1.本发明涉及户内配电箱装配领域,具体涉及一种用于户内配电箱装配的智能机器手。
背景技术:
2.配电箱起到用电管理和安全保护的作用,户内配电箱在装配过程中一般需要将其盖板扣合在户内配电箱箱体的顶部,装配过程中,先将盖板放置于箱体顶部后再进一步压紧,常见的操作方式是通过人工将盖板放置在箱体顶部后,再用力下压,该种操作方式的装配效率相对较低,不利于连续性生产,且人工在长期操作下,劳动强度也相对较大。
3.为此,如何解决上述现有技术存在的不足,是本发明研究的课题。
技术实现要素:
4.为解决上述问题,本发明公开了一种用于户内配电箱装配的智能机器手。
5.为了达到以上目的,本发明提供如下技术方案:一种用于户内配电箱装配的智能机器手,所述户内配电箱装配呈矩形状,该户内配电箱的顶部扣合有盖板,所述户内配电箱通过带式输送机进行输送,所述智能机器手用于装配所述盖板,所述智能机器手还包括两个相对设置的x轴直线驱动机构,该两个x轴直线驱动机构分别位于所述带式输送机的左右两侧,所述x轴直线驱动机构垂直于所述带式输送机设置,各所述x轴直线驱动机构的顶部均传动连接有y轴直线驱动机构,该y轴直线驱动机构平行于带式输送机的输送方向;所述y轴直线驱动机构上传动连接有安装架,通过所述y轴直线驱动机构驱动所述安装架沿平行于带式输送机的输送方向运动,所述安装架竖直设置,两所述y轴直线驱动机构上的安装架相对设置,各所述安装架上均转动连有一抵压组件;所述抵压组件包括上压板及设置于上压板下端的下鄂板,所述上压板及下鄂板均倾斜设置,该两者之间形成一v型开口,两所述安装架上的抵压组件的v型开口相对设置,所述带式输送机位于两所述v型开口之间连线的下方,所述上压板的上端与所述安装架之间设置有气缸,所述气缸由上至下倾斜设置,该气缸的作用端与所述上压板转动连接,所述气缸的另一端与所述安装架的侧部转动连接。
6.进一步的,所述上压板的底端与所述下鄂板的顶端通过销轴铰接在一起,且所述销轴的两端均套设有扭簧,所述扭簧的一端与所述上压板固定连接,其另一端与所述下鄂板固定连接。
7.进一步的,所述x轴直线驱动机构上沿其运动方向安装有第一行程开关,所述y轴直线驱动机构上沿其运动方向安装有第二行程开关,所述第一行程开关及第二行程开关的信号输出端均电性连接有一plc控制器,所述plc控制器的信号输出端分别与所述x轴直线驱动机构、y轴直线驱动机构及气缸电性连接。
8.进一步的,两所述抵压组件的侧部还设置有盖板输送机,该盖板输送机的输送方向垂直于两所述v型开口之间连线。
9.进一步的,所述上压板及下鄂板的内侧面上均固定有一硅胶层。
10.相对于现有技术,本发明具有如下优点:本发明的智能机器手,设置有一对具有v型开口的抵压组件,抵压组件通过x轴直线驱动机构及y轴直线驱动机构驱动可进行垂直和平行于带式输送机的运动,在带式输送机输送箱体时,抵压组件的v型开口可将户内配电箱的盖板牢固夹持住,并转移至箱体的顶部,再通过其顶部的气缸推动抵压组件的上压板下压将盖板扣合在箱体上,一步到位实现其装配;与传统的操作方式相比,其通过带式输送机不断输送箱体,并利用抵压组件进行装配,可进行连续性生产,减少了人工的使用,降低了劳动强度,装配的效率更高。
附图说明
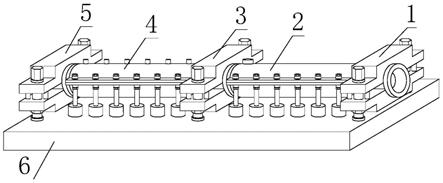
11.图1为本发明整的立体图;图2为图1的前视图;图3为本发明实施例中盖板和箱体的装配示意图。
12.附图标记列表:100-带式输送机、200-x轴直线驱动机构、201-第一行程开关、300-y轴直线驱动机构、301-第二行程开关、400-安装架、500-抵压组件、501-上压板、502-下鄂板、503-v型开口、504-气缸、600-盖板、700-箱体。
具体实施方式
13.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
14.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
15.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
