1.本发明属于皮带接头加工技术领域,特别是涉及一种皮带高强度接头 加工的装置。
背景技术:
2.随着时代与科技的发展,现阶段中各行各业中大多数都需要用到重型 皮带,重型皮带多运用在皮带输送机中,重型皮带相比较传统的金属皮带 重量轻,相比较橡胶皮带其具有更好的强度和韧性,进而耐用性更高,在 进行重型皮带的生产过程需要多种设备配合进行,其中就包括了用于重型 皮带接头加工的设备,但它在实际使用中仍存在以下弊端:
3.1、现有的用于重型皮带接头加工的设备,其在进行接头加工过程中, 多采用穿线缝合方式将接头部位进行整合,而该缝合线则直接裸露在重型 皮带的外侧,而缝合线的强度相比较皮带本体其耐磨性较差,进而缝合线 的强度会造成重型皮带强度极大降低的问题;
4.2、现有的用于重型皮带接头加工的设备,在进行重型皮带的缝合接头 过程中,皮带会发生偏移现象,进而继续拉扯缝合线进行缝合则会造成皮 带翻卷折叠现象的问题。
5.因此,现有的一种皮带高强度接头加工的装置,无法满足实际使用中 的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
6.本发明的目的在于提供一种皮带高强度接头加工的装置及其接头方 法,通过设置凯夫拉线、不锈钢丝绳和不锈钢无缝椭圆环,有效的增强了 用于衔接重型皮带接头位置组件的强度,同时也使重型皮带的接头位置更 为稳固坚韧,提高了重型皮带的自身性能;同时采用软不锈钢丝绳牵引不 锈钢无缝椭圆环进入到开好的空槽内,即可使接头部位进行稳固,并且也 使接头部位的孔洞呈现一一对应,即可起到有效的防止偏移效果,解决了 现有的一种皮带高强度接头加工的装置所出现的问题。
7.为解决上述技术问题,本发明是通过以下技术方案实现的:
8.本发明为一种皮带高强度接头加工的装置,包括工作台、开孔组件、 装配组件、穿线组件和热熔组件,所述工作台的内部开设有装配槽,且装 配槽的右侧设置有热熔槽,所述工作台的左端安装有开孔组件,且开孔组 件的右侧设置有装配组件,所述装配组件的右侧安装有穿线组件,所述穿 线组件的右侧设置有热熔组件,所述工作台的装配槽内放置有皮带,所述 装配组件中的装配板中设置具有防锈蚀、强度高一体成型的圆环,以及具 有抗拉伸性便于穿插牵引的丝绳,上述中的圆环和丝绳分别为不锈钢无缝 椭圆环和不锈钢丝绳;
9.其中,所述开孔组件中的开孔电机的轴杆上安装有开孔针,所述开孔 针的末端设置有防冲套,所述开孔电机的旁侧设置有固定板,且固定板的 内部卡接设置有刀架,所述刀架通过第一伸缩杆与刀板连接,所述刀板的 底部侧壁上安装有第一切刀和第二切刀;
10.所述装配组件中的定位板中卡接设置有顶板,所述顶板通过第二伸缩 杆与压板连接,所述顶板的右侧设置装配件;
11.所述穿线组件中的穿线电机的轴杆上安装有穿线针,所述穿线电机的 旁侧设置有线筒,且线筒上绕着具有强度高、抗切割、热稳定性好可在高 温下不熔的拉线;
12.所述热熔组件中的衔接柱顶端安装有衔接板,所述衔接板的中心处镶 嵌有第四伸缩杆,所述第四伸缩杆的下方设置有上夹板和下夹板,所述上 夹板和下夹板中镶嵌有电热板。
13.进一步地,所述开孔组件中的开孔电机镶嵌在装配槽的旁侧壁中,且 防冲套镶嵌在开孔电机的对立侧的装配槽的内壁中,所述固定板共设置有 两块,且固定板分别设置在装配槽的两侧。
14.进一步地,所述固定板与刀架呈相互垂直状结构设置,所述刀架与刀 板之间相互平行设置,所述刀板的底部的第一切刀与第二切刀分别设置在 刀板的两侧,所述第一切刀与第二切刀分别设置有多个,且第一切刀与第 二切刀之间间隙设置。
15.进一步地,所述装配组件中的定位板共设置有两个,且定位板分别设 置在装配槽的两侧,所述定位板与顶板之间相互垂直设置,且顶板与压板 之间相互平行设置。
16.进一步地,所述装配件通过第三伸缩杆与装配槽连接,所述第三伸缩 杆的顶端侧壁通过螺栓与装配板连接,所述装配板中开设有第一入料孔和 第二入料孔,所述第一入料孔和第二入料孔之间间隙设置。
