工多台阶精密孔的镗具。
背景技术:
2.深腔体多台阶精密孔加工是现在及未来大型数控落地铣镗床,龙门五面加工中心等高精密数控机床产品主要件如主轴箱体、滑枕体制造加工的关键,此类零件呈长方体,内腔有多台阶深孔,是替代机床主轴箱从结构上起定位支承及传动作用的主要件,因此零件的制造精度要求很高;目前,对滑枕体距主轴端面1150
㎜
以下的深孔加工,是利用数控坐标镗床主轴伸出、加长镗刀杆悬臂镗削加工;滑枕体距主轴端面1300
㎜
以上的精密深孔加工采用吊墙镗削法,现有的镗具结构刚性差,各孔同轴度超差,无法满足设计精度要求。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种用于加工多台阶精密孔的镗具;解决滑枕主轴端孔与深腔轴承孔不同轴问题,保证整机精度要求,提高主轴转速;技术方案如下:
4.一种用于加工多台阶精密孔的镗具,包括底座、前支承座、后支承座、镗刀杆、拨盘、微调镗刀、联接座、辅助支承座、v型块、挡块、侧顶和支承钉;
5.所述前支承座和后支承座上均设有安装孔,由钢件衬套及铸铁镗套组成;
6.所述前支承座和后支承座通过销孔定位固定在底座上,镗刀杆从前支承座的镗套穿入,尾端穿接在后支承座的镗套内,形成双导向支承;
7.所述前支承座和后支承座之间设有辅助支承座,v型块通过螺钉安装在辅助支承座上,用于支承镗刀杆;
8.所述微调镗刀通过联接座紧固在镗刀杆上;
9.所述挡块设有两个,固定在底座一侧,通过滑枕顶在挡块上定位滑枕的一侧面;该挡块为滑枕的侧基准面;
10.所述底座上设有支承块,该支承块为安装滑枕的基准装置面,滑枕上方设有窗口,窗口朝下,穿过后支承座落在支承块上;滑枕一侧面紧贴挡块,另一侧通过侧顶与滑枕侧面紧密接触,底座前端设有限位支承块;
11.所述底座的两侧对称设有支承钉,压板一端压在滑枕上,双头螺柱穿过压板中间的安装孔,压板的另一端搭接在支承钉上,通过紧固螺母压紧滑枕,滑枕通过镗具安装在机床上;
12.镗刀杆穿入前支承座后再穿入后支承座;镗刀杆一端设置有连轴节与拨盘铰接;镗刀杆通过拨盘与机床主轴形成铰链式连接;
13.所述底座两侧设有安装边,通过螺栓将镗具固定在工作台上。
14.所述的一种用于加工多台阶精密孔的镗具,其优选方案为所述v 型块与辅助支承
座之间通过螺钉调整升降,用于辅助支承镗刀杆因重力在悬空状态下产生的挠度,所述v型块与镗刀杆之间有0.04mm的间隙,在v型块与镗刀杆的间隙之间设置铜片,铜片防止v型块与镗刀杆之间摩擦,v型块的作用是当镗刀杆挠度过大时托住镗刀杆。
15.所述的一种用于加工多台阶精密孔的镗具,其优选方案为所述底座上设有八个等高的支承块。
16.一种用于加工多台阶精密孔的镗具的使用方法:
17.1、镗具装配时,找正镗刀杆与镗具底座基准面平行,并测量镗刀杆与平面基准装置面及侧基准面距离;镗具的前支承座、后支承座通过销孔定位;
18.2、加工前镗刀杆拆下,为安装滑枕做准备;
19.3、将镗具安装在加工设备的工作台上,按镗具底座侧基准面找正0.01;
20.4、找正后将滑枕安装在镗具上,通过推进滑枕靠严挡块设置的侧基准面;
21.5、穿入镗刀杆,精镗前,精密孔均进行半精镗孔径留量1mm,精镗时孔内温度要与室温保持一致;
22.6、微调镗刀通过联接座紧固到镗刀杆上;
23.7、精镗孔过程中,由于镗刀杆长且两端架套无法用内径千分尺直接测量孔径数值,需要依靠操作者的加工技能使用卡钳、外径千分尺与轴承外圆配制配合校量孔径,采用对比测量法,保证孔与轴承外圆配合间隙0.015mm-0.02mm;精镗孔后将镗刀杆卸下来,可用内径千分尺测量孔径。
24.有益效果
25.本实用新型的优点在于:此种镗具用于滑枕精镗孔序安全可靠,解决了此前吊墙方法镗孔时结构刚性差,找正难度大,加工效率低问题;镗具采用固定式双导向法,利用滑枕上面安装主变速箱窗口,窗口朝下,滑枕装夹通过镗具安装在机床上,镗具上的前、后支承座,固定镗刀杆形成双导向的加工方法;这种加工方法工件同轴度精度高,零件加工质量稳定性好,较吊墙导向法装配效率提高3倍以上,即保证机床主轴转速又提高了零件加工效率。
附图说明
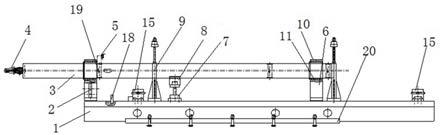
