1.本实用新型涉及包装袋捆扎技术领域,尤其是涉及一种折叠机构及包装袋捆扎装置。
背景技术:
2.快递袋、背心袋和超市袋等包装袋在生产后通常需要进行折叠或卷曲操作后进行捆扎,在对包装袋进行折叠过程中,包装袋容易产生错位,故而将导致包装袋混乱。此外,以往通常采用橡皮筋对包装袋进行捆扎,在存储过程中橡皮筋容易产生老化,捆扎后的包装袋容易散开,并且老化的橡皮筋容易粘结在包装袋上,进而给使用者造成困扰。
技术实现要素:
3.本实用新型的目的在于提供一种折叠机构及包装袋捆扎装置,可以实现对包装袋的压紧和折叠,缓解包装袋错位和散乱的技术问题。
4.第一方面,本实用新型提供的折叠机构,包括:基座、叠料架、压紧件和叠料驱动器件;
5.所述压紧件与所述基座相对设置,且所述压紧件用于将包装袋压紧固定在所述基座上;
6.所述叠料驱动器件与所述叠料架传动连接;
7.所述叠料驱动器件用于驱动所述叠料架相对于所述基座移动,以折叠所述包装袋。
8.结合第一方面,本实用新型提供了第一方面的第一种可能的实施方式,其中,所述叠料架包括:第一板件、料夹和夹持驱动件;
9.所述叠料驱动器件与所述第一板件传动连接;
10.所述料夹活动连接于所述第一板件上,所述料夹与所述夹持驱动件传动连接。
11.结合第一方面的第一种可能的实施方式,本实用新型提供了第一方面的第二种可能的实施方式,其中,所述第一板件设有第一槽口,所述第一槽口与所述压紧件相对设置。
12.结合第一方面的第二种可能的实施方式,本实用新型提供了第一方面的第三种可能的实施方式,其中,所述第一板件上安装有第二板件,所述第二板件与所述第一板件之间形成叠料口。
13.结合第一方面的第三种可能的实施方式,本实用新型提供了第一方面的第四种可能的实施方式,其中,所述第二板件上设有与所述第一槽口相对的第二槽口。
14.结合第一方面的第三种可能的实施方式,本实用新型提供了第一方面的第五种可能的实施方式,其中,所述第二板件上设有第一让位槽,所述第一让位槽用于让位所述料夹。
15.结合第一方面的第一种可能的实施方式,本实用新型提供了第一方面的第六种可能的实施方式,其中,所述基座上设有第二让位槽,所述第二让位槽用于让位所述料夹。
16.第二方面,本实用新型提供的包装袋捆扎装置,包括:上料机构、捆扎机构和第一方面提供的折叠机构;所述上料机构用于将包装袋输送至所述基座上;所述捆扎机构安装在所述折叠机构的下序。
17.结合第二方面,本实用新型提供了第二方面的第一种可能的实施方式,其中,所述上料机构包括:备料承载件和夹料输送件,所述夹料输送件安装在所述备料承载件和所述基座之间;
18.所述备料承载件用于存放所述包装袋,所述夹料输送件用于将所述包装袋自所述备料承载件输送至所述基座上。
19.结合第二方面的第一种可能的实施方式,本实用新型提供了第二方面的第二种可能的实施方式,其中,所述备料承载件包括:托板、挡料件和振动发生器;
20.所述托板具有用于存储所述包装袋的存料区,所述挡料件位于所述存料区与所述夹料输送件之间,且所述挡料件与所述振动发生器连接。
21.结合第二方面的第二种可能的实施方式,本实用新型提供了第二方面的第三种可能的实施方式,其中,所述托板铰接安装在支撑架上,且所述托板与偏转驱动件传动连接;
22.所述偏转驱动件用于驱动所述托板在倾斜状态和平置状态之间切换;
23.在所述倾斜状态,自远离所述夹料输送件的一端至接近所述夹料输送件的一端,所述托板向下倾斜;
24.在所述平置状态,所述托板的板面水平。
25.结合第二方面的第三种可能的实施方式,本实用新型提供了第二方面的第四种可能的实施方式,其中,所述托板上设有插槽,所述插槽与所述夹料输送件的夹爪相对设置;
26.在所述倾斜状态,所述挡料件自下向上穿过所述插槽;
27.在所述平置状态,所述挡料件位于所述托板的下方。
28.结合第二方面,本实用新型提供了第二方面的第五种可能的实施方式,其中,所述捆扎机构包括:捆扎支架、捆扎夹紧件和系绳件;
29.所述捆扎夹紧件安装在所述捆扎支架的上方,且所述捆扎夹紧件用于将所述包装袋压紧在所述捆扎支架上;
