1.本实用新型涉及物流分拣领域,尤其是单件排列输出系统。
背景技术:
2.利用自动化设备来将大量的随意物品整理后逐一输出给后续的分拣设备是物流分拣中的重要环节,如授权公告号为cn105102354b所公开的结构即为这种设备。
3.但是这种结构中,由滑槽落下的物品需要通过两条循环机构输送回给料机构后再次上包,这样的设计显然结构不够精简,成本更高,且占地面积大。
技术实现要素:
4.本实用新型的目的就是为了解决现有技术中存在的上述问题,提供一种单件排列输出系统。
5.本实用新型的目的通过以下技术方案来实现:
6.单件排列输出系统,包括分离机构,所述分离机构的输入端与上包输送线衔接,所述分离机构的两侧分别衔接有下料滑槽,一侧的下料滑槽衔接回流输送线,所述回流输送线的输出端连接上包输送线,另一侧的下料滑槽通过一转接线连接所述回流输送线。
7.优选的,所述单件排列输出系统中,所述上包输送线包括依次衔接的上包机、爬坡输送机及靠中输送机。
8.优选的,所述单件排列输出系统中,所述爬坡输送机的上方设置有靠近其输出端的第一图像采集装置;
9.和/或所述靠中输送机的上方设置有靠近其输入端的第二图像采集装置。
10.优选的,所述单件排列输出系统中,所述回流输送线包括主输送机,所述主输送机的输出端与回流爬坡机衔接,所述回流爬坡机的输出端与回流滑槽衔接,所述回流滑槽与所述上包输送线衔接。
11.优选的,所述单件排列输出系统中,所述回流滑槽与所述回流爬坡机衔接的一侧设置有下料挡边,所述下料挡边具有多个折弯部,相邻折弯部的夹角为不小于150
°
的钝角,所述折弯部与所述回流滑槽的底板的夹角依次减小。
12.优选的,所述单件排列输出系统中,所述下料挡边与所述底板的衔接边为弧形且所述回流滑槽的宽度由其中间区域至输出端逐渐增大。
13.优选的,所述单件排列输出系统中,所述下料滑槽中的一个为螺旋滑槽。
14.优选的,所述单件排列输出系统中,所述转接线与所述主输送机垂直,且其紧邻与所述主输送机的衔接位置紧邻另一下料滑槽与主输送机的衔接位置。
15.优选的,所述单件排列输出系统中,所述分离机构包括
16.中间输送机,
17.侧部分离机,衔接在所述中间输送机的两侧,所述侧部分离机的输送方向为物品由所述侧部分离机与所述中间输送机衔接的第一侧直线移动到所述侧部分离机相对的另
一侧时的运动方向。
18.本实用新型技术方案的优点主要体现在:
19.本方案通过使分离机构一侧的下料滑槽直接连接回流输送线,另一侧的下料滑槽通过转接线衔接回流输送线,从而仅需一个回流输送线,相对于现有的结构省去了一套回流输送线,结构更简单,成本更低,且占地更小。
20.本方案的回流输送线具有一段爬坡结构能够有效地减少回流中货物堆叠的情况。
21.本方案的回流滑槽具有下料挡边,所述挡边能够使货物更为柔和的滑落到回流滑槽内。同时下料挡边的结构设计也可以使货物更顺畅的进入到供包输送线,避免卡料。
22.本方案的分离机构采用直接向外侧输送的方式,有利于缩短物品分离的距离,从而提高分离效率。
附图说明
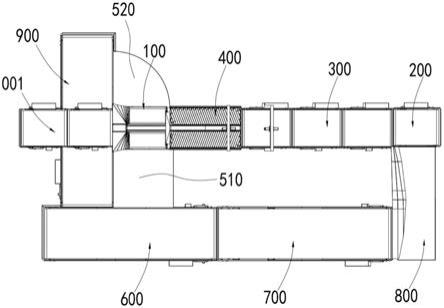
23.图1是本实用新型的俯视图;
24.图2是本实用新型的立体图(图中直线箭头为物品输送方向);
25.图3是本实用新型中分离机构的立体图;
26.图4是本实用新型中分离机构的隐去机架的一半及一侧的侧部分离机的立体图;
27.图5是本实用新型中的分离机构的端视图;
28.图6是本实用新型中的分离机构的侧部分离机的立体图(图中隐去了一侧的侧板及支座);
29.图7是本实用新型中的侧部分离机的剖视图(侧部分离机的输送面为水平状态);
