1.本实用新型涉及吸塑机技术领域,特别是一种吸塑机的自动进料装置。
背景技术:
2.随着塑料制品消费量不断增大,废弃塑料也不断增多,目前我国废弃塑料主要为塑料薄膜、塑料丝及编织品、泡沫塑料、塑料包装箱及容器、日用塑料制品、塑料袋和农用地膜等,这些废塑料的存放、运输、加工等待被加工的废弃塑料原料应用及后处理若不得当,势必会破坏环境,危害百姓健康,吸塑机(又叫热塑成型机)是将加热塑化的pvc、pe、pp、pet、hips等热塑性塑料卷材吸制成各种形状的高级包装装潢盒、框等产品的机器。利用真空泵产生的真空吸力,将加热软化后的pvc、pet等热可塑性塑料片材经过模具吸塑成各种形状的真空罩、吸塑托盘、泡壳等,而厚片吸塑常见产品有:家用电器内胆外壳、行李箱包、展架配件、装潢、汽车内饰、保险杠、挡泥板、美容器材、灯箱外壳、玩具车壳、工业面板、广告灯箱、吸塑标志、卫浴产品、冰箱内胆等等,现有的注塑机进料装置在进料时一般直接将废弃的塑料制品或塑料颗粒同其他融合材料一同投入到加热仓内,由于各种材料的密度和熔点各不相同,加热后靠重力向下流动至下一工序,而这种传送方式在原材料未被完全融化时,很容易将输送通道堵塞,使后面的物料无法前进导致吸塑出来的产品不论是外形还是质量都不符合要求,且现有的进料装置在往吸塑机内流通融化后的塑料时,不能对流出的量进行控制,导致在吸塑机工作时会发生原料不足或原料过多的问题,直接影响了生产节奏。
3.针对以上不足,本实用新型提供一种吸塑机的自动进料装置,能完美解决以上问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺点,提供一种吸塑机的自动进料装置。
5.本实用新型的目的通过以下技术方案来实现:一种吸塑机的自动进料装置,包括热熔腔体,所述热熔腔体一侧的顶部设置有进料口,所述热熔腔体的内部转动连接有一个绞龙轴,所述热熔腔体的一侧固定连接有一个第一电机,所述热熔腔体的内部设置有电加热线圈,所述热熔腔体一侧的底部设置有出料口,所述出料口的内部转动连接有一个流量控制板,所述出料口的底部固定连接有一个第二电机,所述出料口的一侧固定连接有一个出料管道。
6.可选的,所述热熔腔体为一个中空的圆柱体结构,所述热熔腔体的轴心线与水平面平行,所述热熔腔体顶部的一侧开设有进料通孔,所述进料通孔为正方形,所述进料通孔的位置与进料口的位置相对应,所述热熔腔体底部的一侧开设有出料通孔,所述出料通孔为圆形,所述出料通孔与出料口的位置相对应。
7.可选的,所述热熔腔体内表面的两侧均开设有一个轴承放置槽,每个所述轴承放置槽内均固定连接有一个轴承,两个所述轴承与热熔腔体的内表面同轴心,两个所述轴承
放置槽的内部均开设有一个第一通孔,两个所述第一通孔与轴承同轴心,两个所述第一通孔的直径与轴承的内表面直径相等,两个第一通孔均贯穿至热熔腔体的外表面。
8.可选的,所述绞龙轴两侧的外表面直径与轴承的内表面直径相等,所述绞龙轴与轴承在同一轴心线上,所述绞龙轴的两侧分别固定连接于两个轴承的内表面,所述绞龙轴的一侧与第一电机的输出轴末端固定连接,所述绞龙轴的外表面固定连接有一个绞龙,所述绞龙为螺旋形,所述绞龙的直径小于热熔腔体的内表面直径。
9.可选的,所述热熔腔体的内部开设有环形通槽,所述环形通槽与热熔腔体在同一轴心线上,所述电加热线圈设置于环形通槽的内部。
10.可选的,所述出料口为一个中空的圆柱体结构,所述出料口的轴心线与加热腔体的轴心线相互垂直,所述出料口的一侧通过出料通孔与热熔腔体的内腔相连通,所述出料口的底部分别开设有一个第二通孔和第三通孔。
11.可选的,所述流量控制板为一个圆形板状结构,所述流量控制板的直径与出料口的内表面直径相等,所述流量控制板的外表面套接于出料口的内表面,所述流量控制板的一侧固定连接有一个连接块,所述连接块的外表面直径与第二通孔的内表面直径相等,所述连接块外表面的一侧贯穿至第二通孔的一侧与第二电机的输出轴末端固定连接。
