1.本发明属于交变厚度截面的电子束焊接新方法,适用于电子束焊接自动焊接方法。
背景技术:
2.目前,在生产过程中焊接位置普遍采用等厚度的截面设计,在恒定的焊接工艺参数条件下实现组件间的自动化焊接连接,常用的自动化熔焊方法有电子束焊接、激光焊等方法。这种等厚度截面的焊接方法,具有工艺稳定性好、表面成形质量好、焊缝内部质量高、焊接收缩变形均匀等优点。但在工程实践中,对于高度小于300mm的型腔结构,为了提高结构刚性,内部空腔中多存在筋条、缘条等交变厚度位置,这些位置连接或焊接后难以加工,因此,这些交变厚度位置常采用内腔型面基本加工到位,即保持交变厚度状态,然后通过手工焊接或铆钉/螺栓机械连接方式进行制造,再辅助局部手工打磨处理。机械连接方式需要采用大量的铆钉/螺栓、连接角片,结构增重明显,连接强度低、承受静载低、传递载荷能力差,已经逐渐被焊接连接所取代。总之,对于内腔壁面的筋条、缘条等交变厚度截面位置,手工焊接在工艺和质量控制方面也存在较大难点和问题。
技术实现要素:
3.针对上述问题,本发明提出一种交变厚度截面的动态调控电子束焊接方法。
4.为实现上述目的,本发明提出以下技术方案。
5.一种交变厚度截面的动态调控电子束焊接方法,包括以下步骤:
6.步骤1、焊接位置设计步骤,包括:针对待焊接的对接焊接试板的交变厚度焊接截面结构,采用平面对接形式的接头,即在焊接每一个位置均是等厚度截面,沿焊接方向焊接厚度的薄、厚连续交替变化;
7.步骤2、焊接动态焦点设计步骤,包括:在恒定焊接速度条件下进行连续变化聚焦电流电子束焊接工艺试验;根据束斑状态和成形分析,确定焊接聚焦电流及其理论焦点位置,完成沿焊接路径的焊接动态焦点包络线的设计
8.步骤3、焊接动态热输入能量规划步骤,包括:针对交变厚度截面,选择不同位置等厚度的平板试件,在恒定焊接速度条件下进行变束流电子束焊接工艺试验;基于焊缝成形分析,沿焊接路径确定动态热输入能量变化,得到热输入能量变化包络线;
9.步骤4、交变厚度截面电子束焊接步骤,具体包括:在试板两端,采用厚度不低于起始和结束位置的引束流块和收束流块,依据所述焊接动态焦点包络线、热输入能量变化包络线,设计引、收束流区域焦点和能量控制,在不同区域位置设定聚焦电流和焊接束流进行电子束焊接;依据焊缝表面成形,调控聚焦电流和焊接束流,形成典型的电子束焊接工艺规范参数。
10.进一步,该方法还包括:
11.步骤5、电子束焊接成形质量分析步骤,包括:针对焊后交变厚度截面焊缝,采用目
视外观检查和x射线内部质量探伤检测;根据焊接缺陷情况,进行焊接工艺参数优化,直至获得满足质量要求的焊缝。
12.进一步,步骤2具体包括:
13.步骤2.1、沿焊接方向路径,将交变厚度截面划分为不同分区;
14.步骤2.2、在每个分区内分别测量焊接截面厚度;
15.步骤2.3、根据整体焊接截面上表面的工作距离,选取与单一厚度截面分区代表的分区截面厚度相同的平板试件,进行电子束焊接工艺试验;
16.步骤2.4、针对厚度连续变化的分区,每个分区分别选取最小、最大厚度的平板试件进行电子束焊接工艺试验;
17.步骤2.5、通过工艺试验研究,沿焊接路径设计和建立交变厚度截面焊接动态焦点包络线。
18.进一步,步骤3具体包括:
19.步骤3.1、根据每个分区内的厚度,进行电子束焊接工艺试验;
20.步骤3.2、基于焊缝成形分析,确定单一厚度截面分区的电子束焊接束流及热输入能量;
21.步骤3.3、针对厚度连续变化的分区,每个分区分别选取最小、最大厚度的等厚度平板试件进行电子束焊接工艺试验,确定每个分区最小、最大厚度位置对应的焊接束流范围及热输入能量范围;
22.步骤3.4、通过工艺试验研究,沿焊接路径设计和建立交变厚度截面动态焊接束流、热输入能量变化包络线。
23.本发明的有益效果如下:
24.(1)针对交变厚度的焊接截面,进行焊接位置区域的有效划分,通过不同位置连续聚焦电流的变化调控,建立交变厚度截面焊接聚焦电流变化曲线,沿焊接路径设计动态焊接焦点,可改善动态焊接束斑品质状态,可实现电子束焊接的稳定成形,可提高焊接研究效率,为焊接工艺规范的确定提供技术支撑。