30.图8是本实用新型中的侧部分离机的端视图;
31.图9是本实用新型中的侧部分离机的锥形输送滚筒与套装在其上的皮带的剖视图;
32.图10是本实用新型中的侧部分离机的俯视图;
33.图11是本实用新型中实施例6、实施例7的分离机构的立体图。
具体实施方式
34.本实用新型的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释。这些实施例仅是应用本实用新型技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本实用新型要求保护的范围之内。
35.在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
36.下面结合附图对本实施例揭示了一种单件排列输出系统进行阐述,如附图1所示,其包括分离机构100、上包输送线、下料滑槽及一条回流输送线,它们的具体结构可以是背景技术中描述的现有技术的结构。
37.如附图1所示,所述上包输送线用于向所述分离机构100输送批量货物,其包括依次衔接的上包输送机200、爬坡输送机300及靠中输送机400,所述上包输送机200为皮带输送机或滚筒输送机,且输送方向与所述中间输送机120的输送方向一致。所述爬坡输送机300的具体结构为已知技术,其包括三段爬坡皮带机,每个所述爬坡皮带机的输出端位于其下游的爬坡皮带机的输入端的上方,爬坡输送机300的设置能够一定程度消除叠加货物的现象,从而为后续的单件排列输出提供基础。所述靠中输送机400包括中间输送皮带机410及位于其两侧的靠中滚筒输送机420,它们的具体结构为已知技术,此处不作赘述,所述中间输送皮带机410的输送面与所述进料斜坡160的等腰梯形面161的上边衔接。所述靠中滚筒输送机420是倾斜设置在所述中间输送机的两侧,所述靠中滚筒输送机420与中间输送机衔接的一侧高于其相对的另一侧,并且每个所述靠中输送机与所述进料斜坡160的一个三角面162衔接,从而能够有效保证靠中输送机400的输出端与进料斜坡160的输入端衔接。
38.本方案的具有实用性的改进在于,所述分离机构两侧衔接的下料滑槽中,一侧的下料滑槽直接连接回流输送线,另一侧的下料滑槽通过转接线连接下料滑槽。
39.如附图1所示,一侧的下料滑槽为常规的直滑槽510,另一侧的下料滑槽为90
°
转角的螺旋滑槽520。所述直滑槽510的下端衔接回流输送线,所述回流输送线包括主输送机600,所述主输送机600的输送方向与所述中间输送机120的输送方向相反,且所述直滑槽510的下端衔接在所述主输送机600的侧部。所述主输送机600的输出端与回流爬坡机700衔接,所述回流爬坡机700的输出端与回流滑槽800的上端衔接,所述回流滑槽800的下端衔接在所述上包输送机200的侧部从而使回流的货物再次进入到所述上包输送机200上进行再次分离。
40.如附图2所示,为了使货物能够稳定地滑落至所述回流滑槽800,所述回流滑槽800与所述回流爬坡机衔接的一侧具有过渡侧挡810,所述过渡侧挡810为钣金折弯得到,其包括三段折弯部,相邻折弯部呈不小于150
°
的钝角,所述折弯部与所述回流滑槽的底板的夹角依次减小。
41.如附图2所示,所述过渡侧挡810与所述回流滑槽的底板820的衔接边830为弧形,所述下料挡边与所述底板的衔接边为弧形且所述回流滑槽的宽度由其中间区域至输出端逐渐增大,从而可以使货物缓慢的滑入到所述回流滑槽800的底板820上后能够顺畅的进入到所述上包输送机200上。
