1.本发明涉及钢化玻璃制备领域,具体涉及一种高强度钢化玻璃制备工艺。
背景技术:
2.玻璃,是一种用户安装在门窗内侧的透明物体,主要用于透光、挡风作用,通常各种汽车、客车上也会安装玻璃,钢化玻璃,是一种将普通玻璃经过钢化处理的玻璃,相比普通玻璃更加具备优质的强度,属于当下主流的玻璃;
3.但是现有的高强度钢化玻璃制备工艺存在着一定的不足之处有待改善,现有的高强度钢化玻璃制备工艺在对普通玻璃钢化的时候,通常直接将常温下的普通玻璃取出加热,而此时通常玻璃内层温度通常为10
‑
20度之间,在直接加热后,玻璃表面与中心温差过大,会导致玻璃在加热炉内直接破碎的现象。
技术实现要素:
4.本发明的主要目的在于提供一种高强度钢化玻璃制备工艺,可以有效解决背景技术中:现有的高强度钢化玻璃制备工艺在对普通玻璃钢化的时候,通常直接将常温下的普通玻璃取出加热,而此时通常玻璃内层温度通常为10
‑
20度之间,在直接加热后,玻璃表面与中心温差过大,会导致玻璃在加热炉内直接破碎的现象的技术问题。
5.为实现上述目的,本发明采取的技术方案为:
6.一种高强度钢化玻璃制备工艺,该工艺具体包括如下步骤:
7.步骤一:原料预加工,将制作玻璃的原料粉碎,并且将潮湿的原料进行干燥处理,含铁原料进行除铁处理;
8.步骤二:原料混合,将经过粉碎、干燥、除铁后的原料进行混合搅拌,得到玻璃混合料;
9.步骤三:熔融,将玻璃混合料放入到坩埚内进行高温加热,使其形成均匀、无气泡的液态玻璃;
10.步骤四:成型,将液态玻璃放置到玻璃成型模具内,进行退火、猝火热处理工序,得到普通玻璃;
11.步骤五:成品检验,对成型后的普通玻璃进行检验,保留合格的产品,不合格的产品进行回收处理;
12.步骤六:恒温储存,对检验合格的普通玻璃放置在恒温环境下进行储存;
13.步骤七:钢化;
14.步骤八:成品检测,将钢化后的钢化玻璃进行成品检测,检测合格的包装出口,不合格产品回收处理。
15.作为本发明的进一步方案,所述步骤七中,钢化的具体处理步骤如下:
16.s1:风冷,将恒温储存下的普通玻璃片取出,通过风珊进行风冷,使得玻璃表面温度降低;
17.s2:初步加热,将玻璃放置在温室内进行初步预热,是的玻璃外层开始膨胀产生压应力,中心层为膨胀产生张应力;
18.s3:升温加热,提升温室温度,对玻璃进行继续加热,玻璃的内外层温差缩小,当内外温差接近时产生等应力;
19.s4:初步淬冷,将加热后的玻璃通过风珊吹风,表面温度下降低于中心温度,玻璃板表面开始收缩,而中心层没有收缩,使得表面层受到张应力,中心层形成压应力;
20.s5:持续淬冷,继续对玻璃板进行骤冷,使得玻璃板表面硬化,此时玻璃板表面停止收缩,内层继续冷却收缩,硬化的表层抑制内层的收缩,使得玻璃板表层产生压应力,内层形成张应力;
21.s6:完成淬冷,随着玻璃板内层的温度继续下降,外层压应力和内层的张应力基本形成,内外温差缩小,钢化玻璃的应力形成。
22.作为本发明的进一步方案,所述步骤三中,熔融的温度为1580℃。
23.作为本发明的进一步方案,所述步骤五中,成品检验包括检验普通玻璃的裂纹、平直度、透明度、气泡、划伤。
24.作为本发明的进一步方案,所述步骤六中,恒温储存的温度为50
‑
60℃。
25.作为本发明的进一步方案,所述s1中,风冷风温为20
‑
30℃,风速为100
‑
150m/s,风冷时间为3
‑
5s。
26.作为本发明的进一步方案,所述s3中,升温加热的最好温度为620
‑
640℃,升温速度为5
‑
10℃/s。
27.作为本发明的进一步方案,所述s5中,持续猝冷的时间为30
‑
40s。
28.与现有技术相比,本发明具有如下有益效果:
29.通过将普通玻璃在成品检验后以温度为50
‑
60℃的恒温进行储存,通过不低于6h的时间进行储存,能够使得玻璃表面和中心温度均保持在45
‑
