一种基于3d打印负泊松比结构的高压电系数d31钛酸钡陶瓷的制作方法
技术领域
1.本发明涉及一种3d打印技术、一种负泊松比结构胞元以及一种压电陶瓷,属于功能陶瓷、增材制造领域,特别是使用dlp(数字光处理)3d打印技术制备了基于反手性负泊松比结构的高压电系数钛酸钡陶瓷。
背景技术:
2.负泊松比超材料具有优异的抗剪切性能、抗冲击性能、抗断裂性能、吸能隔振、渗透率可变性能、曲面同向性等力学性能,其在受到轴向拉伸(或压缩)时,其垂直方向有膨胀(或收缩)的力学特性,故也叫做拉胀材料。二维手性结构是由单位节点和韧带组成的,根据单位节点排列规律,手性结构主要分为三切向、四切向和六切向结构,根据单位圆的旋转方向被划分为手性结构和反手性结构,呈周期阵列的负泊松比结构的等效弹性模量是相同表观体积的实心块的十几或几十倍。
3.压电陶瓷是一种能够将机械能和电能互相转换的功能陶瓷材料。钛酸钡(batio3)是发现最早的一类无铅压电陶瓷,具有优异的介电、压电和铁电等性能,广泛应用于多层陶瓷电容器。
4.压电陶瓷最大的特性是具有压电性,包括正压电性和逆压电性。正压电性是指某些电介质在机械外力作用下,介质内部正负电荷中心发生相对位移而引起极化,从而导致电介质两端表面内出现符号相反的束缚电荷。在外力不太大的情况下,其电荷密度与外力成正比。反之,当给具有压电性的电介质加上外电场时,电介质内部正负电荷中心发生相对位移而被极化,由此位移导致电介质发生形变,这种效应称之为逆压电性。当电场不是很强时形变与外电场呈线性关系。压电效应的强弱反映了晶体的弹性性能与介电性能之间的耦合程度,用机电耦合系数k表示,遵循公式:
[0005][0006]
其中u
12
为压电能,u1为弹性能,u2为介电能。因此降低压电陶瓷的弹性能即提高等效弹性柔顺常数,即可提高机电耦合系数,进而提高材料的压电系数。
[0007]
传统的压电陶瓷制备技术一般采用压制法或者流延法等,但是这些方法制得的陶瓷结构简单、精度较低,不能满足特殊结构陶瓷的制备。压电陶瓷无模成型技术(增材制造)是目前市场上精度较高的成型工艺,大大推动了功能陶瓷的发展,前景十分可观。该成型技术无需模具,可快速制备任意造型零件,主要通过三维建模、打印成型、后处理三大步骤获得成品。陶瓷材料的熔点较高,通常需要在陶瓷粉料中加入粘结剂等高分子有机物使其固化之后脱脂排胶去除有机物,最终烧结成瓷。
技术实现要素:
[0008]
本发明的目的是提供一种基于3d打印负泊松比结构的高压电系数钛酸钡陶瓷的制作方法。
[0009]
本发明是通过一下材料及装置实现的:粒径尺寸≤3μm的钛酸钡粉末,三羟甲基丙烷三丙烯酸酯与己二醇二丙烯酸酯,lithoz3d打印机,均质机,脱脂炉,烧结炉。
[0010]
本发明是通过以下技术方案实现的:
[0011]
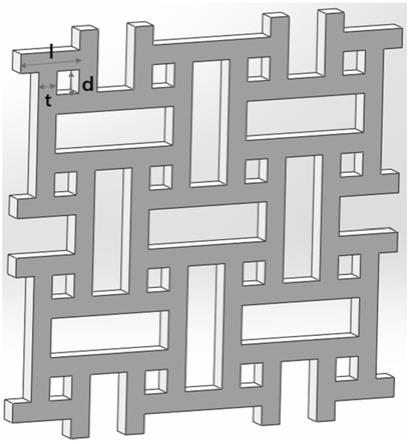
一、设计反手性负泊松比结构。结构胞元是由四根杆长2.4mm≤l≤3.6mm,杆高、宽0.8mm≤t≤1.2mm,杆间距0.8mm≤d≤1.2mm,两两垂直排列得到。反手性负泊松比结构由胞元通过镜像并以4x4阵列得到。反手性结构泊松比值为-1,等效弹性模量与材料弹性模量比值:
[0012][0013]
其中s
x
与sy分别是x,y方向上的等效弹性模量,s为钛酸钡材料本身的弹性模量。
[0014]
根据逆压电公式计算得出负泊松比压电陶瓷横向压电系数:
[0015][0016]
式中,ε为块体材料横向电致应变,ε
x
为负泊松比结构压电陶瓷横向电致应变,e为极化方向上施加的电场。
[0017]
二、配置打印所用浆料
[0018]
将78.875wt%的晶粒尺寸1-3μm钛酸钡粉末,加入到16wt%三羟甲基丙烷三丙烯酸酯与4wt%己二醇二丙烯酸酯的混合树脂中进行搅拌,均质机转速设置为1500r/min,搅拌时间1min,完成后将0.1wt%樟脑醌与0.025wt%的4-(二甲氨基)苯甲酸乙酯作为光引发剂加入浆料中,用均质机搅拌,转速设置为1800r/min,搅拌时间90s,最后加入1wt%byk-111作为分散剂,均质机转速设置为1800r/min,搅拌时间1min,并且环境设置为真空,用以排出浆料中多余的空气,将混合浆料储存于不见光的容器中以备实验所需。
