1.本技术涉及电化学储能领域,具体地涉及一种极片的制备方法、电化学装置和电子装置。
2.
背景技术:
3.锂离子电池具有比能量大(>200wh/kg)、工作电压高(>3.5v)、自放电率低、体积小、重量轻等优势,在消费电子领域具有广泛的应用。然而随着电动汽车和可移动电子设备的高速发展,人们对电池的能量密度、安全性、循环性能等相关需求越来越高。其中,体积能量密度与质量能量密度是衡量电池性能的一个重要参数。
4.锂金属是所有金属元素中相对原子质量最小、标准电极电位最低的金属,其理论克容量可达到3860mah/g。因此,使用锂金属作为电池的负极,配合一些高能量密度的正极材料,可以大大提高电池的能量密度以及电池的工作电压(>4.5v)。然而,锂金属本身活泼性极高,其应用过程存在一些问题,期待进一步的改善。
5.
技术实现要素:
6.在本技术的一些实施例中提出一种极片的制备方法,其中,包括:在真空或惰性气氛下,将集流体、锂源和骨架结构堆叠形成极片,其中,锂源和骨架结构位于集流体上,锂源包括锂金属;在预设温度下,使用预设压力对极片进行辊压,以使锂金属进入骨架结构,预设温度不低于200℃,预设压力不小于10kg。
7.在本技术的一些实施例中,预设温度为200℃至500℃;在本技术的一些实施例中,预设压力为10kg至1t;在本技术的一些实施例中,辊压时长为1min至20min。
8.在本技术的一些实施例中,骨架结构的孔隙率为20%至90%。
9.在本技术的一些实施例中,骨架结构包括颗粒、膜片、多孔块体或纤维的至少一个。
10.在本技术的一些实施例中,多孔块体包括:多孔碳、硬碳、活性炭、碳纤维、碳纳米管。在本技术的一些实施例中,纤维采用金属、导电无机非金属材料或绝缘材料制备。
11.在本技术的一些实施例中,颗粒的直径为1μm至20μm;在本技术的一些实施例中,膜片的厚度为20μm至100μm;在本技术的一些实施例中,纤维的直径为0.05μm至10μm。
12.在本技术的一些实施例中,锂源为厚度10μm至15μm的锂带或锂合金带。
13.在本技术的一些实施例中,还包括:采用硅油对辊压后的极片进行冷却。
14.本技术还提出一种电化学装置,包括:正极、负极和隔离膜,负极的制备过程中采用了上述任一项的方法。
15.本技术还提出一种电子装置,包括上述中的电化学装置。
16.在本技术的一些实施例中提出一种极片的制备方法,包括:在真空或惰性气氛下,
将集流体、锂源和骨架结构堆叠形成极片,其中,锂源位于集流体和骨架结构之间,锂源包括锂金属;在预设温度下,使用预设压力对极片进行辊压,以使锂金属进入骨架结构,预设温度不低于200℃,预设压力不小于10kg。本技术可以提高锂源利用率并实现超薄预补锂。
17.附图说明
18.图1示出了本技术一些实施例中电化学补锂的示意图。
19.图2示出了本技术一些实施例中电化学补锂后极片的扫描电镜截面图。
20.图3示出了本技术一些实施例中极片的制备方法的示意图。
21.图4示出了本技术一些实施例中极片的制备方法的示意。
22.图5示出了本技术一些实施例中制备的极片的扫描电镜截面图。
具体实施方式
23.下面的实施例可以使本领域技术人员更全面地理解本技术,但不以任何方式限制本技术。
24.在使用锂金属作为负极时,由于锂金属活性高,存在容易发生副反应、库伦效率低、产生锂枝晶、保护层破碎等问题,为了解决上述问题,一些技术中采用提前保护的方法,即在电池组装之前,在锂金属负极表面通过物理方法或化学方法沉积一层或多层稳定的保护层结构。这种保护层对锂稳定,可传导锂离子,并隔绝电解液与锂金属直接接触,从而减少副反应。如果保护层具有较高的机械强度,还可以抑制锂枝晶的生长。然而,由于负极在充放电过程中存在急剧的体积变化,这些覆盖在负极表面的硬度较高的材料会随着发生很大的位移,一旦出现局部高度不同、压力不同、底下锂金属粉化导致失去支撑等情况,就会很容易发生破裂,导致效用持续降低。
25.另一些技术中使用原位生成保护层的方法,即在电解液中加入一些特殊的添加剂,使之可以与锂金属发生化学反应从而形成更加稳定的sei(solid electrolyte interphase,固体电解质界相)膜,阻止副反应的进一步发生。然而一般情况下,由于锂金属急剧的体积变化,sei膜难以保持整体的稳定,持续性的存在破坏与再生,进而导致添加剂会在充放电过程中会不断被损耗。由于添加剂相对于电解液其他成分含量较少(一般少于10%),因此也更容易耗尽。当添加剂损耗完毕后,其保护作用就会消失。之后破坏后再生的sei膜,将不在包含有该添加剂的反应产物,sei膜的稳定性也很可能会相应变差。