30.所述系绳件安装于所述捆扎支架上,且所述系绳件用于将绳件系在所述包装袋上。
31.结合第二方面的第五种可能的实施方式,本实用新型提供了第二方面的第六种可能的实施方式,其中,所述捆扎支架上安装有移料器件,所述移料器件用于将所述包装袋自所述捆扎支架移送至下料器件上。
32.本实用新型实施例带来了以下有益效果:采用压紧件与基座相对设置,通过压紧件将包装袋压紧固定在基座上,叠料驱动器件与叠料架传动连接,通过叠料驱动器件驱动叠料架相对于基座移动,从而对包装袋进行折叠,折叠过程中压紧件可压紧固定包装袋,从而避免包装袋产生错位并散乱的技术问题。
33.为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
34.为了更清楚地说明本实用新型具体实施方式或相关技术中的技术方案,下面将对具体实施方式或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
35.图1为本实用新型实施例提供的折叠机构和包装袋在弯折形成第一折叠段的示意图一;
36.图2为本实用新型实施例提供的折叠机构和包装袋在弯折形成第一折叠段的示意图二;
37.图3为本实用新型实施例提供的折叠机构和包装袋在弯折形成第一折叠段和第二折叠段时的示意图;
38.图4为本实用新型实施例提供的折叠机构和包装袋在弯折形成第一折叠段、第二折叠段和第三折叠段时的示意图;
39.图5为本实用新型实施例提供的折叠机构的折叠机构在基座和压紧件共同夹持第一折叠段、第二折叠段和第三折叠段的示意图;
40.图6为本实用新型实施例提供的折叠机构的折叠机构和折叠完成的包装袋的示意图;
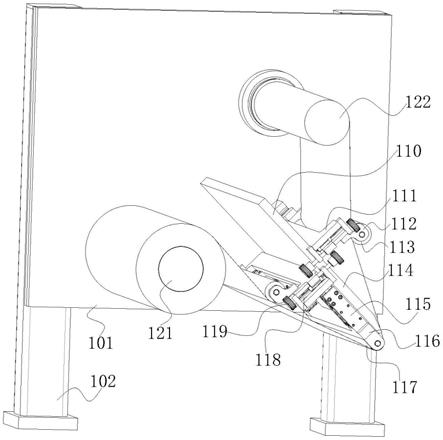
41.图7为本实用新型实施例提供的包装袋捆扎装置的示意图;
42.图8为本实用新型实施例提供的包装袋捆扎装置的包装袋和上料机构的示意图;
43.图9为本实用新型实施例提供的包装袋捆扎装置的叠料架、叠料驱动器件和捆扎机构的示意图;
44.图10为本实用新型实施例提供的包装袋捆扎装置的捆扎机构和包装袋的示意图;
45.图11为本实用新型实施例提供的包装袋捆扎装置的捆扎机构的示意图。
46.图标:001-基座;101-第二让位槽;002-叠料架;201-叠料口;021-第一板件;211-第一槽口;022-料夹;023-夹持驱动件;024-第二板件;241-第二槽口;242-第一让位槽;003-压紧件;004-叠料驱动器件;401-平移驱动器件;402-升降驱动器件;005-包装袋;501-第一折叠段;502-第二折叠段;503-第三折叠段;006-上料机构;061-备料承载件;611-托板;612-挡料件;613-振动发生器;614-支撑架;615-偏转驱动件;616-插槽;617-限位件;062-夹料输送件;007-捆扎机构;071-捆扎支架;072-捆扎夹紧件;073-系绳件;731-绕绳臂;732-绕绳柱;733-系绳钩;074-移料器件;741-推料挡板;742-导轨;008-下料器件;801-推料件。
具体实施方式
47.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
48.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是
为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。公式中的物理量,如无单独标注,应理解为国际单位制基本单位的基本量,或者,由基本量通过乘、除、微分或积分等数学运算导出的导出量。
49.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
50.实施例一
51.如图1和图2所示,本实用新型实施例提供的折叠机构,包括:基座001、叠料架002、压紧件003和叠料驱动器件004;压紧件003与基座001相对设置,且压紧件003用于将包装袋005压紧固定在基座001上;叠料驱动器件004与叠料架002传动连接;叠料驱动器件004用于驱动叠料架002相对于基座001移动,以折叠包装袋005。
