1.本实用新型涉及轨道车辆技术领域,具体涉及一种轮对轴承自动压装系统。
背景技术:
2.高速铁路目前正在发展,其轮对在检修过程中对轴承压装的工作效率和要求越来越高。现有技术中,轮对轴承压装时,将轮对吊装至压装机的一升降平台上,由升降平台托住轮对上升至压装机的压装位,为了满足压装机轴线与轮对轴线重合度的要求,通常在升降平台托住轮对上升距压装机轴线一定距离时,通过位移探测机构确认,通过探测机构所探测到的数据反馈至控制系统由控制系统发出信号给升降平台调整间距。而在实际过程中,两个车轮可能存在大小偏差或者磨损后两者的直径不一样大时,轮对左右两个轴径就会不一样高,而现有技术的升降平台通常是采用油缸驱动,其调节不够灵敏,同时通过升降平台的升降不能有效调节两个车轮的轴心线在同一水平面上,从而使得压装好的轮对会出现质量问题。为此,如何消除上述隐患,是本领域技术人员致力于解决的事情。
技术实现要素:
3.本实用新型的目的是克服现有技术的不足,提供一种结构简单、压装位置准确的轮对轴承自动压装系统。
4.为达到上述目的,本实用新型采用的技术方案是:一种轮对轴承自动压装系统,包括机器人上料系统、压装机及电器控制系统,所述压装机包括机架,所述机架是由床身、上横梁、左立柱及右立柱构成的龙门框架结构,所述床身沿左右方向设置,所述压装机还包括输轮底架、拖轮机构、顶升机构、高度测量机构、压装机构,所述输轮底架沿前后方向安装在床身上;所述拖轮机构有两组,安装在输轮底架的左右两侧上且分别与所述输轮底架滑动连接;所述顶升机构有两组,沿左右方向对称的安装在床身上且两组所述顶升机构不同步运行;所述高度测量机构有两组,分别沿左右方向对称的安装在上横梁上;所述压装机构有两组,分别对称的安装在左立柱与右立柱上,每个所述顶升机构均包括沿竖直方向升降的安装在床身上的顶升组件、安装在床身上用于驱动所述顶升组件升降的伺服电机,所述顶升组件包括沿竖直方向设置的滑台、安装在滑台上的滚柱及安装在滑台上的挡头,所述滚柱的轴心线方向垂直于所述滑台所在的平面,所述挡头的上边缘高于所述滚柱的上边缘所在面,所述滚柱与所述挡头间形成用于支撑轮对的支撑空间,每个所述高度测量机构均包括沿竖直方向升降的安装在上横梁下方的位移传感器ⅰ,所述电器控制系统与所述顶升机构中的伺服电机、所述高度测量机构中的位移传感器ⅰ通信连接。
5.优选地,所述拖轮机构包括安装在输轮底架外侧面上的拖板组成、沿前后方向滑移的安装在拖板组成上的定位拖板、沿前后方向安装在所述定位拖板上的一对拖轮。
6.作为一种具体的实施方式,所述拖板组成包括沿竖直方向滑移的安装在输轮底架外侧面上的竖直板、安装在所述竖直板上端的水平盖板。
7.作为一种具体的实施方式,所述竖直板上安装有能够沿输轮底架的长度方向滑移
设置的直线导轨副,所述输轮底架上安装有齿条,所述竖直板上安装有与所述齿条相啮合的齿轮。
8.作为一种具体的实施方式,所述拖轮机构包括安装在拖板组成上用于驱动定位拖板滑移的驱动气缸。
9.作为一种具体的实施方式,所述滑台的顶端部上开设有槽口,所述滚柱有两个,分别安装在所述槽口的两端部上,所述滚柱朝向挡头的一侧上还安装有挡片。
10.作为一种具体的实施方式,所述挡头呈梯形结构,所述挡片呈半圆形且安装在所述滚柱的下方。