42.如附图1所示,所述螺旋滑槽520的下端衔接在转接线900的侧部,所述转接线900的延伸方向与所述主输送机600的延伸方向垂直,且其输出端衔接在所述主输送机600的侧部,从而从螺旋滑槽520上滑下的货物能够落入到所述转接线900处,并由所述转接线900处输送到主输送机600处回流到上包输送机200再次进行分离。
43.如附图1所示,所述分离机构100的输出端还衔接拉距段,拉距段包括两段拉距输送机,它们用于使货物以固定的间距输送至后续设备上。所述拉距输送机的宽度大于所述第二输送机170的宽度,并且拉距输送机与所述下料斜坡的转接板衔接。
44.如附图2所示,在所述爬坡输送机的上方设置有靠近其的输出端的第一图像识别装置002和/或在所述靠中输送机400的上方设置有靠近其输入端的第二图像识别装置003,所述第一图像识别装置至少用于确定输出所述爬坡输送机的货物是否存在叠加的情况,同时所述第一图像识别装置还可以用于确定输出到所述靠中输送机400的不同机构上的货物
量,从而可以控制靠中输送机400的不同机构的输送速度;所述第二图像识别装置003主要用于确定输出到所述靠中输送机400的不同机构上的货物量,从而可以控制靠中输送机400的不同机构的输送速度。
45.系统工作时,通过控制系统控制整套设备自动运行,相应的控制技术为公知技术,不是本方案的创新点此处不作赘述。下面简单阐述一下系统工作的工作:人工或通过自动化设备将批量的货物放置到所述上包输送段,货物进入爬坡输送机300后倾斜向上输送尽量消除堆叠货物情况,货物经爬坡输送机300进入到靠中输送机400,向中间位置靠拢后输送至分离机构100上,进入到所述中间输送机120上的货物加速向第二输送机170上输送,并经第二输送机170输送到所述拉距段后输出。而进入到侧部分离机130上的货物向所述下料滑槽方向输送,并经由所述下料滑槽进入到主输送机600,再经过回流爬坡机700进入回流滑槽800,从而最终回到上包输送机200再次进行上包。
46.实施例2
47.本实施例相对于实施例1区别在于所述分离机构的结构不同,本实施例中,如附图3所示,所述分离机构包括机架110,所述机架110上设置有
48.中间输送机120,其沿第一输送方向x进行输送;
49.侧部分离机130,衔接在所述中间输送机120的两侧,所述侧部分离机130的输送方向y为物品由所述侧部分离机130与所述中间输送机120衔接的第一侧直线移动到所述侧部分离机130相对的另一侧时的运动方向。
50.如附图4所示,所述机架110是型材组装成的框架结构,其具体结构可以根据实际安装需要进行设计,此处不作限定。
51.如附图4所示,所述中间输送机120包括底架121,所述底架121包括几字形的中间托板(图中未示出),所述中间托板的两侧分别设置有位于其两端的支板123,所述支板123具有折弯平板用于连接机架110,所述托板122同一端的两个支板123上设置有输送辊124,所述托板122的底部连接有几字形的第一安装架125,所述第一安装架125上安装有两个与所述输送辊124平行的张紧辊126,所述第一安装架125的下方设置有第二安装架127,所述第二安装架127上安装有与所述输送辊124平行的驱动辊128,所述驱动辊128、张紧辊126及输送管通过输送带129连接,所述驱动辊128的一端通过同步带与同步轮构成的第一传动机构12a连接第一输送电机12b,所述第一输送电机12b通过电机座12c固定在所述机架110上。
52.当然,在其他实施例中,所述中间输送机120也可以采用已知的滚筒输送机;或者可以不具有驱动辊128、第一传动机构12a及第一输送电机12b,而使输送辊124为电动滚筒;或者还可以省去一个张紧辊126。
