1.本发明涉及大型风电主轴制造领域,特别是涉及一种风电空心主轴锻后热处理工艺。
背景技术:
2.现在的风电空心主轴锻造主要使用自由锻压机进行锻造,锻造速率较慢,需要使用多火次锻造,导致锻造成形时间较长,风电空心主轴的平均锻造时长为1.5小时,锻造完成的风电空心主轴锻件的中心温度较低,由于锻造余量较大,风电空心主轴锻件的有效截面较大,无法利用锻造余热进行热处理。使用传统工艺锻造的风电空心主轴锻件的心部累计的变形能较小,很难进行动态再结晶。传统工艺锻造的风电空心主轴锻件的锻后热处理周期为7~10天,生产效率较低。
3.随着风电技术的发展,风电空心主轴的尺寸也在不断增大,为了更好的生产风电空心主轴,提高风电空心主轴的生产效率,开发了新的风电空心主轴生产工艺,利用模锻挤压机、法兰端成形模具和内孔挤扩成形模具对风电空心主轴进行生产,能够有效提高风电空心主轴的生产效率。传统的锻后热处理工艺已经不能匹配新的生产工艺,为保证风电空心主轴的成品质量,需要制定相应的风电空心主轴锻件锻后热处理工艺。
技术实现要素:
4.本发明的目的在于提供一种风电空心主轴锻后热处理工艺,其能够利用锻件的余热进行锻后热处理,有效缩短锻后热处理周期,确保风电空心主轴的成品质量。
5.为满足上述技术目的及其相关技术目的,本发明提供了一种风电空心主轴锻后热处理工艺,其包括:
6.提供一风电空心主轴锻件;
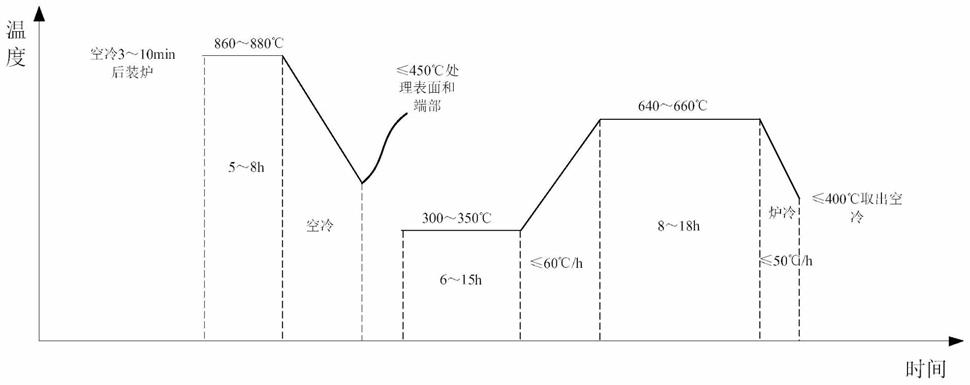
7.将热处理炉加热至860~880℃待料,将所述风电空心主轴锻件进行第一次空冷,空冷时间为3~10分钟,然后装炉进行第一次保温处理,保温时间为5~8小时;
8.将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,当所述风电空心主轴锻件的表面温度小于或等于450℃时,对所述风电空心主轴锻件的端部和表面进行处理;
9.将热处理炉加热至300~350℃,将处理后的所述风电空心主轴锻件装炉,进行第二次保温处理,保温时间为6~15小时;
10.将热处理炉升温至640~660℃,进行第三次保温处理,保温时间为8~18小时;
11.进行第一次炉冷,炉冷至400℃以下,取出空冷,或进行第二次炉冷,炉冷至200℃以下,取出空冷。
12.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件是通过模锻挤压机挤扩一次成形的。
13.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件的累计
拔长比大于3。
14.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件的心部温度大于或等于1000℃,所述风电空心主轴锻件的表面温度小于或等于650℃。
15.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件第一次空冷的时间为3~5分钟。
16.在本发明风电空心主轴锻后热处理工艺一示例中,在所述风电空心主轴锻件进行第一次空冷时,控制所述风电空心主轴锻件的表面温度上升100~150℃。
17.在本发明风电空心主轴锻后热处理工艺一示例中,在所述风电空心主轴锻件进行第一次空冷时,所述风电空心主轴锻件的表面温度测量点与直径较小一端的距离为300~400mm。
18.在本发明风电空心主轴锻后热处理工艺一示例中,在进行第三次保温处理前,所述热处理炉的升温速率为小于或等于60℃/h。
19.在本发明风电空心主轴锻后热处理工艺一示例中,在进行第一次炉冷时,所述热处理炉的降温速率为小于或等于50℃/h。
20.在本发明风电空心主轴锻后热处理工艺一示例中,在进行第二次炉冷时,所述热处理炉的降温速率为小于或等于30℃/h。
21.在本发明风电空心主轴锻后热处理工艺一示例中,对所述风电空心主轴锻件的端部和表面进行处理包括处理所述风电空心主轴锻件的毛刺和飞边。
22.本发明风电空心主轴锻后热处理工艺能够匹配新的锻造工艺,利用风电空心主轴锻件的余热进行热处理,能够大幅度缩短锻后热处理周期,节省生产成本,提高风电空心主轴的生产效率,保证风电空心主轴的产品质量。
附图说明
23.图1为本发明风电空心主轴锻后热处理工艺的一工艺曲线图;
24.图2为本发明风电空心主轴锻后热处理工艺的另一工艺曲线图。
具体实施方式
