1.本实用新型涉及钣金折弯技术领域,具体为一种用于钣金件的折弯机。
背景技术:
2.钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等,其显著的特征就是同一零件厚度一致,通过钣金工艺加工出的产品叫做钣金件,钣金折弯是钣金件加工过程中重要的一道工序,它是对钣金进行加工成型,以形成不同形状的钣金件,现有的钣金件折弯是将钣金需要折弯的地方摆放在折弯槽上端,带动推杆带动压刀下移将钣金折弯,现有的折弯机只能根据折弯槽的角度来折弯,折弯角度固定,同时压刀下压会在钣金表面形成压痕,影响美观,为此,我们提出一种用于钣金件的折弯机。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种用于钣金件的折弯机,折弯角度可变,没有压痕,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于钣金件的折弯机,包括底板和折弯机构;
5.底板:其下表面的四角均设有底座,底板上表面的滑槽内通过轴承转动连接有螺杆,螺杆的中部与推板的下端螺纹连接,推板的下端与滑槽滑动连接,底板的上表面设有u型架,u型架上端的安装孔内设有电动推杆,电动推杆伸缩端的下侧设有下压板;
6.折弯机构:设置于底板的前端;
7.其中:还包括单片机,所述单片机设置于u型架的右侧面,单片机的输入端电连接外部电源,单片机的输出端电连接电动推杆的输入端,可以对钣金进行零到九十度的多角度折弯,折弯的适用性更强,同时折弯处没有压痕,钣金外形美观。
8.进一步的,还包括电机,所述电机设置于底板的后侧面,电机输出轴的前侧与螺杆的后端固定连接,单片机的输出端电连接电机的输入端,带动螺杆转动。
9.进一步的,所述折弯机构包括折弯板、滑槽、滑块、电动推杆一和合页,所述折弯板上表面后侧的左右两端均通过合页与底板上表面的前侧铰接,折弯板的下表面设有滑槽,滑槽的内部滑动连接有滑块,滑块的内部通过转轴转动连接有电动推杆一,电动推杆一固定端的下侧设有支撑板,单片机的输出端电连接电动推杆一的输入端,对钣金进行折弯。
10.进一步的,所述折弯机构还包括角度传感器,所述角度传感器设置于底板的右侧面,角度传感器检测端与右侧的合页的中心转轴固定连接,单片机与角度传感器双向电连接,确定折弯的角度。
11.进一步的,还包括刻度线,所述刻度线均匀设置于折弯板的上表面,确定折弯的距离。
12.进一步的,还包括缓冲垫,所述缓冲垫设置于推板的前侧面,防止钣金与推板直接
接触。
13.进一步的,还包括导向柱,所述导向柱设置于下压板的上表面,导向柱的上端滑动连接于u型架上表面的滑孔内,对下压板进行导向。
14.与现有技术相比,本实用新型的有益效果是:本用于钣金件的折弯机,具有以下好处:
15.单片机控制电动推杆一伸出,电动推杆一的伸缩端带动滑块上移,由于滑块与滑槽滑动连接,滑块与电动推杆一转动连接,滑块沿着滑槽向上滑动,带动折弯板沿着合页的中心转轴转动,角度传感器可以检测折弯板转动的角度并将角度信息传递各单片机处理,当转动到指定角度后单片机控制电动推杆一收缩,电动推杆一的伸缩端带动滑块下移,滑块沿着滑槽向下滑动,使得折弯板沿着合页的中心转轴转动复位,可以对钣金进行零到九十度的多角度折弯,折弯的适用性更强,同时折弯处没有压痕,钣金外形美观。
附图说明
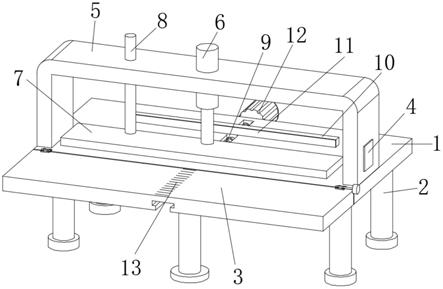
16.图1为本实用新型结构示意图;
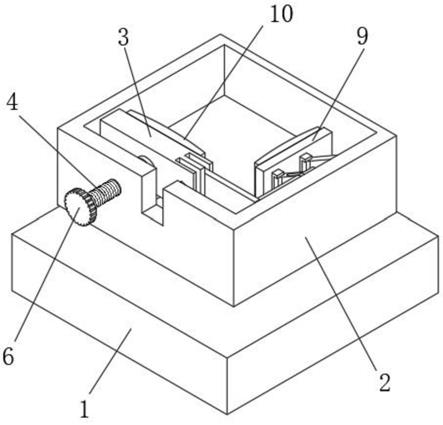
17.图2为本实用新型折弯机构的结构示意图。
18.图中:1底板、2底座、3折弯机构、31折弯板、32滑槽、33滑块、34电动推杆一、35合页、36角度传感器、4单片机、5u型架、6电动推杆、7下压板、8导向柱、9螺杆、10推板、11缓冲垫、12电机、13刻度线。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-2,本实施例提供一种技术方案:一种用于钣金件的折弯机,包括底板1和折弯机构3;