26.还有一些技术中使用负极骨架,利用3d集流体、多孔负极骨架等方式,可以为锂沉积提供足够的空间,减少负极在充放电过程中的体积变化。负极骨架多采用导电材料,这样可以通过提升负极比表面积进而起到降低局域电流密度的效果。结构化负极实际应用过程前,需要提前进行预补锂处理。然而,熔融法无法实现超薄预补锂(≤15μm,补锂量减少可增大电芯能量密度);物理气象沉积法价格昂贵,补锂时间长,补锂量最大不超过6μm;电化学法工艺复杂,沉积锂较为疏松,不利于结构化负极的孔隙率利用,且此方法锂源利用率低。因此,需要开发新的,效率高,能够实现超薄补锂,成本低,锂源利用率高的补锂方式。
27.在本技术的一些实施例中提出一种极片的制备方法,极片可以是含有锂金属的负极,极片的制备方法包括:
在真空或惰性气氛下,将集流体、锂源和骨架结构堆叠形成极片,其中,锂源和骨架结构位于集流体上,锂源和骨架结构可以位于集流体的一侧或两侧上,锂源可以位于集流体和骨架结构之间,锂源包括锂金属;在预设温度下,使用预设压力对极片进行辊压,以使锂金属进入骨架结构,预设温度不低于200℃,预设压力不小于10kg,一些实施例中,辊压时长不少于1min。
28.一些实施例中,锂源中含有锂金属,锂源可以是锂金属,因此需要在真空或惰性气体下进行制备,以防止锂金属与空气或水分子发生反应,集流体例如可以采用铜箔,也可以是采用其他集流体。如采用镍、钛、钼、铁、锌等金属及其合金,或者是碳等导电无机材料制备,骨架结构可以是多孔结构,其具有内部的间隙,常用的负极材料如石墨,在充电时锂离子以嵌入的形式存在于石墨层结构中,石墨层类似于骨架结构,为锂提供了存储空间。而对于锂金属负极,并不存在这样的骨架结构,因此在充放电过程中会出现及其剧烈的体积变化 ,并且由于电流密度以及电解液中锂离子浓度的不均匀性,沉积过程中会出现某些位点沉积速度过快的现象,进而形成尖锐的枝晶结构。锂枝晶的存在会导致沉积密度的大大降低,使得能量密度降低。因此,在本实施例中,可以通过金属、碳、绝缘聚合物等材料构建骨架结构,锂金属存储在骨架结构的孔洞中,通过骨架结构维持形状不变,提高结构稳定性,放电过程中极片本身的体积不会减少,并且骨架结构可以分散电流,降低局部电流密度,从而改善沉积形貌,提高沉积密度。此外,本实施例中,在预设压力和预设温度下对极片进行辊压,一些实施例中,预设温度是会使得锂金属称为熔融状态的温度,通过使得锂金属成为熔融状态,从而降低锂金属与骨架结构的润湿角,改善润湿性,再结合加压的方式,在预设压力下使得熔融状态的锂金属浸渗金属骨架结构内部,与骨架结构复合形成结构化的极片,结构化的极片,例如结构化的负极,结构化的极片可以抑制锂枝晶的生成,减少极化,减缓体积膨胀,提高含有锂金属的电化学装置(例如锂金属电池)的循环性能和倍率性能,并且对于锂源的利用率高,可达到99%。
29.在本技术的一些实施例中,预设温度为200℃至500℃。一些实施例中,锂金属与骨架结构的润湿性与温度相关,随着温度的升高,润湿角减小,润湿角越小,锂金属与骨架结构之间的润湿性越好,润湿性越好有利于液态或熔融的锂金属进入骨架结构内部。在上述预设温度下,可以保证锂金属成为熔融状态或液态,从而降低润湿角,当温度过低锂金属可能无法很好的骨架结构浸润,当温度过高对于润湿角的改善效果不再明显增加,并且会增加成本。
30.在本技术的一些实施例中,预设压力为10kg至1t。一些实施例中,超薄预补锂(厚度为10μm至15μm的预补锂)的实现的难点在于锂源为超薄锂(例如锂带),其在加热时,由于锂的高反应活性,表面会迅速生成一层氧化膜,这层氧化膜阻碍了熔融锂金属与骨架之间的充分接触,因此本技术的一些实施例中设定了预设压力,预设压力结合预设温度的热压可以使得整层氧化膜在压力作用下破裂,使得锂金属溢出与骨架结构充分接触,即本技术通过设定上述预设压力,在锂源为超薄锂时能够破坏氧化膜保证锂金属与骨架结构的充分接触,同时预设压力不可过大,否则一方面增加成本,另一方面可能会破坏骨架结构。此外,一些骨架结构的材料,即使在高温下也很难与液态锂金属润湿。通过预设压力实现热压补锂可以通过调控压力使液态锂金属在压力作用下浸渗进入骨架结构的材料内部,实现补锂。液态锂金属与骨架材料润湿性越好,补锂效果越好,补锂速度越快。预设压力可以选自