[0019]
三、dlp3d打印陶瓷坯体
[0020]
将设计好的负泊松比结构模型以stl格式导出到与打印机配套的cerafab-dp软件进行切片处理,设置打印参数,打印层厚度为30μm,初始层曝光时间为2.1s,单层曝光时间3.1s,曝光能量密度为270mj/cm2,横向收缩比为1.15,纵向收缩比为1.2。
[0021]
将浆料倒入料盘中,之后将打印平台下降至料盘上,观察打印平台压出的痕迹,并通过调整螺丝将平台调平。全部参数调整完毕后开始打印。
[0022]
四、对陶瓷坯体脱脂烧结
[0023]
打印完成后,用刮刀将陶瓷坯体从打印平台上取下,通过超声清洗1min,去除表面多余浆料后将坯体放置在氧化锆平板上,一起放入费舍罗马弗炉中,脱脂参数设置升温温度最高为800℃,升温速率为1℃/min,保温时间为2h,降温速率为2℃/min直至室温;烧结参数设置升温温度为1400℃,升温速率为2.5℃/min,保温时间为3h,降温速率为2℃/min直至室温。最终得到致密的钛酸钡陶瓷。
[0024]
五、对钛酸钡陶瓷进行极化处理
[0025]
由于钛酸钡等陶瓷属于多晶体材料,其内部的电畴方向不一致,因此整体呈压电
电中性,为了让陶瓷具有压电性,需要对陶瓷进行厚度方向的高压极化处理。
[0026]
极化选用et2673d-4压电陶瓷高压极化仪,在硅油油浴中极化,起到绝缘保温的作用。优选极化处理的参数为:极化时间1h,极化温度60℃,极化电场2kv/mm。将极化完成的钛酸钡陶瓷静置24h,使陶瓷退极化,得到具有稳定压电系数的压电陶瓷。
[0027]
本发明具有以下创新性:
[0028]
(1)本发明设计了一种反手性负泊松比结构,推导出其等效应变的公式,并且通过改变不同结构参数,改变其等效应变大小。并将这种结构应用于压电陶瓷的结构设计之中,以提升其压电系数d31。
[0029]
(2)本发明自主制备出可用于dlp3d打印的高固含量浆料,并给出最佳打印参数。
[0030]
(3)本发明探索出3d打印钛酸钡陶瓷的脱脂烧结工艺参数,得到致密度高,有良好压电性能的钛酸钡压电陶瓷。
[0031]
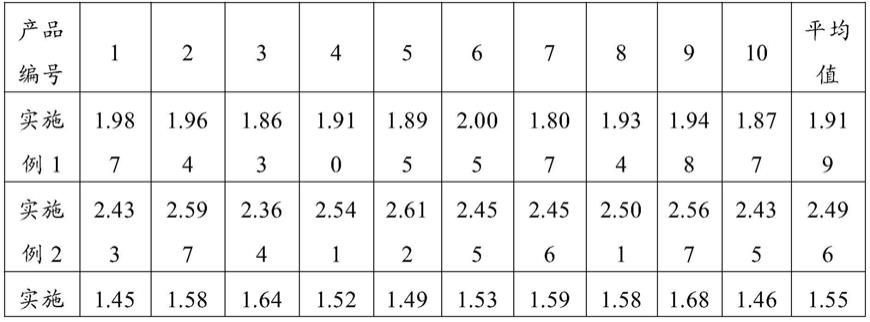
(4)本发明的钛酸钡压电陶瓷压电系数高,经过激光干涉法的测量,可以计算出其横向压电系数d
31
高达460pc/n,而传统实心钛酸钡压电陶瓷的d
31
为79pc/n,是传统材料的5至6倍,大幅提升了其压电性能。
附图说明
[0032]
图1是反手性负泊松比结构示意图
[0033]
图2是根据本发明工艺得到的钛酸钡陶瓷实体
具体实施方式
[0034]
1.使用solidworks三维建模软件将设计好的负泊松比结构绘制并以stl格式导出。
[0035]
2.配制打印所需的钛酸钡浆料,将78.875wt%钛酸钡粉末,加入到20wt%混合树脂中进行均质,均质完成后将光引发剂加入浆料中,再用均质机搅拌,最后加入1wt%byk-111作为分散剂,均质机转速设置为1800r/min,搅拌时间1min,并且环境设置为真空,用以排出浆料中多余的空气,将混合浆料储存于不见光的容器中以备实验所需。
[0036]
3.使用lithoz打印机进行打印,首先将stl格式模型导入与打印机配套的cerafab-dp软件进行切片处理,将打印平台调平后开始打印得到陶瓷坯体。
[0037]
4.打印完成后将打印坯体从平台上取下,放入装有酒精的烧杯中进行超声清洗,去除表面多余的浆料。将清理后的陶瓷坯体放置到马弗炉中进行脱脂和烧结工作,冷却后得到致密的负泊松比结构钛酸钡陶瓷。
[0038]
5.将钛酸钡陶瓷沿厚度方向进行极化,极化仪选用et2673d-4压电陶瓷高压极化仪,在硅油油浴中极化,极化温度60℃,极化时间1h,极化电场2kv/mm,最终得到具有压电性能的钛酸钡陶瓷。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。