25.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本发明实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本发明的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
26.当实施例给出数值范围时,应理解,除非本发明另有说明,每个数值范围的两个端点以及两个端点之间任何一个数值均可选用。除非另外定义,本发明中使用的所有技术和科学术语与本技术领域的技术人员对现有技术的掌握及本发明的记载,还可以使用与本发明实施例中的方法、设备、材料相似或等同的现有技术的任何方法、设备和材料来实现本发明。
27.请参阅图1和图2,图1为本发明风电空心主轴锻后热处理工艺的一种工艺曲线图;图2为本发明风电空心主轴锻后热处理工艺的另一工艺曲线图。本发明提供了一种风电空心主轴锻后热处理工艺,其步骤如下:
28.s1、提供一风电空心主轴锻件;
29.s2、将热处理炉加热至860~880℃待料,将所述风电空心主轴锻件进行第一次空冷,空冷时间为3~10分钟,然后装炉进行第一次保温处理,保温时间为5~8小时;
30.s4、将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,当所述风电空心主轴锻件的表面温度小于或等于450℃时,对所述风电空心主轴锻件的端部和表面进行处理;
31.s5、将热处理炉加热至300~350℃,将处理后的所述风电空心主轴锻件装炉,进行第二次保温处理,保温时间为6~15小时;
32.s6、将热处理炉升温至640~660℃,进行第三次保温处理,保温时间为8~18小时;
33.s7、进行第一次炉冷,炉冷至400℃以下,取出空冷,或进行第二次炉冷,炉冷至200℃以下,取出空冷。
34.本发明所处理的风电空心主轴锻件是通过新的挤压扩孔工艺生产的,使用模锻挤压机和挤压扩孔模具使坯料一次性锻造成形,该工艺生产的风电空心主轴锻件储存的变形能较大,再结晶的动力大,能够进行动态再结晶,动态再结晶的过程是细化晶粒的过程。新的风电空心主轴锻件生产工艺的成形速度快,风电空心主轴锻件的温度较高,利用其自身的余热可以大幅缩短锻后热处理的周期。
35.在s2步骤中对风电空心主轴锻件进行了第一次空冷处理,能够降低锻件心部的温度,防止晶粒度快速长大,也可以使锻件的内外温度更加均匀。第一次保温处理为奥氏体化过程,利用锻件的余热和储存的变性能可以有效缩短该过程的时间,相较于传统工艺,第一次保温处理的时间缩短了约60%。
36.由于新工艺生产的风电空心主轴锻件的锻造余量小,锻件的截面小,过冷处理和空冷的效果好,细化晶粒效果相比于传统工艺更佳,从而提高了产品的质量。
37.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件是通过模锻挤压机挤扩一次成形的。
38.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件的累计拔长比大于3。
39.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件的心部温度大于或等于1000℃,所述风电空心主轴锻件的表面温度小于或等于650℃。
40.在本发明风电空心主轴锻后热处理工艺一示例中,所述风电空心主轴锻件第一次空冷的时间为3~5分钟。
41.在本发明风电空心主轴锻后热处理工艺一示例中,在所述风电空心主轴锻件进行第一次空冷时,控制所述风电空心主轴锻件的表面温度上升100~150℃。
42.在本发明风电空心主轴锻后热处理工艺一示例中,在所述风电空心主轴锻件进行第一次空冷时,所述风电空心主轴锻件的表面温度测量点与直径较小一端的距离为300~400mm。
43.在本发明风电空心主轴锻后热处理工艺一示例中,在进行第三次保温处理前,所
述热处理炉的升温速率为小于或等于60℃/h。
44.在本发明风电空心主轴锻后热处理工艺一示例中,在进行第一次炉冷时,所述热处理炉的降温速率为小于或等于50℃/h。
45.在本发明风电空心主轴锻后热处理工艺一示例中,在进行第二次炉冷时,所述热处理炉的降温速率为小于或等于30℃/h。
46.在本发明风电空心主轴锻后热处理工艺一示例中,对所述风电空心主轴锻件的端部和表面进行处理包括处理所述风电空心主轴锻件的毛刺和飞边。
47.实施例1