11.优选地,所述顶升组件还包括安装在床身上的升降机、所述滑台安装在所述升降机的输出端上,所述伺服电机与所述升降机直联,所述顶升机构还包括安装在输轮底架上的挂脚,所述挂脚上开设有沿竖直方向设置的滑槽ⅰ,所述滑台上设置有与所述滑槽ⅰ相配合的直线导轨ⅰ。
12.作为一种具体的实施方式,所述高度测量机构还包括安装在上横梁上的底座、沿竖直方向安装在底座下方的直线导轨ⅱ,所述位移传感器ⅰ滑移的安装在直线导轨ⅱ上。
13.作为一种具体的实施方式,所述压装机构包括安装在左立柱或右立柱上的嵌套式压装油缸,所述压装机还包括轴承夹持旋转装置,所述轴承夹持旋转装置与所述压装机构在数量和位置上相一一对应,所述轴承夹持旋转装置安装在压装油缸上且朝向轮对侧。
14.作为一种具体的实施方式,所述机器人上料系统包括六轴机器人、桁架式机器人轨道、机器人控制柜,机器人轨道及机器人控制柜均设置在地基上,所述六轴机器人安装在机器人轨道上且倒挂式的安装在压装机的上方。
15.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型的轮对轴承自动压装系统,包括机器人上料系统、压装机及电器控制系统,所采用的压装机通过拖轮机构来输送轮对,其自动化程度高,且大大节约了人工,通过高度测量机构对两个轮对的升降高度分别检测,通过两个不同步的顶升机构可准确调整两个轮对的轴心线位置,确保轮对轴承压装的精准度,提高产品的质量,整个结构简单、自动化程度高,压装精确度高,通过增加机器人上料系统,实现了整个压装过程的自动化。
附图说明
16.附图1为本实用新型所述的轮对轴承自动压装系统的结构示意图;
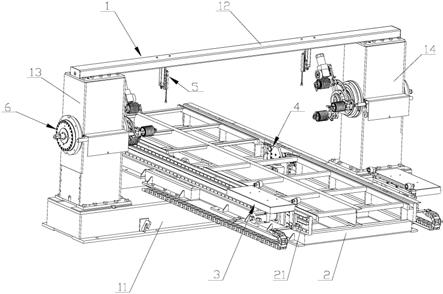
17.附图2为本实用新型所述的轮对轴承自动压装系统中压装机的立体图;
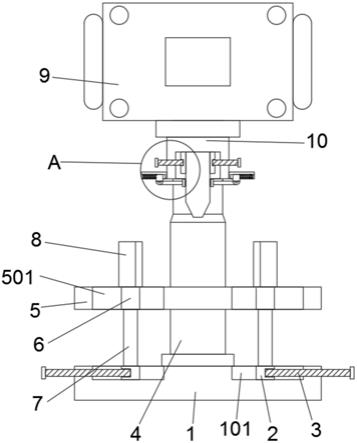
18.附图3为本实用新型所述的轮对轴承自动压装系统中压装机的正视;
19.附图4为附图3的a-a剖视图;
20.附图5为本实用新型所述的轮对轴承自动压装系统中的输轮底架的结构示意图;
21.附图6为本实用新型所述的轮对轴承自动压装系统中的拖轮机构的结构示意图;
22.附图7为本实用新型所述的轮对轴承自动压装系统中的顶升机构的结构示意图;
23.其中:100、压装机;200、机器人上料系统;300、轮对;1、机架;11、床身;12、上横梁;13、左立柱;14、右立柱;2、输轮底架;21、齿条;3、拖轮机构;31、竖直板;32、水平盖板;33、定位拖板;34、拖轮;35、齿轮;4、顶升机构;41、升降机;42;滑台;43、滚柱;44、挡头;45、挡片;46、挂脚;47、滑槽ⅰ;48、直线导轨ⅰ;49、伺服电机;5、高度测量机构;51、底座;52、直线导轨
ⅱ
;53、位移传感器ⅰ;6、压装机构;61、压装油缸;62、轴承夹持旋转装置;7、机器人;8、机器人轨道;9、机器人控制柜。
具体实施方式
24.下面结合附图及具体实施例来对本实用新型的技术方案作进一步的阐述。
25.一种轮对轴承自动压装系统,包括机器人上料系统200、压装机100及电器控制系统(图中未标示),参见图1所示。