60℃之间,有效的避免玻璃在直接加热后,玻璃表面与中心温差过大,会导致玻璃在加热炉内直接破碎的现象,提高玻璃生产的合格率,减少损耗;
30.通过在初步加热之前对玻璃进行风温为20
‑
30℃,风速为100
‑
150m/s,风冷时间为3
‑
5s的风冷,能够对玻璃表面温度进行骤降,减少恒温储存导致玻璃表面温度过高影响加热时应力变化的现象,提高钢化玻璃的强度。
附图说明
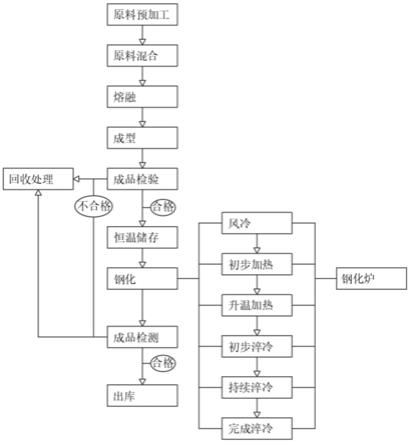
31.图1为本发明一种高强度钢化玻璃制备工艺的流程图。
具体实施方式
32.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
33.如图1所示,一种高强度钢化玻璃制备工艺,该工艺具体包括如下步骤:
34.步骤一:原料预加工,将制作玻璃的原料粉碎,并且将潮湿的原料进行干燥处理,含铁原料进行除铁处理;
35.步骤二:原料混合,将经过粉碎、干燥、除铁后的原料进行混合搅拌,得到玻璃混合
料;
36.步骤三:熔融,将玻璃混合料放入到坩埚内进行高温加热,使其形成均匀、无气泡的液态玻璃;
37.步骤四:成型,将液态玻璃放置到玻璃成型模具内,进行退火、猝火热处理工序,得到普通玻璃;
38.步骤五:成品检验,对成型后的普通玻璃进行检验,保留合格的产品,不合格的产品进行回收处理;
39.步骤六:恒温储存,对检验合格的普通玻璃放置在恒温环境下进行储存;
40.步骤七:钢化;
41.步骤八:成品检测,将钢化后的钢化玻璃进行成品检测,检测合格的包装出口,不合格产品回收处理。
42.步骤七中,钢化的具体处理步骤如下:
43.s1:风冷,将恒温储存下的普通玻璃片取出,通过风珊进行风冷,使得玻璃表面温度降低;
44.s2:初步加热,将玻璃放置在温室内进行初步预热,是的玻璃外层开始膨胀产生压应力,中心层为膨胀产生张应力;
45.s3:升温加热,提升温室温度,对玻璃进行继续加热,玻璃的内外层温差缩小,当内外温差接近时产生等应力;
46.s4:初步淬冷,将加热后的玻璃通过风珊吹风,表面温度下降低于中心温度,玻璃板表面开始收缩,而中心层没有收缩,使得表面层受到张应力,中心层形成压应力;
47.s5:持续淬冷,继续对玻璃板进行骤冷,使得玻璃板表面硬化,此时玻璃板表面停止收缩,内层继续冷却收缩,硬化的表层抑制内层的收缩,使得玻璃板表层产生压应力,内层形成张应力;
48.s6:完成淬冷,随着玻璃板内层的温度继续下降,外层压应力和内层的张应力基本形成,内外温差缩小,钢化玻璃的应力形成。
49.步骤三中,熔融的温度为1580℃。
50.步骤五中,成品检验包括检验普通玻璃的裂纹、平直度、透明度、气泡、划伤。
51.步骤六中,恒温储存的温度为50
‑
60℃。
52.s1中,风冷风温为20
‑
30℃,风速为100
‑
150m/s,风冷时间为3
‑
5s。
53.s3中,升温加热的最好温度为620
‑
640℃,升温速度为5
‑
10℃/s。
54.s5中,持续猝冷的时间为30
‑
40s。
55.本发明通过将普通玻璃在成品检验后以温度为50
‑
60℃的恒温进行储存,通过不低于6h的时间进行储存,能够使得玻璃表面和中心温度均保持在45
‑
60℃之间,有效的避免玻璃在直接加热后,玻璃表面与中心温差过大,会导致玻璃在加热炉内直接破碎的现象,提高玻璃生产的合格率,减少损耗;通过在初步加热之前对玻璃进行风温为20
‑
30℃,风速为100
‑
150m/s,风冷时间为3
‑
5s的风冷,能够对玻璃表面温度进行骤降,减少恒温储存导致玻璃表面温度过高影响加热时应力变化的现象,提高钢化玻璃的强度。
56.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本
发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。