12.可选的,所述流量控制板的一侧开设有一个第四通孔,所述第四通孔的直径与第三通孔的直径相等,所述第四通孔的位置与第三通孔的位置相对应。
13.可选的,所述出料管道为一个中空管状结构,所述出料管道的一侧开口与第三通孔的位置相对应,所述出料管道的内腔通过第三通孔与出料口的内腔相连通。
14.本实用新型具有以下优点:
15.1、现有的注塑机进料装置在进料时一般直接将废弃的塑料制品或塑料颗粒同其他融合材料一同投入到加热仓内,加热后靠重力向下流动至下一工序,而这种传送方式在原材料未被完全融化时,很容易将输送通道堵塞,使后面的物料无法前进,本实用新型通过增加带有绞龙的绞龙轴,绞龙在转动时可以带动融化后的原料移动,流向出料口一侧,避免大量物料堆积堵塞,且横向放置的热熔腔体,相比于纵向放置的加热腔不容易使原材料沉积,在工作时原材料流动性更强不容易凝固。
16.2、现有的进料装置在往吸塑机内流通融化后的塑料时,不能对流出的量进行控制,导致在吸塑机工作时会发生原料不足或原料过多的问题,直接影响了生产节奏,本实用新型通过在出料口的内部增加流量控制板,第二电机转动同时带动流量控制板转动,当流量控制板转动一周,流量控制板上的第四通孔就会与出料口底部的第三通孔重合一次,此时在出料口内部的融化后的吸塑原材料就可以流入到出料管道内,当第二电机转速越慢,流量控制板转动一周流出的原材料越多,当第二电机的转速越快,则流出的原材料越少,因此可以通过控制第二电机的转速来控制单位时间内原材料的流量大小。
附图说明
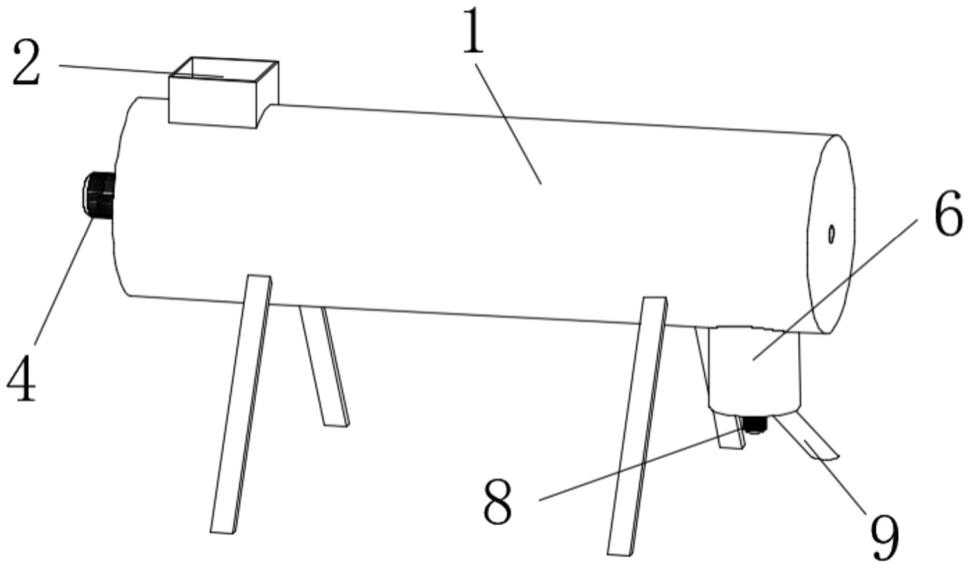
17.图1为本实用新型第一视角的结构示意图;
18.图2为本实用新型的剖视结构示意图;
19.图3为本实用新型图2中a处的放大结构示意图;
20.图4为本实用新型出料口的连接结构示意图;
21.图5为本实用新型流量控制板的结构示意图。
22.图中:1-热熔腔体,101-轴承,102-第一通孔,103-环形通槽,2-进料口, 3-绞龙轴,301-绞龙,4-第一电机,5-电加热线圈,6-出料口,601-第二通孔, 602-第三通孔,7-流量控制板,701-连接块,702-第四通孔,8-第二电机,9-出料管道。
具体实施方式
23.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
24.如图1到图5所示,一种吸塑机的自动进料装置,包括热熔腔体1,热熔腔体1一侧的顶部设置有进料口2,热熔腔体1的内部转动连接有一个绞龙轴3,热熔腔体1的一侧固定连接有一个第一电机4,热熔腔体1的内部设置有电加热线圈5,热熔腔体1一侧的底部设置有出料口6,出料口6的内部转动连接有一个流量控制板7,出料口6的底部固定连接有一个第二电机8,出料口6的一侧固定连接有一个出料管道9。
25.作为本实用新型的一种优选技术方案:热熔腔体1为一个中空的圆柱体结构,热熔腔体1的轴心线与水平面平行,热熔腔体1顶部的一侧开设有进料通孔,进料通孔为正方形,进料通孔的位置与进料口2的位置相对应,热熔腔体1 底部的一侧开设有出料通孔,出料通孔为圆形,出料通孔与出料口6的位置相对应,进料口2设置为长方体,可以减少与外部空气的接触面积,减少热熔腔体1内部的热量流失。
26.作为本实用新型的一种优选技术方案:热熔腔体1内表面的两侧均开设有一个轴承放置槽,每个轴承放置槽内均固定连接有一个轴承101,两个轴承101 与热熔腔体1的内表面同轴心,两个轴承放置槽的内部均开设有一个第一通孔102,两个第一通孔102与轴承101同轴心,两个第一通孔102的直径与轴承101 的内表面直径相等,两个第一通孔102均贯穿至热熔腔体1的外表面。