26.图1为一种用于加工多台阶精密孔的镗具主视图;
27.图2为一种用于加工多台阶精密孔的镗具俯视图;
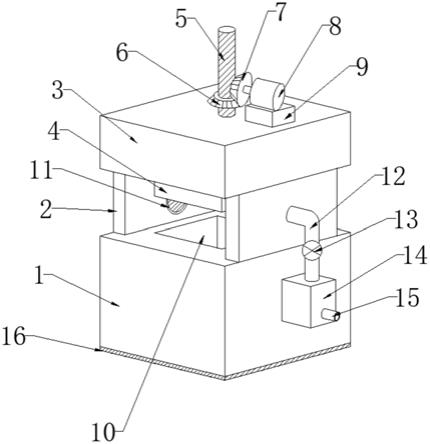
28.图3为滑枕安装在镗具上的结构示意图;
29.图4为滑枕安装在镗具侧视图;
30.图5为镗具工作流程图。
31.其中1-底座、2-前支承座、3-镗刀杆、4-拨盘、5-微调镗刀、 6-后支承座、7-辅助支承座、8-v型块、9-支承钉、10-衬套、11-镗套、12-挡块、13-支承块、14-滑枕、15-侧顶、16-压板、17-双头螺柱、18-限位支承块、19-联接座、20-安装边。
具体实施方式
32.为了更清楚地说明实用新型实施例或现有技术中的技术方案,下面对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅是本实
用新型的一些实施例,不能以此来限制本实用新型的保护范围。
33.如图1-5所示一种用于加工多台阶精密孔的镗具,包括底座1、前支承座2、镗刀杆3、拨盘4、微调镗刀5、后支承座6、辅助支承座7、v型块8、支承钉9、挡块12、侧顶15和联接座19;
34.所述前支承座2和后支承座6上均设有安装孔,由钢件衬套10 及铸铁镗套11组成;
35.所述前支承座2和后支承座6通过销孔定位固定在底座1上,镗刀杆3从前支承座2的镗套11穿入,尾端穿接在后支承座6的镗套 11内,形成双导向支承;
36.所述前支承座2和后支承座6之间设有辅助支承座7,v型块8 通过螺钉安装在辅助支承座7上,用于支承镗刀杆3;
37.所述微调镗刀5通过联接座19紧固在镗刀杆3上;
38.挡块12设置为侧基准面,设有两个,固定在底座1一侧上;
39.所述挡块12设有两个,固定在底座1一侧,通过滑枕14顶在挡块12上定位滑枕14的一侧面;该挡块12为滑枕14的侧基准面;
40.所述底座1上设有支承块13,该支承块13为安装滑枕14的基准装置面,滑枕14上方设有窗口,窗口朝下,穿过后支承座6座落在支承块13上;滑枕14一侧面紧贴挡块12,另一侧通过侧顶15与滑枕14侧面紧密接触,底座1前端设有限位支承块18;
41.所述底座1的两侧对称设有支承钉9,压板16一端压在滑枕14 上,双头螺柱17穿过压板16中间的安装孔,压板16的另一端搭接在支承钉9上,通过紧固螺母压紧滑枕14,滑枕14通过镗具安装在机床上;
42.镗刀杆3穿入前支承座2后再穿入后支承座6;镗刀杆3一端设置有连轴节与拨盘4铰接;镗刀杆3通过拨盘4与机床主轴形成铰链式连接;
43.所述底座1两侧设有安装边20,通过螺栓将镗具固定在工作台上。
44.所述v型块8与辅助支承座7之间通过螺钉调整升降,用于辅助支承镗刀杆3因重力在悬空状态下产生的挠度,所述v型块8与镗刀杆3之间有0.04mm的间隙,在v型块8与镗刀杆3的间隙之间设置铜片,铜片防止v型块8与镗刀杆3之间摩擦,v型块8的作用是当镗刀杆3挠度过大时托住镗刀杆3。
45.根据滑枕14截面尺寸的不同,通过更换前支承座2、后支承座6 进行换产。
46.所述底座1上设有八个等高的支承块13。
47.一种用于加工多台阶精密孔的镗具的使用方法:
48.1、镗具装配时,找正镗刀杆3与镗具底座1基准面平行,并测量镗刀杆3与平面基准的装置面及侧基准面距离;镗具的前支承座2、后支承座6通过销孔定位;
49.2、加工前镗刀杆3拆下,为安装滑枕14做准备;
50.3、将镗具安装在加工设备的工作台上,按镗具底座1侧基准面找正0.01;
51.4、找正后将滑枕14安装在镗具上,通过推进滑枕14靠严挡块12设置的侧基准面;
52.5、穿入镗刀杆3,精镗前,精密孔均进行半精镗孔径留量1mm,精镗时孔内温度要与室温保持一致;
53.6、微调镗刀5通过联接座19紧固到镗刀杆3上;
54.7、精镗孔过程中,由于镗刀杆3长且两端架套无法用内径千分尺直接测量孔径数值,需要依靠操作者的加工技能使用卡钳、外径千分尺与轴承外圆配制配合校量孔径,采用
对比测量法,保证孔与轴承外圆配合间隙0.015mm-0.02mm;精镗孔后将镗刀杆3卸下来,可用内径千分尺测量孔径。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。