52.具体的,压紧件003包括:安装在机架上的伸缩气缸,以及,安装在伸缩气缸活动端的压头。通过伸缩气缸驱动压头移动,当压头接近基座001时,堆叠成沓的多个包装袋005可被压紧在基座001和压头之间,从而实现对包装袋005的固定,避免折叠过程包装袋005产生错位和散乱的技术问题。此外,通过叠料驱动器件004驱动叠料架002相对于基座001移动,从而叠料架002可以对包装袋进行推挤、夹持和承载,进而能够操作包装袋005进行翻折。
53.需要说明的是,叠料驱动器件004包括:平移驱动器件401和升降驱动器件402,平移驱动器件401包括减速电动机和传动连接减速电动机的传动带,通过传动带与叠料架002连接,从而可驱动叠料架002沿水平方向往复平移。另外,机架上安装有横向滑轨,横向滑架沿横向滑轨滑动,横向滑架上安装有纵向滑轨,叠料架002滑动连接于纵向滑轨,升降驱动器件402采用丝杠传动方式驱动叠料架002升降移动。
54.在本实用新型实施例中,叠料架002包括:第一板件021、料夹022和夹持驱动件023;叠料驱动器件004与第一板件021传动连接;料夹022活动连接于第一板件021上,料夹022与夹持驱动件023传动连接。
55.具体的,料夹022铰接于第一板件021上,夹持驱动件023采用气缸或油缸,且夹持驱动件023与料夹022传动连接。料夹022与第一板件021之间形成夹持区,通过夹持驱动件023驱动料夹022,从而可实现夹持区的开闭切换。
56.如图1所示,第一板件021设有第一槽口211,第一槽口211与压紧件003相对设置。当叠料架002移动到基座001上方时,包装袋005将在叠料架002和基座001的共同作用下实现折叠。压紧件003可穿过第一槽口211并将包装袋005压紧固定在基座001上,然后叠料驱动器件004驱动叠料架002平移以离开基座001的上方。
57.如图1、图2、图4、图5和图6所示,第一板件021上安装有第二板件024,第二板件024与第一板件021之间形成叠料口201。
58.具体的,在铅锤方向上,第二板件024投影到第一板件021上,在初始状态下,第一板件021位于基座001的下方,第二板件024与基座001平齐并拼接,通过第二板件024与基座
001共同承载待折叠的包装袋005。参见图1和图2,当平移驱动器件401驱动叠料架002向远离基座001的方向移动时,延伸到基座001外部的第一折叠段501在重力作用下产生下垂。
59.如图6所示,当第一板件021移动到基座001下方时,第二板件024位于基座001的上方,此时基座001将推抵包装袋005,使包装袋005沿基座001的边缘产生折痕,进而在叠料口201内实现折叠。
60.如图1所示,第二板件024上设有与第一槽口211相对的第二槽口241。当第一板件021移动到基座001的上方以对包装袋005进行折叠时,压紧件003可穿过第二槽口241和第一槽口211,并抵接于包装袋005,从而将折叠后的包装袋005压紧在基座001和压紧件003之间。
61.此外,第二板件024上设有第一让位槽242,第一让位槽242用于让位料夹022。当夹持驱动件023驱动料夹022切换至开启状态时,料夹022穿过第一让位槽242后上扬,以便进入到第一板件021和第二板件024之间的包装袋005能够进入到料夹022的夹持区内;当夹持驱动件023驱动料夹022切换至闭合状态时,位于第一板件021和第二板件024之间的包装袋005将被夹持在第一板件021和料夹022之间。
62.如图3和图6所示,基座001上设有第二让位槽101,第二让位槽101用于让位料夹022。
63.当叠料驱动器件004驱动叠料架002平移,直至基座001插入叠料口201内时,包装袋005将沿基座001的边缘产生折痕,从而在叠料口201内实现折叠。随后,夹持驱动件023驱动料夹022切换至闭合状态,从而使料夹022实现对包装袋005的夹持。在料夹022夹持包装袋005时,第二让位槽101避让料夹022,从而避免料夹022的夹持作用力施加到基座001上,随后叠料驱动器件004可驱动叠料架002和折叠后的包装袋005同步移动。