100kg、300kg、500kg、700kg或900kg。
31.在本技术的一些实施例中,辊压时长为1min至20min。一些实施例中,如果辊压时长过短,锂金属可能无法与骨架结构充分接触,如果辊压时长过长,此时锂金属已经与骨架结构充分接触,再继续增加时长不会有明显的改善。
32.在本技术的一些实施例中,骨架结构的孔隙率为20%至90%。一些实施例中,骨架结构的孔隙率影响了骨架结构的结构强度以及嵌锂控件,孔隙率如果过低,能够嵌锂的空间小,影响能量密度,孔隙率如果过高,可能影响骨架结构的结构强度,孔隙率可以选自30%、40%、50%、60%、70%或80%。
33.在本技术的一些实施例中,骨架结构包括颗粒、膜片、多孔块体或纤维的至少一个。一些实施例中,骨架结构可以是颗粒骨架结构,即各个颗粒分别形成骨架结构,在本技术的一些实施例中,颗粒的直径为1μm至20μm;这样可以有利于提高均匀性,骨架结构可以是膜片骨架结构,在本技术的一些实施例中,膜片的厚度为20μm至100μm,这样在锂源为锂带时能够很好的嵌入锂,一些实施例中,骨架结构可以是多孔块体,在本技术的一些实施例中,多孔块体包括:多孔碳、硬碳、活性炭、碳纤维、碳纳米管,其本身具有较好的导电性,有利于锂离子的传输。一些实施例中,骨架结构也可以是由纤维搭建形成,纤维可以采用不与锂反应的金属或合金,例如可以采用cu、mo、al、zn、ni、fe、pt或者其合金制备,也可以采用碳等无机非金属材料制备,或者采用绝缘材料,例如玻璃、纤维素或聚酰亚胺材料制备;在本技术的一些实施例中,纤维的直径为0.05μm至10μm。纤维的直径如果过短,无法很好的形成足够强度的骨架结构,纤维的直径如果过长,可能会导致锂离子在径向上的传输效率不足,影响导电效果。在本技术的一些实施例中,纤维采用金属、导电无机非金属材料或绝缘材料制备。
34.在本技术的一些实施例中,锂源为厚度10μm至15μm的锂带或锂合金带。在本技术的一些实施例中,通过采用热压的方式,能够实现超薄预补锂,而采用物理气相沉积补锂最大补锂量不超过6μm,电化学补锂方式的锂源利用率低,本技术在实现超薄预补锂的同时大大提高了锂源的利用率。
35.在本技术的一些实施例中,还包括:采用硅油对辊压后的极片进行冷却,从而提高冷却速度,并且硅油较稳定,可以并避免与锂源反应消耗锂源。
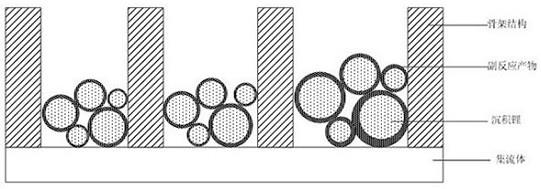
36.为了更好的说明本技术实施例中提出的方法,以下结合附图进行说明,请参考图1,图1为采用电化学方法对骨架结构进行补锂后的截面示意图,从图中可以看到,在采用电化学方法进行预补锂后沉积锂上具有副反应产物,并且如图2所示,补充的锂较为疏松,不利于骨架结构的孔隙率的利用,此方法的锂源利用率较低,只有30%到80%。如图3所示,本技术一些实施例中,补锂装置可以分为加热系统、压力系统冷却系统和环境系统,加热温度由室温至500℃可控,控温精度
±
1℃,压力可在10kg至1t范围内可调,控压精度
±
2kg;在a区域,通过环境区域将环境控制为真空或氩气环境,在集流体1上涂覆熔融状态的熔融锂2,然后在熔融锂2的表面设置骨架结构,通过辊压使得熔融锂嵌入骨架结构中,在b区域用硅油冷却,a区域的温度高于b区域,a区域可以是200℃至500℃,b区域可以是室温。
37.在另一些实施例中,还可以如图4所示,先将集流体1和锂源2辊压在一起,然后在锂源2的表面辊压一层骨架结构,然后进入a区域,在预设温度下使用预设压力进行辊压,然后在b区域冷却。
38.采用本技术所提出的方法所制备的极片的截面的扫描电子显微镜的照片如图5所示,可以看到,采用本技术提出的方法所制备的极片中,骨架结构中形成了致密的锂,相比于电化学方法大大提高了致密度。
39.本发明的通过加热,使熔融锂金属与结构化阳极骨架材料之间的润湿角降低,改善润湿性,之后通过加压方式,使熔融金属锂浸渗进入骨架材料内部,与骨架材料复合形成结构化阳极极片。
