1.本实用新型涉及夹套领域,尤其涉及一种对夹式成型夹套半管成型装置。
背景技术:
2.夹套结构是指在一层筒状物的外侧增设一层外套,夹套在各种化工、石油工业、食品生产中都有所运用,夹套可以配合其他换热媒介进行热量更换,在外侧设置可以有效的回收和保护热量,内层筒状物的加工多数都是采用半管式筒进行拼接焊接的方式进行制造,然后在内层筒状物的外侧进行增设盘管、外套筒,但是此类方式生产在焊接的过程中容易出现轻微震动和其他外在因素所影响拼接后的套筒密闭性,为了提高密闭效果,高效生产夹套结构,特此设计一种对夹式成型夹套半管成型装置。
技术实现要素:
3.本实用新型的目的在于提供一种对夹式成型夹套半管成型装置,以解决上述技术问题,为实现上述目的本实用新型采用以下技术方案:
4.一种对夹式成型夹套半管成型装置,包括结构工作座、对夹外管套、对立推压臂、成型夹套内筒,所述对立推压臂设有若干组,若干组对立推压臂呈对立的设置在结构工作座的内侧面,所述对夹外管套设有两组,两组对夹外管套的外侧面分别固定在若干组对立推压臂的内侧端,所述成型夹套内筒设置在两组对夹外管套之间,所述对夹外管套的顶端开设有浇铸孔。
5.在上述技术方案基础上,所述成型夹套内筒由对立半管、浇铸成型固定框、密封隔垫组成,所述对立半管设有两组,两组对立半管呈对称设置,所述密封隔垫设置在两组对立半管之间,所述浇铸成型固定框设置在两组对立半管接触面的外侧。
6.在上述技术方案基础上,所述对立半管由半管筒、筒端板、侧边对接框组成,所述筒端板设置在半圆筒的后侧端,所述侧边对接框设置在半管筒和筒端板的侧面,且半管筒、筒端板、侧边对接框一体成型,所述侧边对接框和半管筒、筒端板之间设置有铸填槽,所述侧边对接框上开设有若干组铸填孔,所述浇铸成型固定框固定在铸填槽和铸填孔内,所述浇铸孔与铸填槽、铸填孔连通。
7.在上述技术方案基础上,所述浇铸成型固定框由c形框板、双凸板边、铸填杆组成,所述双凸板边设有两组,两组双凸板边分别设置在c形框板内侧边缘,所述两组双凸板边之间开设有密固槽,所述铸填杆设有若干组,若干组铸填杆等间距设置在两组双凸板边之间的密固槽内,所述c形框板、双凸板边、铸填杆一体浇铸成型,所述c形框板设置在侧边对接框的外侧,所述双凸板边设置在铸填槽内,所述铸填杆设置在铸填孔内。
8.与现有技术相比,本实用新型具有以下优点:本实用新型优化了夹套的结构和生产方式的设置,改变传统的焊接和铸造的方式方法,改进为一种在半管的基础上进行加工制造夹套内筒的方式,本结构具有更加耐用的密封连接方式,采用对夹浇筑连接件的方式进行固定,减少拼接过程中的微动产生的变量,宜推广使用。
附图说明
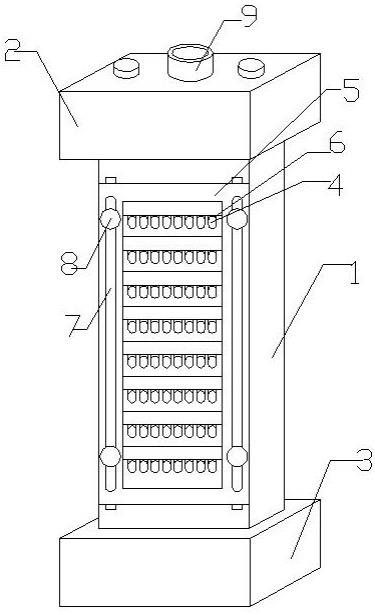
9.图1为本实用新型外观状态图。
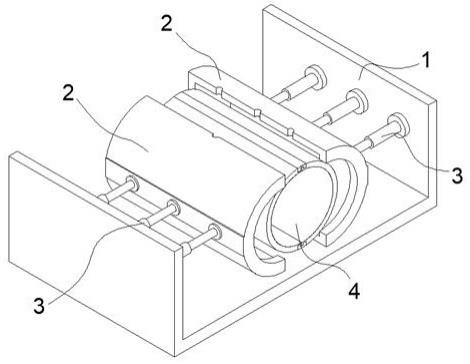
10.图2为本实用新型成型夹套内筒分解整体示意图。
11.图3为本实用新型成型夹套内筒整体示意图。
12.图4为本实用新型成型夹套内筒拆分示意图。
13.图5为本实用新型对立半管示意图。
14.图6为本实用新型对立半管局部细节示意图。