64.实施例二
65.如图1和图7所示,本实用新型实施例提供的包装袋捆扎装置,包括:上料机构006、捆扎机构007和实施例一提供的折叠机构;上料机构006用于将包装袋005输送至基座001上;捆扎机构007安装在折叠机构的下序。
66.具体的,上料机构006采用输送带或者机械手将包装袋005输送到基座001上,捆扎机构007用于将pe塑料绳绕设在折叠后的包装袋005上,通过打结的方式对折叠后的包装袋005进行捆扎。
67.在本实用新型实施例中,上料机构006包括:备料承载件061和夹料输送件062,夹料输送件062安装在备料承载件061和基座001之间;备料承载件061用于存放包装袋005,夹料输送件062用于将包装袋005自备料承载件061输送至基座001上。
68.具体的,夹料输送件062包括:夹臂和传动连接夹臂的带式驱动器件,带式驱动器件采用电动机驱动同步带的方式带动夹臂沿滑轨平移。当夹臂夹持包装袋005后,带式驱动器件可驱动夹臂和包装袋005同步移动,从而使包装袋005自备料承载件061移动到基座001上。
69.如图8所示,备料承载件061包括:托板611、挡料件612和振动发生器613;托板611具有用于存储包装袋005的存料区,挡料件612位于存料区与夹料输送件062之间,且挡料件612与振动发生器613连接。
70.具体的,振动发生器613产生振动并使振动传递至挡料件612,当挡料件612振动
时,挡料件612与包装袋005的侧边接触,从而可使叠放在一起的包装袋005沿挡料件612对齐。
71.进一步的,托板611铰接安装在支撑架614上,且托板611与偏转驱动件615传动连接;偏转驱动件615用于驱动托板611在倾斜状态和平置状态之间切换;在倾斜状态,自远离夹料输送件062的一端至接近夹料输送件062的一端,托板611向下倾斜;在平置状态,托板611的板面水平。
72.一种实施方式中,偏转驱动件615采用舵机,通过舵机传动连接托板611,从而可驱动托板611摆转,以实现托板611在倾斜状态和平置状态之间往复切换。
73.本实施方式中,偏转驱动件615采用气缸,气缸的活动端与托板611铰接,通过气缸伸缩可驱动托板611摆转,从而改变托板611的倾斜角度。在倾斜状态下,包装袋005在重力的作用下滑落至抵接于挡料件612,从而确保包装袋005接触挡料件612,以便振动的挡料件612能够使多个包装袋005对齐。
74.如图7和图8所示,多个包装袋005对齐接近夹料输送件062的方向沿挡料件612对齐,以便夹料输送件062能够将堆叠的多个包装袋005同时夹持,避免夹持时个别包装袋005被遗漏。
75.此外,托板611上安装有两个限位件617,存料区位于两个限位件617之间,位于存料区内的包装袋005可在两个限位件617之间向接近挡料件612的方向滑动,从而确保叠放在一起的多个包装袋005形成整齐的一沓。
76.进一步的,托板611上设有插槽616,插槽616与夹料输送件062的夹爪相对设置;在倾斜状态,挡料件612自下向上穿过插槽616,此时,包装袋005向下滑至抵接挡料件612,从而使多个包装袋005沿挡料件612对齐。在平置状态,挡料件612位于托板611的下方,此时,夹料输送件062的夹臂上的夹爪可插设于插槽616并进入到包装袋005的下方,以便夹臂能够对放置在托板611上的包装袋005进行夹持。
77.如图1和图7所示,当包装袋005被折叠后,通过叠料驱动器件004可驱动叠料架002将折叠完成的包装袋005移送至捆扎机构007。
78.一种实施方式中,捆扎机构007用于将橡皮筋撑开,并使被撑开的橡皮筋套设在包装袋005上,通过橡皮筋对包装袋005进行捆扎。
79.如图1、图7、图9、图10和图11所示,本实施方式中,捆扎机构007包括:捆扎支架071、捆扎夹紧件072和系绳件073;捆扎夹紧件072安装在捆扎支架071的上方,通过捆扎夹紧件072将包装袋005压紧在捆扎支架071上;系绳件073安装于捆扎支架071上,通过系绳件073将绳件系在包装袋005上。