40.结构化负极可以抑制锂枝晶生成,减少极化,减缓体积膨胀,提高锂金属电池的循环性能和倍率性能。然而,通过传统的熔融法无法实现超薄预补锂(≤15μm,补锂量减少可增大电芯能量密度);物理气相沉积法价格昂贵,补锂时间长,补锂量最大不超过6μm;电化学法工艺复杂,沉积锂较为疏松(不利于结构化负极的孔隙率利用,且此方法锂源利用率低(30%至80%)。而采用热压补锂方法,方法简便,成本低,补锂形貌致密,并可实现超薄预补锂(10μm 至15μm),补锂速度快,锂源利用率可达到99%以上。
41.本技术还提出一种电化学装置,包括:正极、负极和隔离膜,负极的制备过程中采用了上述任一项的方法制备。
42.在一些实施例中,正极包括集流体和设置在集流体上的正极活性物质层,正极活性物质层可以包括正极活性材料。在一些实施例中,正极活性材料包括钴酸锂、磷酸铁锂、磷酸锰铁锂、磷酸铁钠、磷酸钒锂、磷酸钒钠、磷酸钒氧锂、磷酸钒氧钠、钒酸锂、锰酸锂、镍酸锂、镍钴锰酸锂、富锂锰基材料或镍钴铝酸锂中的至少一种。在一些实施例中,正极活性物质层还可以包括导电剂。在一些实施例中,正极活性物质层中的导电剂可以包括导电炭黑、科琴黑、片层石墨、石墨烯、碳纳米管或碳纤维中的至少一种。在一些实施例中,正极活性物质层还可以包括粘结剂,正极活性物质层中的粘结剂可以包括羧甲基纤维素(cmc)、聚丙烯酸、聚乙烯基吡咯烷酮、聚苯胺、聚酰亚胺、聚酰胺酰亚胺、聚硅氧烷、丁苯橡胶、环氧树脂、聚酯树脂、聚氨酯树脂或聚芴中的至少一种。在一些实施例中,正极活性物质层中的正极活性材料、导电剂和粘结剂的质量比可以为(80至99):(0.1至10):(0.1至10)。在一些实施例中,正极活性物质层的厚度可以为10μm至500μm。应该理解,以上所述仅是示例,正极活性物质层可以采用任何其他合适的材料、厚度和质量比。
43.在一些实施例中,正极的集流体可以采用al箔,当然,也可以采用本领域常用的其他集流体。在一些实施例中,正极的集流体的厚度可以为1μm至50μm。在一些实施例中,正极活性物质层可以仅涂覆在正极的集流体的部分区域上。
44.在一些实施例中,电化学装置包括位于正极和负极之间的隔离膜,隔离膜包括聚乙烯、聚丙烯、聚偏氟乙烯、聚对苯二甲酸乙二醇酯、聚酰亚胺或芳纶中的至少一种。例如,聚乙烯包括选自高密度聚乙烯、低密度聚乙烯或超高分子量聚乙烯中的至少一种。尤其是聚乙烯和聚丙烯,它们对防止短路具有良好的作用,并可以通过关断效应改善电池的稳定性。在一些实施例中,隔离膜的厚度在约3μm至20μm的范围内。
45.在一些实施例中,隔离膜的表面还可以包括多孔层,多孔层设置在隔离膜的至少一个表面上,多孔层包括无机颗粒和粘结剂,无机颗粒选自氧化铝(al2o3)、氧化硅(sio2)、氧化镁(mgo)、氧化钛(tio2)、二氧化铪(hfo2)、氧化锡(sno2)、二氧化铈(ceo2)、氧化镍(nio)、氧化锌(zno)、氧化钙(cao)、氧化锆(zro2)、氧化钇(y2o3)、碳化硅(sic)、勃姆石、氢氧化铝、氢氧化镁、氢氧化钙或硫酸钡中的至少一种。在一些实施例中,隔离膜的孔具有在
约0.01μm至1μm的范围的直径。多孔层的粘结剂选自聚偏氟乙烯、偏氟乙烯-六氟丙烯的共聚物、聚酰胺、聚丙烯腈、聚丙烯酸酯、聚丙烯酸、聚丙烯酸盐、羧甲基纤维素钠、聚乙烯呲咯烷酮、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯或聚六氟丙烯中的至少一种。隔离膜表面的多孔层可以提升隔离膜的耐热性能、抗氧化性能和电解质浸润性能,增强隔离膜与极片之间的粘结性。
46.在一些实施例中,电化学装置包括锂金属电池或锂离子电池,但是本技术不限于此。在一些实施例中,电化学装置还包括电解液,电解液包括氟醚、氟代碳酸乙烯酯或醚腈中至少一种。在一些实施例中,电解液还包括锂盐,锂盐包括双(氟磺酰基)酰亚胺锂和六氟磷酸锂,锂盐的浓度为1mol/l至2mol/l,且双(氟磺酰基)酰亚胺锂和六氟磷酸锂的质量比为0.06至5。在一些实施例中,电解液还可以包括非水溶剂。非水溶剂可为碳酸酯化合物、羧酸酯化合物、醚化合物、其它有机溶剂或它们的组合。
47.碳酸酯化合物可为链状碳酸酯化合物、环状碳酸酯化合物、氟代碳酸酯化合物或其组合。