16.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
17.实施例:参见图1-3,一种用于户内配电箱装配的智能机器手,户内配电箱装配呈矩形状,该户内配电箱的顶部扣合有盖板,户内配电箱通过带式输送机100进行输送,智能机器手用于装配盖板,带式输送机100采用现有的电机内置式皮带输送机,该带式输送机100进行间隙性运动,每次运转时,推动箱体运动固定距离;智能机器手还包括两个相对设置的x轴直线驱动机构200,该两个x轴直线驱动机构200分别位于带式输送机100的左右两侧,x轴直线驱动机构200垂直于带式输送机100设置,各x轴直线驱动机构200的顶部均传动连接有y轴直线驱动机构300,该y轴直线驱动机构
300平行于带式输送机100的输送方向;x轴直线驱动机构200及y轴直线驱动机构300均采用电动丝杆直线模组,两者均具有一滑块,y轴直线驱动机构300固定于x轴直线驱动机构200的滑块上,由x轴直线驱动机构200驱动沿垂直于带式输送机100的方向运动;y轴直线驱动机构300的滑块上通过螺栓固定有安装架400,通过y轴直线驱动机构300驱动安装架400沿平行于带式输送机100的输送方向运动,安装架400竖直设置,两y轴直线驱动机构300上的安装架400相对设置,各安装架400上均转动连有一抵压组件500;抵压组件500包括上压板501及设置于上压板501下端的下鄂板502,上压板501及下鄂板502均倾斜设置,该两者之间形成一v型开口503,两安装架400上的抵压组件500的v型开口503相对设置,带式输送机100位于两v型开口503之间连线的下方,上压板501的上端与安装架400之间设置有气缸504,气缸504由上至下倾斜设置,该气缸504的作用端与上压板501相铰接,气缸504的另一端与安装架400的侧部相铰接;参见图3,装配时,箱体700由带式输送机100输送至两v型开口503之间连线的下方,将盖板600放置在两个v型开口503之间,通过x轴直线驱动机构200驱动两个v型开口503相互靠近,将盖板600的左右两端插入并抵靠在v型开口503实现其固定和限位,之后开启气缸504,该气缸504推杆伸出并向下推动上压板501向下转动,并使得v型开口503向下倾斜释放盖板600,盖板600落在箱体700顶部,之后上压板501继续向下运动,并抵靠在盖板600顶部,将其压紧在箱体700上,完成装配;最后再由带式输送机100输送下一待装配的箱体700,至v型开口503的下方;上压板501的底端与下鄂板502的顶端通过销轴铰接在一起,且销轴的两端均套设有扭簧,扭簧的一端与上压板501固定连接,其另一端与下鄂板502固定连接,扭簧作用在下鄂板502及上压板501之间,使下鄂板502能够与上压板501之间相对转动,两者之间具有一定弹性,在其夹持厚度较大的盖板600,下鄂板502及上压板501之间的开口能够适应盖板600厚度的变化,逐渐变大,使其适用性更强。
18.x轴直线驱动机构200上沿其运动方向安装有第一行程开关201,y轴直线驱动机构300上沿其运动方向安装有第二行程开关301,第一行程开关201及第二行程开关301的信号输出端均电性连接有一plc控制器,plc控制器的信号输出端分别与x轴直线驱动机构200、y轴直线驱动机构300及气缸504电性连接;第一行程开关201及第二行程开关301可起到定位作用,在x轴直线驱动机构200或y轴直线驱动机构300运动至相关位置时,触发第一行程开关201或第二行程开关301,其输出电性号至plc控制器,通过plc控制器控制x轴直线驱动机构200或y轴直线驱动机构300停止运动。
19.两抵压组件500的侧部还设置有盖板输送机,该盖板输送机的输送方向垂直于两v型开口503之间连线,盖板输送机也可采用皮带输送机,可通过该皮带输送机输送盖板600,使其到达抵压组件500之间。
20.上压板501及下鄂板502的内侧面上均固定有一硅胶层,硅胶层起到缓冲作用,避免其在夹持盖板600时,盖板600受力过大,对其造成损伤。
21.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。