53.所述侧部分离机130的输送面13a可以与所述中间输送机120的输送面平齐,更优的,如附图5所示,是使所述侧部分离机130的输送面倾斜设置,所述输送面13a与中间输送机120衔接一侧的高度高于其相对的另一侧,这样便于进入到侧部分离机130上的货物快速的向下移动分离。
54.所述侧部分离机130可以是滚筒输送机,更优的,如附图6、附图7所示,所述侧部分离机130是皮带机,其包括支架1及设置在所述支架1上的输送机构2,所述支架1包括两个相对的侧板11,所述输送机构2包括皮带21,并且,所述皮带21的摩擦系数小于所述中间输送机120的输送带129的摩擦系数,同时,在实际分离时,所述皮带的转速小于所述输送带129
的转速,这样物品在输送到所述中间输送机120上后能够更加稳定、快速地向前输送,从而实现分离,并且能够一定程度上避免中间输送机120上的货物受到实时供应来的货物及侧部分离机130上的货物冲击干扰导致从中间输送机120上脱离。
55.如附图6所示,所述输送机构2包括两个位于支架1两端的输送滚筒22,两个所述侧板11之间还连接位于两个所述输送滚筒22之间的支撑托板12,所述输送滚筒22上套装有所述皮带21,对应的所述皮带21包括上层水平段211、下层水平段(图中未示出)及两端的转弯段(图中未示出),其中一个所述输送滚筒22可以连接驱动其自转的驱动机构。
56.如附图6、附图7所示,所述支架1上还设置有张紧滚筒23及驱动滚筒24,所述皮带21连接所述张紧滚筒23与驱动滚筒24,所述张紧滚筒23用于调节所述皮带21的张紧度,所述驱动滚筒24用于驱动所述皮带21转动,所述驱动滚筒24可以通过传动机构25连接驱动电机26,所述传动机构可以是同步带与同步轮构成的机构或齿轮传动机构等。此时所述皮带21包括位于所述张紧滚筒23和驱动滚筒24之间的下层倾斜段212及位于所述张紧滚筒23和位于右侧的输送滚筒22之间的下层倾斜段212。当然在其他实施例中,所述驱动滚筒24也可以省去,而是使所述输送滚筒22中的一个连接驱动其自转的电机。所述输送机构2的驱动机构还可以采用更简单的结构,即所述输送机构2中的至少一个输送滚筒22为电动滚筒。
57.实施例2
58.本实施例在上述实施例1的基础上,使所述侧部分离机130的输送面13a的倾斜角度可调且其上侧保持与所述中间输送机120衔接的状态,这样便于根据需要来使输送面调整到合适的倾角,从而便于实际的设备安装、调试。
59.如附图5、附图7、附图8所示,所述侧部分离机130临近所述中间输送机120的一端连接支座13,所述支座13固定在机架110上且侧部分离机130可相对支座转动;所述侧部分离机130还连接所述机架110上设置的倾角调节机构140,所述倾角调节机构140使所述侧板相对所述支座转动。
60.如附图8所示,使所述支架的侧板为l形,所述驱动滚筒24设置在所述侧板11的较低的第二端,所述张紧滚筒23设置在两个所述侧板11的转角位置,每个所述侧板11的上端设置有与其组合成u型的所述支座13,所述支座13固定在所述机架110上。
61.如附图5、附图8所示,所述支座13的立板131上形成有连接孔,所述输送滚筒22的支撑轴221与从所述立板131的外侧穿过所述连接孔的连接螺栓222连接,拧松所述连接螺栓222即可使支座13与连接螺栓222之间具有相对转动。
62.如附图5、附图8所示,所述侧板11上形成有一穿孔(图中未示出),所述穿孔可以是螺孔,所述立板131上形成有与所述穿孔对应的弧形孔132,所述弧形孔132使所述侧板转动时,所述锁紧螺母133具有转动自由度,调整到位后通过锁紧螺栓133和螺母(图中未示出,其固定在侧板的内侧)连接所述立板131和侧板11即可,当然当所述穿孔是螺孔时,可以不需要螺母连接。