48.链状碳酸酯化合物的实例为碳酸二乙酯(dec)、碳酸二甲酯(dmc)、碳酸二丙酯(dpc)、碳酸甲丙酯(mpc)、碳酸乙丙酯(epc)、碳酸甲乙酯(mec)及其组合。所述环状碳酸酯化合物的实例为碳酸亚乙酯(ec)、碳酸亚丙酯(pc)、碳酸亚丁酯(bc)、碳酸乙烯基亚乙酯(vec)或者其组合。所述氟代碳酸酯化合物的实例为氟代碳酸乙烯酯(fec)、碳酸1,2-二氟亚乙酯、碳酸1,1-二氟亚乙酯、碳酸1,1,2-三氟亚乙酯、碳酸1,1,2,2-四氟亚乙酯、碳酸1-氟-2-甲基亚乙酯、碳酸1-氟-1-甲基亚乙酯、碳酸1,2-二氟-1-甲基亚乙酯、碳酸1,1,2-三氟-2-甲基亚乙酯、碳酸三氟甲基亚乙酯或者其组合。
49.羧酸酯化合物的实例为乙酸甲酯、乙酸乙酯、乙酸正丙酯、乙酸叔丁酯、丙酸甲酯、丙酸乙酯、丙酸丙酯、γ-丁内酯、癸内酯、戊内酯、甲瓦龙酸内酯、己内酯、甲酸甲酯或者其组合。
50.醚化合物的实例为二丁醚、四甘醇二甲醚、二甘醇二甲醚、1,2-二甲氧基乙烷、1,2-二乙氧基乙烷、乙氧基甲氧基乙烷、2-甲基四氢呋喃、四氢呋喃或者其组合。
51.其它有机溶剂的实例为二甲亚砜、1,2-二氧戊环、环丁砜、甲基环丁砜、1,3-二甲基-2-咪唑烷酮、n-甲基-2-吡咯烷酮、甲酰胺、二甲基甲酰胺、乙腈、磷酸三甲酯、磷酸三乙酯、磷酸三辛酯、和磷酸酯或者其组合。
52.本技术的实施例还提供了包括上述电化学装置的电子装置。本技术实施例的电子装置没有特别限定,其可以是用于现有技术中已知的任何电子装置。在一些实施例中,电子装置可以包括,但不限于,笔记本电脑、笔输入型计算机、移动电脑、电子书播放器、便携式电话、便携式传真机、便携式复印机、便携式打印机、头戴式立体声耳机、录像机、液晶电视、手提式清洁器、便携cd机、迷你光盘、收发机、电子记事本、计算器、存储卡、便携式录音机、收音机、备用电源、电机、汽车、摩托车、助力自行车、自行车、无人机、照明器具、玩具、游戏机、钟表、电动工具、闪光灯、照相机、家庭用大型蓄电池和锂离子电容器等。
53.下面列举了一些具体实施例和对比例以更好地对本技术进行说明。
54.实施例1负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将
304sus、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为200℃,压力调至10kg,保压时间(辊压时长)10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
55.正极的制备:正极采用直径22mm,厚度0.01mm的cu箔。
56.电解液的制备:在干燥氩气气氛中,首先将有机溶剂碳酸乙烯酯(ec)和1,1,2,2-四氟-3-(1,1,2,2-四氟乙氧基)丙烷(tte)以质量比ec:tte=2:3混合,然后加入氟代碳酸乙烯酯(fec)、氟代碳酸二甲酯(femc)和锂盐六氟磷酸锂(lipf6)溶解并混合均匀,得到锂盐的含量为12wt%的电解液。
57.锂离子电池的制备:扣电型号选用2430。按负极壳、弹片、垫片、结构化的负极、电解液、厚度15μm的聚乙烯(pe)隔离膜、电解液、正极cu箔、正极壳,自下而上依次组装。
58.实施例2负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为200℃,压力调至50kg,保压时间10分钟,之后将冷却后的结构化阳极裁切成直径18mm的规格,作为负极。
59.其余步骤与实施例1相同。
60.实施例3负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为200℃,压力调至50kg,保压时间5分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
61.其余步骤与实施例1相同。
62.实施例4负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为200℃,压力调至50kg,保压时间1分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
63.其余步骤与实施例1相同。