48.提供一5mw风电空心主轴锻件,将热处理炉加热至860℃待料,将所述风电空心主轴锻件进行第一次空冷,空冷时间为3分钟,用测温枪测量与锻件直径较小一端距离为300mm部位的表面温度,第一次空冷期间该部位的表面温度上升了100℃,然后将锻件装炉进行第一次保温处理,保温时间为5小时。
49.将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,当所述风电空心主轴锻件的表面温度为450℃时,将所述风电空心主轴锻件移动至割料区,处理所述风电空心主轴锻件的端部和表面的毛刺和飞边。
50.处理完成后,将热处理炉加热至300℃,将处理后的所述风电空心主轴锻件装炉,进行第二次保温处理,保温时间为6小时。第二次保温结束后,将热处理炉升温至640℃,升温速率为60℃/h,进行第三次保温处理,保温时间为8小时。第三次保温结束后,进行第一次炉冷,降温速率为50℃/h,炉冷至400℃以下,将所述风电空心主轴锻件取出空冷。
51.实施例2
52.提供一5mw风电空心主轴锻件,将热处理炉加热至880℃待料,将所述风电空心主轴锻件进行第一次空冷,空冷时间为5分钟,用测温枪测量与锻件直径较小一端距离为400mm部位的表面温度,第一次空冷期间该部位的表面温度上升了150℃,然后将锻件装炉进行第一次保温处理,保温时间为8小时。
53.将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,当所述风电空心主轴锻件的表面温度为440℃时,将所述风电空心主轴锻件移动至割料区,处理所述风电空心主轴锻件的端部和表面的毛刺和飞边。
54.处理完成后,将热处理炉加热至350℃,将处理后的所述风电空心主轴锻件装炉,进行第二次保温处理,保温时间为15小时。第二次保温结束后,将热处理炉升温至660℃,升温速率为50℃/h,进行第三次保温处理,保温时间为18小时。第三次保温结束后,进行第一次炉冷,降温速率为40℃/h,炉冷至400℃以下,将所述风电空心主轴锻件取出空冷。
55.实施例3
56.提供一4mw风电空心主轴锻件,将热处理炉加热至860℃待料,将所述风电空心主轴锻件进行第一次空冷,空冷时间为10分钟,用测温枪测量与锻件直径较小一端距离为300mm部位的表面温度,第一次空冷期间该部位的表面温度上升了150℃,然后将锻件装炉进行第一次保温处理,保温时间为6小时。
57.将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,当所述风电空心主轴锻件的表面温度为450℃时,将所述风电空心主轴锻件移动至割料区,处理所述风电空心主轴锻件的端部和表面的毛刺和飞边。
58.处理完成后,将热处理炉加热至330℃,将处理后的所述风电空心主轴锻件装炉,进行第二次保温处理,保温时间为10小时。第二次保温结束后,将热处理炉升温至650℃,升温速率为60℃/h,进行第三次保温处理,保温时间为13小时。第三次保温结束后,进行第一次炉冷,降温速率为50℃/h,炉冷至400℃以下,进行第二次炉冷,降温速率为30℃/h,炉冷至200℃以下,将所述风电空心主轴锻件取出空冷。
59.实施例4
60.提供一4mw风电空心主轴锻件,将热处理炉加热至870℃待料,将所述风电空心主轴锻件进行第一次空冷,空冷时间为4分钟,用测温枪测量与锻件直径较小一端距离为300mm部位的表面温度,第一次空冷期间该部位的表面温度上升了120℃,然后将锻件装炉进行第一次保温处理,保温时间为6小时。
61.将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,当所述风电空心主轴锻件的表面温度为450℃时,将所述风电空心主轴锻件移动至割料区,处理所述风电空心主轴锻件的端部和表面的毛刺和飞边。
62.处理完成后,将热处理炉加热至350℃,将处理后的所述风电空心主轴锻件装炉,进行第二次保温处理,保温时间为12小时。第二次保温结束后,将热处理炉升温至660℃,升温速率为55℃/h,进行第三次保温处理,保温时间为15小时。第三次保温结束后,进行第一次炉冷,降温速率为45℃/h,炉冷至400℃以下,进行第二次炉冷,降温速率为25℃/h,炉冷至200℃以下,将所述风电空心主轴锻件取出空冷。
63.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。