27.作为本实用新型的一种优选技术方案:绞龙轴3两侧的外表面直径与轴承 101的内表面直径相等,绞龙轴3与轴承101在同一轴心线上,绞龙轴3的两侧分别固定连接于两个轴承101的内表面,绞龙轴3的一侧与第一电机4的输出轴末端固定连接,绞龙轴3的外表面固定连接有一个绞龙301,绞龙301为螺旋形,绞龙301的直径小于热熔腔体1的内表面直径,本实用新型通过在热熔腔体1的内部设置绞龙轴3,绞龙轴3上螺旋形的绞龙301可以对从进料口2投入的多种原材料进行搅拌,同时热熔腔体内部的电加热线圈5对原料进行加热,可以使多种原料在热熔时融合更充分,绞龙301在搅拌时还可以带动融化后的原料移动,流向出料口6一侧,且横向放置的热熔腔体1,相比于纵向放置的加热腔不容易使原材料沉积,在工作时原材料流动性更强不容易凝固。
28.作为本实用新型的一种优选技术方案:热熔腔体1的内部开设有环形通槽 103,环形通槽103与热熔腔体1在同一轴心线上,电加热线圈5设置于环形通槽103的内部,螺旋形的电加热线圈5可以使热量传递更加均匀,电加热线圈5 的功率可根据需要加热的材料自行选配。
29.作为本实用新型的一种优选技术方案:出料口6为一个中空的圆柱体结构,出料口6的轴心线与热熔腔体1的轴心线相互垂直,出料口6的一侧通过出料通孔与热熔腔体1的内腔相连通,出料口6的底部分别开设有一个第二通孔601 和第三通孔602。
30.作为本实用新型的一种优选技术方案:流量控制板7为一个圆形板状结构,流量控制板7的直径与出料口6的内表面直径相等,流量控制板7的外表面套接于出料口6的内表面,流量控制板7的一侧固定连接有一个连接块701,连接块701的外表面直径与第二通孔601的内表面直径相等,连接块701外表面的一侧贯穿至第二通孔601的一侧与第二电机8的输出轴末端固定连接。
31.作为本实用新型的一种优选技术方案:流量控制板7的一侧开设有一个第四通孔702,第四通孔702的直径与第三通孔602的直径相等,第四通孔702的位置与第三通孔602的位置相对应,本实用新型通过在出料口6的内部增加流量控制板7,第二电机8转动同时带动流量控制板7转动,当流量控制板7转动一周,流量控制板7上的第四通孔702就会与出料口6底部的第三通孔602重合一次,此时在出料口6内部的融化后的吸塑原材料就可以流入到出料管道9 内,当第二电机8转速越慢,流量控制板7转动一周流出的原材料越多,当第二电机8的转速越快,则流出的原材料越少,因此可以通过控制第二电机8的转速来控制单位时间内原材料的流量大小。
32.作为本实用新型的一种优选技术方案:出料管道9为一个中空管状结构,出料管道9的一侧开口与第三通孔602的位置相对应,出料管道9的内腔通过第三通孔602与出料口6的内腔相连通。
33.综上所述:现有的注塑机进料装置在进料时一般直接将废弃的塑料制品或塑料颗粒同其他融合材料一同投入到加热仓内,加热后靠重力向下流动至下一工序,而这种传送方式在原材料未被完全融化时,很容易将输送通道堵塞,使后面的物料无法前进,本实用新型通过增加带有绞龙301的绞龙轴3,绞龙301 在转动时可以带动融化后的原料移动,流向出料口一侧,避免大量物料堆积堵塞,且横向放置的热熔腔体1,相比于纵向放置的加热腔不容易使原材料沉积,在工作时原材料流动性更强不容易凝固;现有的进料装置在往吸塑机内流通融化后的塑料时,不能对流出的量进行控制,导致在吸塑机工作时会发生原料不足或原料过多的问题,直接影响了生产节奏,本实用新型通过在出料口6的内部增加流量控制板7,第二电机8转动同时带动流量控制板7转动,当流量控制板7转动一周,流量控制板7上的第四通孔702就会与出料口6底部的第三通孔602重合一次,此时在出料口6内部的融化后的吸塑原材料就可以流入到出料管道9内,当第二电机8转速越慢,流量控制板7转动一周流出的原材料越多,当第二电机8的转速越快,则流出的原材料越少,因此可以通过控制第二电机8的转速来控制单位时间内原材料的流量大小。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。