15.图7为本实用新型浇铸成型固定框示意图。
16.图8为本实用新型浇铸成型固定框局部细节示意图。
17.图中:结构工作座1、对夹外管套2、对立推压臂3、成型夹套内筒4、浇铸孔5、对立半管6、浇铸成型固定框7、密封隔垫8、半管筒9、筒端板10、侧边对接框11、铸填槽12、铸填孔13、c形框板14、双凸板边15、铸填杆16、密固槽17。
具体实施方式
18.下面结合附图和具体实施对本实用新型作进一步详细阐述。
19.一种对夹式成型夹套半管成型装置,包括结构工作座1、对夹外管套2、对立推压臂3、成型夹套内筒4,所述对立推压臂3设有若干组,若干组对立推压臂3呈对立的设置在结构工作座1的内侧面,所述对夹外管套2设有两组,两组对夹外管套2的外侧面分别固定在若干组对立推压臂3的内侧端,所述成型夹套内筒4设置在两组对夹外管套2之间,所述对夹外管套2的顶端开设有浇铸孔5。
20.所述成型夹套内筒4由对立半管6、浇铸成型固定框7、密封隔垫8组成,所述对立半管6设有两组,两组对立半管6呈对称设置,所述密封隔垫8设置在两组对立半管6之间,所述浇铸成型固定框7设置在两组对立半管6接触面的外侧。
21.所述对立半管6由半管筒9、筒端板10、侧边对接框11组成,所述筒端板10设置在半圆筒的后侧端,所述侧边对接框11设置在半管筒9和筒端板10的侧面,且半管筒9、筒端板10、侧边对接框11一体成型,所述侧边对接框11和半管筒9、筒端板10之间设置有铸填槽12,所述侧边对接框11上开设有若干组铸填孔13,所述浇铸成型固定框7固定在铸填槽12和铸填孔13内,所述浇铸孔5与铸填槽12、铸填孔13连通。
22.所述浇铸成型固定框7由c形框板14、双凸板边15、铸填杆16组成,所述双凸板边15设有两组,两组双凸板边15分别设置在c形框板14内侧边缘,所述两组双凸板边15之间开设有密固槽17,所述铸填杆16设有若干组,若干组铸填杆16等间距设置在两组双凸板边15之间的密固槽17内,所述c形框板14、双凸板边15、铸填杆16一体浇铸成型,所述c形框板14设置在侧边对接框11的外侧,所述双凸板边15设置在铸填槽12内,所述铸填杆16设置在铸填孔13内。
23.本实用新型工作原理:本装置的使用方式是将对立半管固定在对立外管套内,然后进行闭合之后浇铸,使其两组对立半管固定成型,并且保证成型后的结构密闭性。
24.工作过程是将对立半管分别固定在对夹外管套内,并且在两组对立半管之间增设密封隔垫,通过对立推压臂的移动,对立外管套使其两组对立半管连接紧密,并且完全包覆在对立半管的外侧,让两侧的铸填槽形成密闭的环境,在对立外管套顶侧的浇铸孔内浇铸
热金属液体,让热金属液体填铸在铸填槽、铸填孔内,等待冷却后,铸造呈一个完整的浇铸成型固定框,可以起到有效的固定和密闭效果。
25.以上所述为本实用新型较佳实施例,对于本领域的普通技术人员而言,根据本实用新型的教导,在不脱离本实用新型的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本实用新型的保护范围之内。
技术特征:
1.一种对夹式成型夹套半管成型装置,其特征在于,包括结构工作座(1)、对夹外管套(2)、对立推压臂(3)、成型夹套内筒(4),所述对立推压臂(3)设有若干组,若干组对立推压臂(3)呈对立的设置在结构工作座(1)的内侧面,所述对夹外管套(2)设有两组,两组对夹外管套(2)的外侧面分别固定在若干组对立推压臂(3)的内侧端,所述成型夹套内筒(4)设置在两组对夹外管套(2)之间,所述对夹外管套(2)的顶端开设有浇铸孔(5)。2.根据权利要求1所述的一种对夹式成型夹套半管成型装置,其特征在于,所述成型夹套内筒(4)由对立半管(6)、浇铸成型固定框(7)、密封隔垫(8)组成,所述对立半管(6)设有两组,两组对立半管(6)呈对称设置,所述密封隔垫(8)设置在两组对立半管(6)之间,所述浇铸成型固定框(7)设置在两组对立半管(6)接触面的外侧。3.根据权利要求2所述的一种对夹式成型夹套半管成型装置,其特征在于,所述对立半管(6)由半管筒(9)、筒端板(10)、侧边对接框(11)组成,所述筒端板(10)设置在半圆筒(9)的后侧端,所述侧边对接框(11)设置在半管筒(9)和筒端板(10)的侧面,且半管筒(9)、筒端板(10)、侧边对接框(11)一体成型,所述侧边对接框(11)和半管筒(9)、筒端板(10)之间设置有铸填槽(12),所述侧边对接框(11)上开设有若干组铸填孔(13),所述浇铸成型固定框(7)固定在铸填槽(12)和铸填孔(13)内,所述浇铸孔(5)与铸填槽(12)、铸填孔(13)连通。4.根据权利要求3所述的一种对夹式成型夹套半管成型装置,其特征在于,所述浇铸成型固定框(7)由c形框板(14)、双凸板边(15)、铸填杆(16)组成,所述双凸板边(15)设有两组,两组双凸板边(15)分别设置在c形框板(14)内侧边缘,所述两组双凸板边(15)之间开设有密固槽(17),所述铸填杆(16)设有若干组,若干组铸填杆(16)等间距设置在两组双凸板边(15)之间的密固槽(17)内,所述c形框板(14)、双凸板边(15)、铸填杆(16)一体浇铸成型,所述c形框板(14)设置在侧边对接框(11)的外侧,所述双凸板边(15)设置在铸填槽(12)内,所述铸填杆(16)设置在铸填孔(13)内。
技术总结
本实用新型涉及一种对夹式成型夹套半管成型装置,包括结构工作座、对夹外管套、对立推压臂、成型夹套内筒,所述对立推压臂设有若干组,若干组对立推压臂呈对立的设置在结构工作座的内侧面,所述对夹外管套设有两组,两组对夹外管套的外侧面分别固定在若干组对立推压臂的内侧端,所述成型夹套内筒设置在两组对夹外管套之间,所述对夹外管套的顶端开设有浇铸孔。本实用新型优化了夹套的结构和生产方式的设置,改变传统的焊接和铸造的方式方法,改进为一种在半管的基础上进行加工制造夹套内筒的方式,本结构具有更加耐用的密封连接方式,采用对夹浇筑连接件的方式进行固定,减少拼接过程中的微动产生的变量,宜推广使用。宜推广使用。宜推广使用。
技术研发人员:刘建国
受保护的技术使用者:哈尔滨爱国机械科技有限公司
技术研发日:2021.11.12
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。