26.该机器人上料系统200包括六轴机器人7、桁架式机器人轨道8、机器人控制柜9,该机器人轨道8及机器人控制柜9均设置在地基上,六轴机器人7安装在机器人轨道8上且倒挂式的安装在压装机100的上方,参见图1所示。
27.该电器控制系统用于协调控制压装机各执行单元的功能动作、信息交互、位移压力记录,完全实现轴承的自动压装过程,并对压装结果进行自动保存和上传到上层mes系统。
28.这里,该压装机100包括机架1,所述机架1是由床身11、上横梁12、左立柱13及右立柱14构成的龙门框架结构,所述床身11沿左右方向设置,所述压装机还包括输轮底架2、拖轮机构3、顶升机构4、高度测量机构5、压装机构6,参见图2、3、4所示。
29.所述输轮底架2沿前后方向安装在床身11上;所述拖轮机构3有两组,安装在输轮底架2的左右两侧上且分别与所述输轮底架2滑动连接;所述顶升机构4有两组,沿左右方向对称的安装在床身11上且两组所述顶升机构4不同步运行;所述高度测量机构5有两组,分别沿左右方向对称的安装在上横梁12上;所述压装机构6有两组,分别对称的安装在左立柱13与右立柱14上,每个所述顶升机构4均包括沿竖直方向升降的安装在床身11上的顶升组件、安装在床身11上用于驱动所述顶升组件升降的伺服电机49,所述顶升组件包括沿竖直方向设置的滑台42、安装在滑台42上的滚柱43及安装在滑台42上的挡头44,所述滚柱43的轴心线方向垂直于所述滑台42所在的平面,所述挡头44的上边缘高于所述滚柱43的上边缘所在面,所述滚柱43与所述挡头44间形成用于支撑轮对300的支撑空间,每个所述高度测量机构5均包括沿竖直方向升降的安装在上横梁12下方的位移传感器ⅰ53,所述电器控制系统与所述顶升机构4中的伺服电机49、所述高度测量机构5中的位移传感器ⅰ53通信连接。
30.这里,该左立柱13和右立柱14与床身11通过键连接,床身11固定在地基上并调水平,能够安全的支撑压装机的其它各部件,并能够吸收在压装时产生的作用力。设备采用焊接结构,具有足够的刚度和强度,良好的减震性和持久的稳定性
31.本例中,所述拖轮机构3包括安装在输轮底架2外侧面上的拖板组成、沿前后方向滑移的安装在拖板组成上的定位拖板33、沿前后方向安装在所述定位拖板33上的一对拖轮34,参见图6所示。
32.具体的,所述拖板组成包括沿竖直方向滑移的安装在输轮底架2外侧面上的竖直板31、安装在所述竖直板31上端的水平盖板32。所述竖直板31上安装有能够沿输轮底架2的长度方向滑移设置的直线导轨副,所述输轮底架2上安装有齿条,参见图4所示,所述竖直板31上安装有与所述齿条相啮合的齿轮35。所述拖轮机构3包括安装在拖板组成上用于驱动定位拖板33滑移的驱动气缸。
33.这里,通过设置能够沿前后方向滑移的定位拖板33,使得轮对300吊装至拖轮机构
3处时,通过定位拖板33的移动来捕捉轮对300,通过设置相互啮合的齿条与齿轮35,确保轮对300运行位置的精确度。
34.这里,竖直板31上朝向输轮底架2的一侧安装有减速机,通过减速机来驱动拖板机构带动轮对300前后移动。水平盖板32不仅起到防尘作用同时还对拖轮机构3中的其他组件起到保护作用。