64.实施例5负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为200℃,压力调至100kg,保压时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
65.其余步骤与实施例1相同。
66.实施例6负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为200℃,压力调至1t,保压时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
67.其余步骤与实施例1相同。
68.实施例7负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为300℃,压力调至50kg,保压时间5分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
69.其余步骤与实施例1相同。
70.实施例8负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为300℃,压力调至50kg,保压时间1分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
71.其余步骤与实施例1相同。
72.实施例9负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为300℃,压力调至10kg,保压时间5分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
73.其余步骤与实施例1相同。
74.实施例10负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为300℃,压力调至10kg,保压时间1分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
75.其余步骤与实施例1相同。
76.实施例11负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为400℃,压力调至10kg,保压时间1分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
77.其余步骤与实施例1相同。
78.实施例12负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纳米管(cnt)骨架,cnt直径20nm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为300℃,压力调至50kg,保压时间5分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
79.其余步骤与实施例1相同。
80.实施例13负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纳米管(cnt)骨架,cnt直径
20nm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为300℃,压力调至10kg,保压时间5分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
81.其余步骤与实施例1相同。
82.实施例14负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纳米管(cnt)骨架,cnt直径20nm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为400℃,压力调至10kg,保压时间5分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
83.其余步骤与实施例1相同。
84.实施例15负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纳米管(cnt)骨架,cnt直径20nm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热加压,温度设定为400℃,压力调至10kg,保压时间1分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
