1.本实用新型涉及汽车排气消声器总成焊接领域,具体涉及大回转副气密补焊支撑装置。
背景技术:
2.大回转排气消声器总成生产线中的焊枪机械臂平均2分18秒可以焊接完成一件大总成,此为初次焊接;但是,二次焊接旋转气密补焊工位由于人工补焊较慢,一件大总成完成补焊及气密工作需要3分钟,且补焊过程中,焊枪机械臂需要等待人工补焊不能进行工作,产能不能进行完全释放;现有技术中提到了排气消声器总成的夹持装置,目的在焊接过程中对排气消声器总成进行夹持,没有涉及如何释放焊枪机械臂产能。
3.本方案提供一种副气密补焊支撑装置,在焊枪机械臂完成初次焊接之后,将排气消声器总成从大回转旋转气密工位的焊接端中转至补焊支撑装置,腾出焊枪机械臂的工位,而在补焊支撑装置进行补焊,提高了焊枪机械臂的工作效率;以及在补焊过程中起到支撑稳定的作用。
技术实现要素:
4.本实用新型的目的在于提供大回转副气密补焊支撑装置,以解决焊枪机械臂工作过程时,需要等待补焊的浪费时间的问题和补焊过程中支撑稳定的问题。
5.基础方案:大回转副气密补焊支撑装置,其特征在于:包括底板、后消包支撑板和中消包支撑板,底板横向设置,后消包支撑板竖向设置;所述后消包支撑板和中消包支撑板均可拆卸连接于底板上,所述后消包支撑板垂直设置于底板;所述后消包支撑板包括支撑底座、调节板和支撑板,支撑底座通过调节板可拆卸连接支撑板;支撑板侧面接触后消包下壳侧壁进行限位;中消包支撑板包括支撑底座和月牙,月牙板与支撑底座可拆卸连接。
6.本方案的有益效果:1.将初次焊接完成后的排气消声器总成移动至该补焊支撑装置,为大回转旋转气密的工位腾出位置,提升焊枪机械臂的效率;2.补焊过程中起到支撑稳固的作用,补焊更方便。
7.优选方案一:作为对基础方案的进一步优化,调节板上设置调节孔,螺栓插入不同高度的调节孔以调节后消包支撑板高度。微调螺栓以使后消包支撑板与中消包支撑板均能稳固放置于补焊支撑装置上,不发生摇晃。
8.优选方案二:作为对优选方案一的进一步优化,所述月牙板包括支撑端和固定端,支撑端与固定端一体成型,支撑端呈月牙状,固定端为长方形板状,固定端通过螺栓与支撑底座可拆卸链接。支撑端的月牙形状能够配合中消包侧壁形状,达到稳固支撑。
9.优选方案三:作为对优选方案二的进一步优化,底板设置调节孔,以沿横向调节后消包支撑板位置。横向调整支撑板位置可以使后消包支撑板能对后消包进行限位。
10.优选方案四:作为对优选方案三的进一步优化,所述后消包支撑板沿后消包边缝底端四周分布多个。后消包支撑板呈环状分布可以对后消包下壳进行限位,可以使后消包
支撑更稳固。
11.优选方案五:作为对优选方案四的进一步优化,所述底板下端与气缸伸缩轴固定连接。气缸用于调整整个补焊支撑装置的高度,以适合补焊高度。
附图说明
12.图1为本实用新型实施例的示意图;
13.图2为本实用新型工作状态示意图;
14.图3为本实用新型月牙板示意图;
15.图4为本实用新型排气消声端总成示意图。
具体实施方式
16.下面通过具体实施方式进一步详细说明:
17.说明书附图中的附图标记包括:底板10、气缸11、后消包支撑板20、支撑底座21、调节板22、调节孔221、支撑板23、中消包支撑板30、月牙板31、固定端32、支撑端33、排气消声器总成40、后消包41、上壳410、下壳411、边缝412、3l包42、中消包43、中间管44。
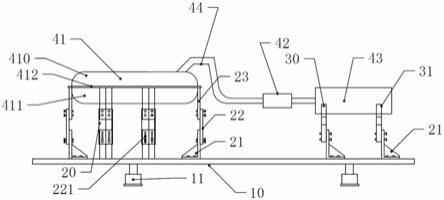
18.实施例基本如附图1所示:
19.大回转副气密补焊支撑装置,包括底板10、后消包支撑板20和中消包支撑板30,底板10横向设置,后消包支撑板20竖向设置;所述后消包支撑板20和中消包支撑板30均可拆卸连接于底板10上,所述后消包支撑板20垂直设置于底板10;所述后消包支撑板20包括支撑底座21、调节板22和支撑板23,支撑底座21通过调节板22可拆卸连接支撑板23;支撑板23侧面接触后消包41下壳411侧壁进行限位;中消包支撑板30包括支撑底座21和月牙板31,月牙板31与支撑底座21可拆卸连接。
20.底板10下端设置气缸11,底板10与气缸11伸缩轴固定连接,调节气缸伸缩轴的高度实现整个支撑装置高度的调整,以配合副气密补焊焊枪的高度范围以及适应工作员焊接高度的要求。
21.后消包支撑板20的支撑底座21通过螺栓固定于底板10上,底板10上沿横向设置多个圆形调节孔221,螺栓插入不同的调节孔221可以横向调整支撑底座21的位置。支撑底座21与呈长方形的板状调节板22连接,调节板22上设置多个调节孔221,螺栓插入不同位置的调节孔221可以微调后消包支撑板20的高度;支撑板23通过螺栓连接于调节板22上。
22.如附图2所示,大回转副气密补焊支撑装置用于支撑排气消声器总成40,如附图2、附图4所示,排气消声器总成40包括后消包41、中消包43、3l包42和中间管44,其中,3l包42位于中间管44上,中间管44连接后消包41和中消包43,并使后消包41和中消包43位于不同的高度,中消包43的高度低于后消包41的高度;中消包43呈椭圆柱状。后消包41由上壳410与下壳411两部分组成,上壳410与下壳411的接触端含有向外延伸的边缝412,边缝412沿后消音包四周分布,并含有一定厚度。
23.后消包支撑板20位于后消音包的边缝412下端,后消包支撑板20设置为6个,其中后消包41下端的前后各设置2个,左右各设置1个,沿边缝412底端的四周分布,支撑板23的顶端接触边缝412进行支撑,支撑板23的侧面接触后消包41下壳411用于对后消包41进行限位;使焊接过程中保持稳定。
24.中消包支撑板30的高度低于后消包支撑板20高度,中消包支撑板30的支撑底座21与后消包支撑板20的支撑底座21使用同一型号;支撑底座21和月牙板31通过螺栓可拆卸连接;如附图3所示,月牙板31包括支撑端33和固定端32,支撑端33与固定端32一体成型,支撑端33为月牙状,固定端32为长方形板状,固定端32通过螺栓与支撑底座21固定。月牙板31支撑于后消包41的侧壁,为配合后消包41侧壁形状,月牙板31设置为有一定弯曲弧度的月牙状便于支撑。
25.具体实施过程如下:
26.排气消声器总成40在大回转旋转气密的工位使用焊枪机械臂进行初次焊接,机械臂焊接存在一定缝隙不够严密,此时需要进行补焊,为二次焊接;但在补焊过程中,需要将排气消声器总成40移动至副气密补焊支撑装置上进行,以挪出旋转气密工位对下一个排气消声器总成40进行焊接,将初次焊接与二次焊接分开进行,提高焊枪机械臂的工作效率。
27.初次焊接完成后,使用搬运机械臂将搬运至大回转副气密补焊支撑装置上;调整气缸11高度达到合适焊接位置;调整微调后消包支撑板20的高度使后消包41与中消包43都能得到支撑固定,不发生摇晃;横向调整后消包支撑板20对后消包41进行限位固定;进行二次焊接,二次焊接可以使用人工焊接;二次焊接完成后,向上提起排气消声器总成40,将其搬运至储物架即可。
28.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。