80.具体的,捆扎夹紧件072包括压杆和传动连接压杆的升降驱动缸。系绳件073包括:绕绳臂731、绕绳柱732和系绳钩733,采用升降气缸和平移气缸分别驱动绕绳臂731,在初始状态下,位于捆扎机构007上的绳件被张紧在绕绳臂731和绕绳柱732之间,并且绳件沿铅锤方向延伸,当叠料驱动器件004驱动叠料架002移动,并将包装袋005移动到捆扎支架071上时,包装袋005将推挤绳件,进而使绳件对包装袋形成半包裹状态。随后,升降驱动缸驱动压杆下降,压杆穿过第二槽口241和第一槽口211,并将包装袋005压紧在压杆和基座001之间。在包装袋005被捆扎夹紧件072夹紧固定后,叠料架002释放包装袋005,叠料驱动器件004驱动叠料架002移动复位至初始状态。升降气缸和平移气缸分别驱动绕绳臂731移动,通过绕
绳臂731将绳件的一端绕设绕绳柱732,通过系绳驱动件驱动系绳钩733钩取绳件并进行打结操作,与此同时,尚未捆扎包装袋005的绳件将被牵拉并张紧在绕绳臂731和绕绳柱732之间,从而使绕绳臂731和绕绳柱732回复至初始状态。系绳钩733钩取绳件,通过绕设、夹持并牵拉绳件的一端,从而便可使绳件系成活结,打结方式及系绳钩733的运动形式现有技术中皆存在多种实施方式,此处不再赘述。
81.此外,被捆扎后的包装袋005可被移料器件074输送到下料器件008上,移料器件074包括:推料挡板741和导轨742,推料挡板741安装在推料滑块上,推料滑块滑动连接在导轨742上,可以采用气缸或电动机为推料滑块提供沿导轨742滑动的动力。当包装袋005被捆扎后,通过驱动推料挡板741沿导轨742滑动,从而可将捆扎后的包装袋005推送至下料器件008上。推料件801包括伸缩缸和连接在伸缩缸活动端的推板,通过推料件801可驱动包装袋沿下料器件008的承载面平移,从而将多捆包装袋005平齐地摆放在下料器件008上。
82.如图1和图2所示,包装袋折叠方法采用上述实施方式提供的折叠机构,且包括以下步骤:将包装袋005放置在基座001上,并使包装袋005的第一折叠段501向接近叠料架002的方向延伸至基座001的承载端面以外;通过压紧件003将包装袋005压紧固定在基座001上。
83.通过叠料驱动器件004将叠料架002移动到第一折叠段501的上方,随后使叠料架002下压第一折叠段501,然后使叠料架002推动第一折叠段501弯折至基座001的下方;
84.如图3所示,操控压紧件003释放包装袋005;通过叠料架002夹持第一折叠段501以及位于第一折叠段501上方的第二折叠段502;通过叠料驱动器件004驱动叠料架002向远离基座001的方向移动,直至包装袋005的第三折叠段503脱离基座001,以使第三折叠段503向下弯折。
85.如图4所示,操控叠料驱动器件004驱动叠料架002上升并平移至基座001的上方,过程中基座001推动第三折叠段503弯折至第一折叠段501的下方。
86.如图3和图5所示,包装袋折叠方法还包括:
87.在第三折叠段503弯折至第一折叠段501的下方时,通过压紧件003将第二折叠段502、第一折叠段501和第三折叠段503夹持在压紧件003和基座001之间;操控叠料驱动器件004驱动叠料架002移动,并使叠料架002将延伸至基座001的承载端面以外的包装袋005弯折至基座001的下方;当叠料架002释放包装袋005时,延伸至基座001的承载端面以外的包装袋005在重力作用下产生向下弯折,以形成图5所示的弯折状态。随后,叠料驱动器件004驱动叠料架002推动包装袋005向下弯折的部分折叠至基座001的下方,以形成图6所示的折叠状态。
88.随后,操控压紧件003释放包装袋005,并通过叠料架002夹持包装袋005,以使包装袋005保持折叠状态,此后,通过叠料驱动器件004驱动叠料架002移动,从而可以实现对折叠后的包装袋005进行转运输送。
89.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。