63.如附图5所示,所述倾角调节机构140包括所述侧板外侧设置的靠近所述驱动滚筒的调节板141,所述调节板与所述侧部分离机的输送面平行或接近平行,所述调节板141垂直连接一调节螺杆142,通过调节所述调节螺杆142伸出到所述调节板141下方的长度从而可以调节所述侧部分离机130的倾斜角度。同时,在所述侧板上还垂直螺接有紧固螺栓143,所述机架110上设置有导引板144,所述导引板144上形成有与所述紧固螺栓143对应的弧形
导引孔145,所述紧固螺栓143由所述导引板144的外侧穿过所述弧形导引孔145连接到所述侧部分离机的侧板11。
64.当需要调整所述侧部分离机130的倾角度斜时,拧松所述连接螺栓、锁紧螺栓及紧固螺栓143,然后调节所述调节螺杆142即可实现侧部分离机130的倾角调整。调整完成后,将所述连接螺栓222、锁紧螺栓133及紧固螺栓143拧紧后即可。
65.实施例3
66.如附图6、附图7所示,由于皮带的侧面是朝向输入端的,皮带在货物不断的输入到其上时,容易出现跑偏,从而本实施例在上述实施例的基础上,在所述皮带21的两侧分别设置有耐磨轴3,所述耐磨轴3可自转地设置在所述支架1上且与所述皮带21的对应侧保持间距且紧邻,所述耐磨轴3与所述皮带21的侧面接触时被驱动自转并限制所述皮带21继续跑偏。
67.这种结构在皮带21受外力跑偏时,能够被所述耐磨轴3所阻挡从而无法继续跑偏,这就有效地限制了皮带21跑偏的距离,避免皮带21无限制的跑偏造成损坏。
68.如附图6、附图7所示,为了避免所述耐磨轴3突出到所述皮带21的上层水平段211的上方,所述耐磨轴3位于所述下层水平段或下层倾斜段212的两侧且耐磨轴3的轴线与所述下层水平段或下层倾斜段212垂直。更优的,所述皮带21的每一侧设置有两个所述耐磨轴3,两个所述耐磨轴3与所述皮带21的两个下层倾斜段212分别对应。
69.如附图6、附图7所示,所述耐磨轴3通过两个带座轴承4固定在所述支架1的内侧。由于其要与所述皮带21进行接触,并相互摩擦,因此,所述耐磨轴3需要有较佳的耐磨性以延长使用寿命,所述耐磨轴3优选为高碳铬轴承钢(suj2)制成,这种材料耐磨且具有高硬度,能够有效满足皮带21与耐磨轴3较小接触面积情况下的长期使用。同时,所述带座轴承4采用高速轴承以使耐磨轴3能够跟随皮带21高度转动而不会影响皮带21的运行。
70.如附图9所示,皮带21跑偏后会持续与耐磨轴3磨材,这样显然是不利于延长使用寿命的,对应的,所述输送机构2的两个输送滚筒22为锥形滚筒,两个所述输送滚筒22的小筒径端的朝向相反,当所述皮带21跑偏后,所述锥形滚筒能够向所述皮带21施加倾向力,缓慢纠偏皮带,同时两个朝向相反的锥形滚筒也能够有效地限制所述皮带21跑偏。进一步,所述输送滚筒22的锥度为1
°±
0.2
°
。
71.如附图10所示,为了避让所述耐磨轴3,所述输送滚筒22的辊体与支架1的两侧板11之间需要预留一定的空间,对应的皮带21与两侧板11之间存在一定的间隙,其中部分间隙被所述支撑托板12遮挡,而支撑托板12两侧的间隙则是无遮挡的,所述支架1的侧板11与皮带21之间设置有位于所述支撑托板12两侧的与所述皮带21的顶面高度相当的封板5,从而可以有效的避免货物进入到所述间隙处,封板5可以与支撑托板12和/或侧板连接。
72.实施例4