25.(2)基于交变厚度截面的焊接结构及其分区设计,采用连续的电子束束流动态变化调控,获得沿焊接路径变化的热输入能量(束流)曲线,可实现连续热输入能量调控的动态焊接,可改善焊接成形和焊缝组织均匀性,可提高焊接质量,为焊接性能调控提供了技术基础。
附图说明
26.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
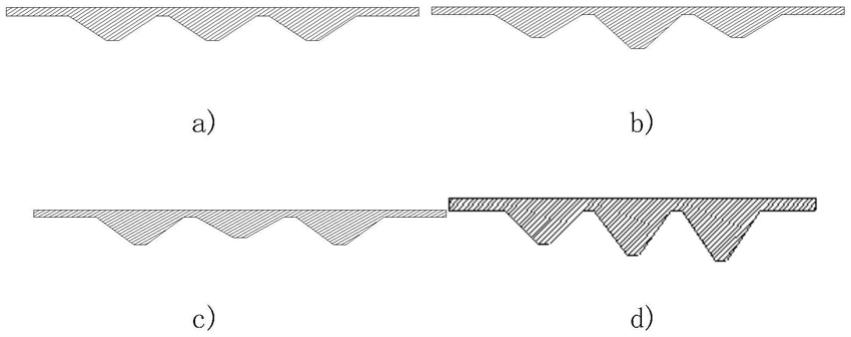
27.图1是四种形式交变厚度焊接截面的示意图;
28.图2是氩弧焊焊接坡口形式示意图;
29.图3是焊接截面对接示意图;
30.图4是焊接截面示意图;
31.图5是焊接截面厚度分区示意;
32.图6是交变厚度截面焊接焦点包络线示意图;
33.图7是交变厚度截面焊接动态热输入能量包络线示意图;
34.图8是交变厚度截面焊接动态热输入能量包络线示意图;
35.图9是交变厚度焊接截面试板一的结构示意图;
36.图10是试板一进行电子束焊接工艺试验形成的焊接动态焦点包络线;
37.图11是试板一进行电子束焊接工艺试验形成的焊接动态能量变化包络线;
38.图12是试板一在进行电子束焊接中的典型焦点变化及束流变化工艺规范;
39.图13是交变厚度焊接截面试板二的结构示意图;
40.图14是试板二进行电子束焊接工艺试验形成的焊接动态焦点包络线;
41.图15是试板二进行电子束焊接工艺试验形成的焊接动态能量变化包络线;
42.图16是试板二在进行电子束焊接中的典型焦点变化及束流变化工艺规范。
具体实施方式
43.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
44.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
45.在工程实践中涉及到的典型内腔交变厚度焊接截面单元结构,一般截面最小厚度不超过12mm、最大厚度不超过30mm,如图1所示。其中形式一的截面局部最大厚度恒定,形式二与形式三的截面局部最大厚度不等,以及形式四截面局部最大厚度逐渐增加/减小等。采用手工氩弧焊焊接,需要分别在最小厚度、最大厚度截面位置制备焊接坡口,如图2,通过逐层填丝熔焊的方式进行焊接。
46.对于这种交变厚截面结构,手工氩弧焊主要难点和问题:
47.1)薄壁与厚壁位置统一的坡口形式设计难度大,采用渐变的坡口设计或分区域坡口设计,坡口的加工制造较难;
48.2)考虑不同厚度位置装配形位关系,焊接夹具设计难;刚性装配及其装配精度控制难度大,易造成手工焊接过程中间隙超差及错边等缺陷;
49.3)手工氩弧焊需进行分段参数规划,焊缝表面成形的均匀性控制难度大;
50.4)手工焊接速度慢,不同位置热输入能量综合调控难度大,焊接变形大;
51.5)交变厚度截面位置采用不同的焊接规范参数及热输入能量,手工焊接气孔缺陷控制难。
52.本发明提出了一种交变厚度截面的电子束焊接方法,无需开坡口,焊接位置设计为平直面对接的形式;在恒定焊接速度条件下,分区域连续自动变化聚焦电流及焊接束流参数,即沿焊接方向采用动态焦点和动态热输入能量焊接,实现交变厚度截面的一次焊接焊缝成形,解决焊接位置坡口设计、加工难题,消除焊接错边缺陷,提高焊缝表面成形的均匀性,减少焊接气孔内部缺陷,降低焊接变形,为交变厚度截面结构的焊接提供一种新方
法。
53.以图1交变厚度截面的结构形式一、形式四为例,设计制备焊接试板,最小厚度不超过12mm、最大厚度不超过30mm,具体方案如下:
54.(1)焊接位置设计
55.针对交变厚度焊接截面结构,不加工焊接坡口,采用平面对接形式的接头,如图3所示,其中1、3分别为将要焊接的对接焊接试板,2为交变厚度焊接位置(焊缝),4为交变厚度的截面。即在焊接每一个位置均是等厚度截面,沿焊接方向焊接厚度的薄、厚连续交替变化。
56.(2)焊接动态焦点设计