35.顶升机构4中,参见图7所示,所述滑台42的顶端部上开设有槽口,所述滚柱43有两个,分别安装在所述槽口的两端部上,所述滚柱43朝向挡头44的一侧上还安装有挡片45。所述挡头44呈梯形结构,所述挡片45呈半圆形且安装在所述滚柱43的下方。将挡头44设置成梯形结构,并在滚柱43的下方设置挡片45,能够对轮对300起到支撑作用,确保轮对300在上升过程中不会晃动。
36.本例中,所述顶升组件还包括安装在床身11上的升降机41、所述滑台42安装在所述升降机41的输出端上,所述伺服电机49与所述升降机41直联,所述顶升机构4还包括安装在输轮底架2上的挂脚46,所述挂脚46上开设有沿竖直方向设置的滑槽ⅰ47,所述滑台42上设置有与所述滑槽ⅰ47相配合的直线导轨ⅰ48。
37.这里,顶升机构4为机械传动提升轮对300,通过设置直线导轨ⅰ48进行导向,使轮对300升降平稳,不因偏重产生轮对300侧斜。轮对300在垂直方向支撑稳定,不出现轮对300坠落现象。同时,直线导轨导向,保证上下导向精度与强度。整体抗扭曲能力强。能保证轮对300平面移动过程中受力平稳。另外,采用伺服电机49驱动升降的方式进行轮对300的升降,左右升降机41单独控制,升降速度可调。这种升降装置可精确控制轮对300的升降高度。
38.本例中,参见图3所示,所述高度测量机构5还包括安装在上横梁12上的底座51、沿竖直方向安装在底座51下方的直线导轨ⅱ52,所述位移传感器ⅰ53滑移的安装在直线导轨ⅱ52上。这里通过气缸驱动位移传感器ⅰ53在直线导轨ⅱ52滑移。
39.这里,通过位移传感器ⅰ53与电器控制系统及伺服电机49进行闭环控制,能够精确保证轮对300举升后与压装油缸61上的顶尖同心,显著提高轮对300定位精度。
40.本例中,该压装机构6包括安装在左立柱13或右立柱14上的嵌套式压装油缸61,该压装油缸61可分为内部圆形油缸即顶尖缸和外部环形油缸即压装缸(图中未标示),两个油缸均装有位移传感器,可分别实现位移控制,该顶尖缸起到轮对300中心精确对中及轮对300左右定位作用,确保轮对300在轴承压装时不左右窜动,该压装缸起轴承压装作用。该压装机还包括轴承夹持旋转装置62,参见图3所示,轴承夹持旋转装置62与压装机构6在数量和位置上相一一对应,轴承夹持旋转装置62安装在压装油缸61上且朝向轮对300侧。
41.轮对300进行轴承压装前,首先通过机器人上料系统将轮对300输送至轮对300输送平台的上料工位,拖轮机构3自动将轮对300捕获,待压装的轴承置于轴承夹持旋转装置62时,当轴承预装完成后,压装机具备压装条件时,拖轮机构3能够自动将轮对300送至压装机的举升工位。顶升机构4工作将轮对300升起,通过高度检测机构测量轮对300的升降高度,使轮对300中心与压装油缸61中心重合,然后,压装油缸61顶尖伸出顶住轮对300车轴端面中心孔,对轮对300进行精确定位,并将轮对300固定,保证轴承压装过程中,轮对300不左右窜动。接着,压装油缸61外缸工作进行轴承压装,轴承压装完成后,压装油缸61顶尖缩回将轮对300松开,顶升机构4工作,将轮对300降至原位,拖轮机构3将轮对300输送至下料工位,拖轮机构3返回至原位,完成轴承压装。
42.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。