73.如附图3、附图4所示,由于所述中间输送机120与侧部分离机130上的货物的输送方向近乎垂直的,对于一些柔性的货物,可能出现卡料在所述输送机与侧部分离机130之间的情况,因此,本实施例进一步在所述侧部分离机130与中间输送机120之间设置有过渡滚筒150,所述过度滚筒可自转地设置在滚筒架151上,所述滚筒架151固定在所述中间输送机120的托板122两侧。从而过渡滚筒150能够有效地将所述中间输送机120与侧部分离机130隔断。
74.实施例5
75.如附图11所示,在物品输送至所述中间输送机120和侧部分离机130时,存在一些叠加的货物,当叠加的货物输送到第一输送段时就无法实现单一货物的输出,因此,在所述中间输送机120及两个侧部分离机130的输出端衔接进料斜坡160。所述进料斜坡160包括倾斜设置的等腰梯形面161及位于其两侧的三角面162,所述等腰梯形面161的短边163高于其长边164,所述长边164与中间输送机120及两个所述侧部分离机130的至少部分区域衔接且衔接在所述中间输送机120及侧部分离机130的上方。两个所述三角面162与所述等腰梯形面161的夹角为不小于135
°
的钝角。这样的设计使得进料斜坡160的进料端和出料端之间存在高低差,货物通过时能够一定程度上使货物具有一定的倾斜滑落过程,货物倾斜时可以使其上方的货物滑落,从而使堆叠的货物能够分开。同时,进料斜坡160的设计可以一定程度上减小货物输送到侧部分离机130上的动力,从而减小对皮带的冲击,一定程度上防止皮带21跑偏。
76.所述三角面162的下端衔接矩形面165,所述矩形面165用于与前端的设备衔接以避免存在空隙。
77.实施例6
78.如附图11所示,所述中间输送机120的输出端衔接第二输送机170,所述第二输送机170的每侧衔接有下料导槽180,所述下料导槽180与一个侧部分离机130的末端衔接,每个所述下料导槽180具有使其上的货物滑动至其外侧的结构。
79.具体来看,所述第二输送机170为一皮带输送机,其具体结构此处不作赘述。所述第二输送机170的宽度大于所述中间输送机120的宽度且第二输送机170的两侧延伸到所述中间输送机120的两侧外,所述第二输送机170的输送面低于所述中间输送机120的输送面,同时所述第二输送机170的输送速度大于所述中间输送机120的输送速度,这样物品在由中间输送机输送到第二输送机时会由于落差和速度差,从而可以再次将叠加的货物消除。
80.如附图11所示,所述下料导槽180包括与所述侧部分离机130衔接的凹槽181,所述凹槽181的俯视形状接近三角形。更优的,所述凹槽181是通过钣金折弯而成,所述中间输送机120的长度大于所述侧部分离机130的长度,并且所述中间输送机120的输出端延伸到所述侧部分离机130的末端外侧,这样的结构设计有利于降低所述下料导槽180的加工难度,所述凹槽181的第一端182较窄且衔接在所述中间输送机120伸出到所述侧部分离机130外侧的伸出部分的侧部,所述第一端182高于所述凹槽181的第二端183,所述凹槽181的第二端183较宽,以使货物能顺利的从所述凹槽181的第二端滑出。所述凹槽181的第一侧184衔接在所述侧部分离机130的末端,其第二侧185通过转接板186与第二输送机170的侧部衔接,所述转接板186包括直角三角板187及向下的折弯板,所述直角三角板187的顶面与所述第二输送机170的顶面平行且高度相当,所述直角三角板的第一直角边188与所述第二输送机170的侧部衔接,其第二直角边189与所述第二输送机170的输出端平齐以便于连接后续的结构。这样的下料导槽180结构能够实现并行货物的二次分离。
81.本实用新型尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