21.底板1:其下表面的四角均设有底座2,安装钣金件的折弯机,底板1上表面的滑槽内通过轴承转动连接有螺杆9,螺杆9的中部与推板10的下端螺纹连接,推板10的下端与滑槽滑动连接,螺杆9转动,螺杆9与推板10螺纹连接,推板10与滑槽滑动连接,使得推板10向前滑动,带动缓冲垫11将钣金向前推动,底板1的上表面设有u型架5,u型架5上端的安装孔内设有电动推杆6,电动推杆6伸缩端的下侧设有下压板7,电动推杆6的伸缩端带动下压板7下移,将钣金夹紧;
22.折弯机构3:设置于底板1的前端,折弯机构3包括折弯板31、滑槽32、滑块33、电动推杆一34和合页35,折弯板31上表面后侧的左右两端均通过合页35与底板1上表面的前侧铰接,折弯板31的下表面设有滑槽32,滑槽32的内部滑动连接有滑块33,滑块33的内部通过转轴转动连接有电动推杆一34,电动推杆一34固定端的下侧设有支撑板,单片机4的输出端电连接电动推杆一34的输入端,折弯机构3还包括角度传感器36,角度传感器36设置于底板1的右侧面,角度传感器36检测端与右侧的合页35的中心转轴固定连接,单片机4与角度传感器36双向电连接,电动推杆一34的伸缩端带动滑块33上移,由于滑块33与滑槽32滑动连
接,滑块33与电动推杆一34转动连接,滑块33沿着滑槽32向上滑动,带动折弯板31沿着合页35的中心转轴转动,角度传感器36可以检测折弯板31转动的角度并将角度信息传递各单片机4处理,当转动到指定角度后单片机4控制电动推杆一34收缩,电动推杆一34的伸缩端带动滑块33下移,滑块33沿着滑槽32向下滑动,使得折弯板31沿着合页35的中心转轴转动复位;
23.其中:还包括单片机4,单片机4设置于u型架5的右侧面,单片机4的输入端电连接外部电源,单片机4的输出端电连接电动推杆6的输入端,控制各电器的工作。
24.其中:还包括电机12,电机12设置于底板1的后侧面,电机12输出轴的前侧与螺杆9的后端固定连接,单片机4的输出端电连接电机12的输入端,电机12的输出轴带动螺杆9转动。
25.其中:还包括刻度线13,刻度线13均匀设置于折弯板31的上表面,通过观察钣金前端与刻度线13重合的刻度,确定折弯长度。
26.其中:还包括缓冲垫11,缓冲垫11设置于推板10的前侧面,防止钣金直接接触推板10。
27.其中:还包括导向柱8,导向柱8设置于下压板7的上表面,导向柱8的上端滑动连接于u型架5上表面的滑孔内,导向柱8沿着u型架5上表面的滑孔滑动,对下压板7进行导向。
28.本实用新型提供的一种用于钣金件的折弯机的工作原理如下:将钣金放置在折弯板31的上表面,沿着下压板7与底板1上表面之间的缝隙向后推动,直至钣金的后端接触缓冲垫11,单片机4控制电机12转动,电机12的输出轴带动螺杆9转动,螺杆9与推板10螺纹连接,推板10与滑槽滑动连接,使得推板10向前滑动,带动缓冲垫11将钣金向前推动,通过观察钣金前端与刻度线13重合的刻度,确定折弯长度,当到达指定刻度后单片机4控制电机12停止转动,单片机4控制电动推杆6伸出,电动推杆6的伸缩端带动下压板7下移,导向柱8沿着u型架5上表面的滑孔滑动,对下压板7进行导向,将钣金夹紧,单片机4控制电动推杆一34伸出,电动推杆一34的伸缩端带动滑块33上移,由于滑块33与滑槽32滑动连接,滑块33与电动推杆一34转动连接,滑块33沿着滑槽32向上滑动,带动折弯板31沿着合页35的中心转轴转动,角度传感器36可以检测折弯板31转动的角度并将角度信息传递各单片机4处理,当转动到指定角度后单片机4控制电动推杆一34收缩,电动推杆一34的伸缩端带动滑块33下移,滑块33沿着滑槽32向下滑动,使得折弯板31沿着合页35的中心转轴转动复位,单片机4控制电动推杆6收缩,电动推杆6的伸缩端带动下压板7上移,导向柱8沿着u型架5上表面的滑孔滑动,对下压板7进行导向,将钣金松开,取出钣金。
29.值得注意的是,以上实施例中所公开的单片机4可选用stm32h7x3单片机,电机12可选用y80m1-4电机,电动推杆6可选用dytf750电动推杆,电动推杆一34可选用dytp-5000电动推杆,角度传感器36可选用hw225d角度传感器,单片机4控制电机12、电动推杆6、电动推杆一34和角度传感器36工作均采用现有技术中常用的方法。
30.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。