17.进一步地,所述穿线组件中的穿线电机镶嵌在装配槽的旁侧壁中,且 防护套镶嵌在穿线电机的对立侧的装配槽的内壁中,所述穿线电机的穿线 针上开设有线槽,线筒上绕的有强度高、抗切割、热稳定性好可在高温下 不熔的拉线为凯夫拉线。
18.进一步地,所述热熔组件的衔接柱通过螺栓与工作台连接,所述热熔 组件中的上夹板设置在热熔槽的正上方,且下夹板镶嵌在热熔槽内。
19.本发明还提供了一种皮带高强度接头加工的装置的接头方法,接头方 法具体包括以下步骤:
20.s1:接通设备电源,并启动设备,将两个皮带放置在工作台的装配槽 内,而后递送皮带,当皮带的接头部位到达开孔组件的开孔针位置时,停 止皮带的递送工作;
21.s2:通过控制按键,使开孔电机工作,而后开孔电机的轴杆带动开孔 针伸出并穿过皮带的侧壁,当开孔针穿过皮带并与防冲套接触后,开孔针 在开孔电机的作用下返回初始位置;
22.s3:继续递送皮带,当皮带的针孔位置与刀板的中心点同轴线位置同 轴线时停止递送工作,而后通过控制按键,使第一伸缩杆工作,第一伸缩 杆带动刀板下移,并使第一切刀和第二切刀与皮带接触,并在其上开槽, 完成工作后,第一伸缩杆返回初始位置;
23.s4:完成s3后,皮带输入至装配组件工位,并使第一入料孔与皮带上 的第一切刀的切槽相对,第三伸缩杆带动压板压住皮带,而后向装配板中 的第一入料孔中投入不锈钢无缝椭圆环,通过第一入料孔即可将不锈钢无 缝椭圆环投入到第一切刀所切的切槽中,第三伸缩杆返回,同时皮带继续 输送,皮带上的第二切刀的切槽与第二入料孔相对时,在第三伸缩杆的作 用下,压板压住皮带,而后向装配板中的第二入料孔中投入不锈钢丝绳, 通过第二入料孔即可将不锈钢丝绳投入到第一切刀所切的切槽中;
24.s5:完成s4后,皮带输入至穿线组件工位,并使穿线针与皮带上的针 孔位置相对,而后穿线电机工作,穿线针通过线槽带着凯夫拉线穿过皮带 上的针孔,并且也穿过不锈钢无缝椭圆环的孔洞和不锈钢丝绳所围成的孔 洞内,延伸出皮带的另一端,并拆解下凯夫拉线,使穿线针独自回缩,并 剪断另一端的凯夫拉线;
25.s6:完成s5后,皮带输入至热熔组件工位的热熔槽内,通过第四伸缩 杆可带动上夹板压住皮带并与下夹板接触,而后电热板工作,使电热板压 住凯夫拉线、不锈钢无缝椭圆环和不锈钢丝绳进行热熔工作,即可将凯夫 拉线、不锈钢无缝椭圆环和不锈钢丝绳热熔进入到皮带的内部,完成接头 工作。。
26.本发明具有以下有益效果:
27.1、本发明通过设置凯夫拉线、不锈钢丝绳和不锈钢无缝椭圆环,有效 的增强了用于衔接皮带接头位置组件的强度,同时也使皮带的接头位置更 为稳固坚韧,提高了皮带的自身性能,解决了现有的用于皮带接头加工的 设备,其在进行接头加工过程中,多采用穿线缝合方式将接头部位进行整 合,而该缝合线则直接裸露在重型皮带的外侧,而缝合线的强度相比较皮 带本体其耐磨性较差,进而缝合线的强度会造成皮带强度极大降低的问题。
28.2、本发明通过设置采用软性的不锈钢丝绳和不锈钢无缝椭圆环,并使 不锈钢无缝圆环与不锈钢丝绳之间相互间隙设置,同时两个不锈钢无缝圆 环之间设置有多根不锈钢丝绳,而不锈钢丝绳也呈椭圆环形结构设置,通 过凯夫拉线分别穿过不锈钢丝绳和不锈钢无缝椭圆环内部的孔洞中,即可 拉紧不锈钢丝绳和不锈钢无缝椭圆环,而整个皮带的穿线和开孔以及装配 工作均采用可自动进行,提高了装配效率;同时在装配工作时采用压板进 行压合定位,避免发生翻卷折叠现象,解决了现有的用于重型皮带接头加 工的设备,在进行重型皮带的缝合接头过程中,皮带会发生偏移现象,进 而继续拉扯缝合线进行缝合则会造成皮带翻卷折叠现象的问题。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动 的前提下,还可以根据这些附图获得其他的附图。
30.图1为本发明的结构示意图;
31.图2为本发明的工作台结构示意图
32.图3为本发明的开孔组件结构示意图;
33.图4为本发明的开孔组件结构爆炸图;
34.图5为本发明的装配组件和穿线组件结构示意图;
35.图6为本发明的装配组件和穿线组件结构爆炸图;
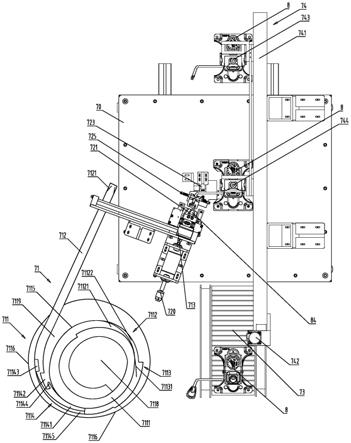