57.以交变厚度焊接截面(图1)的形式一和形式四为例,在恒定焊接速度条件下进行连续变化聚焦电流电子束焊接工艺试验;根据束斑状态和成形分析,确定焊接聚焦电流及其理论焦点位置,完成沿焊接路径的焊接动态焦点设计。具体方案如下:
58.s1、沿焊接方向路径,将交变厚度截面划分为不同分区;
59.具体的,如图5所示,其中5~12分别代表不同的厚度截面分区;根据交变厚度焊接截面情况,可扩展到n个分区。
60.s2、在每个分区内分别测量焊接截面厚度;
61.具体的,两端的单一厚度截面分区5、12分区代表的分区厚度标记为δ5、δ
12
,对于厚度连续变化的6~11分区代表的分区厚度标记为δ5→6、δ6→7、δ7→8、δ8→9、δ9→
10
、δ
11
→
12
,可扩展到n分区代表的厚度δ
n-1
→n。
62.s3、根据整体焊接截面上表面的工作距离,选取与单一界面厚度分区5、12代表的分区截面厚度相同的平板试件,进行电子束焊接工艺试验;
63.具体的,根据表面斑点状态及焊接表面成形状态,确定理论焊接焦点位置5
′
、12
′
,分别以聚焦电流i
f5
、i
f12
的大小表示焦点状态。
64.s4、针对厚度连续变化的6~11分区,每个分区分别选取最小、最大厚度的平板试件进行电子束焊接工艺试验。
65.具体的,基于焊接表面成形,确定第n分区最小/最大厚度位置的理论焊接焦点位置(n-1
′
、n
′
),也以每个分区聚焦电流i
fn-1
~i
fn
的大小表示焦点状态。6~11分区的理论焊接焦点位置具体如下:6分区、7分区、8分区、9分区、10分区及11分区分别对应焦点位置范围(5
′
、6
′
)、(6
′
、7
′
)、(7
′
、8
′
)、(8
′
、9
′
)、(9
′
、10
′
)及(10
′
、11
′
),其对应的焦点状态分别以聚焦电流i
f5
~i
f6
、i
f6
~i
f7
、i
f7
~i
f8
、i
f8
~i
f9
、i
f9
~i
f10
、i
f10
~i
f11
等标识。
66.s5、通过工艺试验研究,沿焊接路径设计和建立交变厚度截面焊接动态焦点包络线。
67.具体的,如图6所示,其中13为电子束束流示意,14为聚焦电流包络线。
68.(3)焊接动态热输入能量规划
69.针对交变厚度截面,选择不同位置等厚度的平板试件,在恒定焊接速度条件下进行变束流电子束焊接工艺试验;基于焊缝成形分析,沿焊接路径确定动态热输入能量变化,得到热输入能量变化包络线。具体方案如下:
70.s1、按照图5所示进行截面分区,根据每个分区内的厚度,进行电子束焊接工艺试验。
71.s2、基于焊缝成形分析,确定单一厚度截面分区的电子束焊接束流及热输入能量;
72.具体的,确定单一厚度截面分区5、12的电子束焊接束流i
b5、ib12
;依据热输入q=ua*ib/v公式,计算分区5、12的热输入能量q5、q
12
。
73.针对6~11分区,每个分区分别选取最小、最大厚度的等厚度平板试件进行电子束焊接工艺试验,确定每个分区最小/最大厚度位置对应的焊接束流范围i
b5
~i
b6
、i
b6
~i
b7
、i
b7
~i
b8
、i
b8
~i
b9
、i
b9
~i
b10
、i
b10
~i
b11
,热输入能量范围分别对应q5~q6、q6~q7、q7~q8、q8~q9、q9~q
10
、q
10
~q
11
。可扩展到多个分区,其中厚度过渡的第n分区,焊接束流、热输入能量范围可分别对应i
bn-1
~i
bn
、q n-1
~qn。通过工艺试验研究,沿焊接路径设计和建立交变厚度截面动态焊接束流、热输入能量变化包络线,如图7所示。
74.(4)交变厚度截面电子束焊接
75.在试板两端,采用厚度不低于起始和结束位置的引束流块17和收束流块18,尺寸不小于50mm
×
40mm。依据图6、7的焊接动态焦点包络线14、热输入能量包络线15,设计引/收束流区域焦点和能量控制,在不同区域位置设定聚焦电流和焊接束流进行电子束焊接;依据焊缝表面成形,调控聚焦电流和焊接束流,形成典型的电子束焊接工艺规范参数,如图8所示,即聚焦电流曲线19和焊接束流曲线20,获得表面成形良好的焊缝。
76.(5)电子束焊接成形质量分析
77.针对焊后交变厚度截面焊缝,采用目视外观检查和x射线内部质量探伤检测;根据焊接缺陷情况,进行焊接工艺参数优化,主要调控聚焦电流曲线19和焊接束流曲线20,直至获得满足质量要求的焊缝。
78.下面分别以最小厚度3mm、最大厚度20mm及总长度250mm的不锈钢交变厚度截面两种试板为实施例,如图9、10所示,引/收束流块尺寸为50mm
×
40mm
×
3mm。
79.实施例1:以图9交变厚度试板为例其具体实现过程为:
80.(1)焊接位置及接头形式设计:无需加工焊接坡口,如图3和4所示,采用平直截面的对接接头形式试板1和3,焊接截面和焊接路径如图9,焊后对应焊缝2位置。
81.(2)电子束焊接动态焦点设计:依据图5进行焊接分区划分,分为5~12等8个区,其中5、12区为等厚度分区,6~11区为交变厚度区。设定工作距离300mm,选取焊接速度900mm/min,采用3~20mm的不同厚度不锈钢平板试件进行电子束焊接试验,如3mm、10mm、20mm等厚度平板;通过工艺试验研究,沿焊接路径建立了交变厚度截面聚焦电流变化的动态焊接焦点曲线,如图10所示。
82.(3)电子束焊接动态热输入能量规划:基于动态焦点曲线,针对交变厚度的5~12等8个区(图5),选取3~20mm不同厚度的不锈钢平板试件进行电子束焊接试验;调控焊接束流等热输入能量参数,分别实现单一厚度平板焊接双面成形,建立了交变厚度截面动态焊接束流、热输入能量变化曲线,如图11所示。
83.(4)交变厚度截面电子束焊接:依据图10、11的焊接动态焦点曲线14、热输入能量曲线15,在不同区域位置设定聚焦电流和焊接束流,设计引/收束流区域焦点及能量控制,编辑自动焊接程序,调控聚焦电流和焊接束流进行电子束焊接,如图12所示,获得典型的动态焦点、动态束流的焊接工艺规范,实现焊缝表面成形。
84.(5)电子束焊接质量分析:目视观察焊后交变厚度截面焊缝成形,采用x射线探伤检测内部质量;焊接焊缝质量满足hb7608标准ⅰ级。
85.实施例2:以图13交变厚度试板为例其具体实现过程为:
86.(1)焊接位置及接头形式设计:无需加工焊接坡口,如图3和4所示,采用平直截面的对接接头形式试板1和3。
87.(2)电子束焊接动态焦点设计:依据图5进行焊接分区划分,分为5~12等8个区,其中5、12区为等厚度分区,6~11区为交变厚度区。设定工作距离300mm,选取焊接速度900mm/min,采用3~20mm的不同厚度不锈钢平板试件进行电子束焊接试验,如3mm、5mm、8mm、10mm、15mm、20mm等厚度平板;通过工艺试验研究,沿焊接路径建立了交变厚度截面聚焦电流变化的动态焊接焦点曲线,如图14所示。
88.(3)电子束焊接动态热输入能量规划:基于动态焦点曲线,针对交变厚度的5~12等8个区(图5),选取3~20mm不同厚度的不锈钢平板试件进行电子束焊接试验;调控焊接束流等热输入能量参数,分别实现单一厚度平板焊接双面成形,建立了交变厚度截面动态焊接束流、热输入能量变化曲线,如图15所示。
89.(4)交变厚度截面电子束焊接:依据图14、图15的焊接动态焦点曲线14、热输入能量曲线15,在不同区域位置设定聚焦电流和焊接束流,设计引/收束流区域焦点及能量控制,编辑自动焊接程序,调控聚焦电流和焊接束流进行电子束焊接,如图16所示,获得典型的动态焦点19、动态束流20的焊接工艺规范,实现焊缝表面成形。
90.(5)电子束焊接质量分析:目视观察焊后交变厚度截面焊缝成形,采用x射线探伤检测内部质量;焊接焊缝质量满足hb7608标准ⅰ级。
91.需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。对于方法的实施例而言,相关之处可参见设备实施例的部分说明。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
92.以上所述仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。