36.图7为本发明的桁架和热熔组件的结构示意图图一;
37.图8为本发明的桁架和热熔组件的结构示意图图二;
38.图9为本发明的皮带装配后结构示意图
39.图10为现有的皮带装配后结构示意图。
40.附图中,各标号所代表的部件列表如下:
3043,第一入料孔3042和第二入料孔3043之间间隙设置;穿线组件4中 的穿线电机401镶嵌在装配槽101的旁侧壁中,且防护套4022镶嵌在穿线 电机401的对立侧的装配槽101的内壁中,穿线电机401的穿线针402上 开设有线槽4021,线筒403上绕的有强度高、抗切割、热稳定性好可在高 温下不熔的拉线为凯夫拉线4031;通过凯夫拉线4031、不锈钢丝绳8和不 锈钢无缝椭圆环7,有效的增强了用于衔接皮带6接头位置组件的强度,同 时也使皮带6的接头位置更为稳固坚韧,提高了皮带6的自身性能。
50.其中如图7-8所示,热熔组件5的衔接柱501通过螺栓与工作台1连 接,热熔组件5中的上夹板504设置在热熔槽102的正上方,且下夹板505 镶嵌在热熔槽102内;通过热熔组件5可对接头部位进行热熔工作,而后 将凯夫拉线4031、不锈钢丝绳8和不锈钢无缝椭圆环7热熔进入到皮带6 的内部,使其形成隐藏式结构,避免裸露。
51.本发明还提供了一种皮带高强度接头加工的装置的接头方法,接头方 法具体包括以下步骤:
52.s1:接通设备电源,并启动设备,将两个皮带6放置在工作台1的装 配槽101内,而后递送皮带6,当皮带6的接头部位到达开孔组件2的开孔 针202位置时,停止皮带6的递送工作;
53.s2:通过控制按键,使开孔电机201工作,而后开孔电机201的轴杆 带动开孔针202伸出并穿过皮带6的侧壁,当开孔针202穿过皮带6并与 防冲套203接触后,开孔针202在开孔电机201的作用下返回初始位置;
54.s3:继续递送皮带6,当皮带6的针孔位置与刀板207的中心点同轴线 位置同轴线时停止递送工作,而后通过控制按键,使第一伸缩杆206工作, 第一伸缩杆206带动刀板207下移,并使第一切刀208和第二切刀209与 皮带6接触,并在其上开槽,完成工作后,第一伸缩杆206返回初始位置;
55.s4:完成s3后,皮带6输入至装配组件3工位,并使第一入料孔3042 与皮带6上的第一切刀208的切槽相对,第三伸缩杆3044带动压板3031 压住皮带6,而后向装配板3041中的第一入料孔3042中投入不锈钢无缝椭 圆环7,通过第一入料孔3042即可将不锈钢无缝椭圆环7投入到第一切刀 208所切的切槽中,第三伸缩杆3044返回,同时皮带6继续输送,皮带6 上的第二切刀209的切槽与第二入料孔3043相对时,在第三伸缩杆3044 的作用下,压板3031压住皮带6,而后向装配板3041中的第二入料孔3043 中投入不锈钢丝绳8,通过第二入料孔3043即可将不锈钢丝绳8投入到第 一切刀208所切的切槽中;
56.s5:完成s4后,皮带6输入至穿线组件4工位,并使穿线针402与皮 带6上的针孔位置相对,而后穿线电机401工作,穿线针402通过线槽4021 带着凯夫拉线4031穿过皮带6上的针孔,并且也穿过不锈钢无缝椭圆环7 的孔洞和不锈钢丝绳8所围成的孔洞内,延伸出皮带6的另一端,并拆解 下凯夫拉线4031,使穿线针402独自回缩,并剪断另一端的凯夫拉线4031;
57.s6:完成s5后,皮带6输入至热熔组件5工位的热熔槽102内,通过 第四伸缩杆503可带动上夹板504压住皮带6并与下夹板505接触,而后 电热板506工作,使电热板506压住凯夫拉线4031、不锈钢无缝椭圆环7 和不锈钢丝绳8进行热熔工作,即可将凯夫拉线4031、不锈钢无缝椭圆环 7和不锈钢丝绳8热熔进入到皮带6的内部,完成接头工作。
58.以上仅为本发明的优选实施例,并不限制本发明,任何对前述各实施 例所记载的
技术方案进行修改,对其中部分技术特征进行等同替换,所作 的任何修改、等同替换、改进,均属于在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。