85.其余步骤与实施例1相同。
86.对比例1负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热,温度设定为200℃,不施加压力,保持时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
87.其余步骤与实施例1相同。
88.对比例2负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热,温度设定为300℃,不施加压力,保持时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极。
89.其余步骤与实施例1相同。
90.对比例3负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加热,温度设定为400℃,不施加压力,保持时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极待用。
91.其余步骤与实施例1相同。
92.对比例4负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加压,不加热,压力调节至50kg,保压时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极待用。
93.其余步骤与实施例1相同。
94.对比例5负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加压,不加热,压力调节至100kg,保压时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极待用。
95.其余步骤与实施例1相同。
96.对比例6负极的制备:骨架结构采用厚度为50μm,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用15μm厚度的超薄锂带。自下而上将304sus不锈钢、锂带和骨架结构堆叠,在补锂装置中加压,不加热,压力调节至1t,保压时间10分钟,之后将冷却后的结构化负极裁切成直径18mm的规格,作为负极待用。
97.其余步骤与实施例1相同。
98.对比例7负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纤维(cf)骨架,cf直径5μm。集流体采用10μm厚度的304sus不锈钢。锂源采用0.05mm厚度的锂片。先组装成补锂电极进行电化学补锂,电解液与之后做容量的半电池一致,补锂设备为蓝电5v5ma,补锂电流0.2ma/cm2,放电15.5小时,补锂量3.1mah/cm2。之后,将补锂后极片从补锂电芯中拆出裁切成直径18mm的规格,作为负极。
99.其余步骤与实施例1相同。
100.对比例8负极的制备:骨架结构采用50μm厚度,孔隙率82%的碳纳米管(cnt)骨架,cnt直径20nm。集流体采用10μm厚度的304sus不锈钢。锂源采用0.05mm厚度的锂片。先组装成补锂电极进行电化学补锂,电解液与之后做容量的半电池一致,补锂设备为蓝电5v5ma,补锂电流0.2ma/cm2,放电15.5小时,补锂量3.1mah/cm2。之后,将补锂后极片从补锂电芯中拆出裁切成直径18mm的规格,作为负极。
101.其余步骤与实施例1相同。
102.各个实施例和对比例的区别仅在于负极不同,具体区别见下方表格。
103.下面描述本技术的测试方法。
104.对比例和实施例的数据拟用补锂后极片的厚度和补锂后极片组装成半电池容量来表征该方案的有效性。半电池容量通过land或neware进行,以1ma/cm2的电流密度放电至截止电压2v,再以50ua电流放电至截止电压2v,从容量电压曲线中读取出补锂后极片容量值,用此容量值除以锂源理论容量得到锂源利用率。极片厚度通过万分尺测量,具体数据见下表。
105.表1
ꢀ极片极片厚度锂源利用率实施例150μmcf,10μmsus,200℃-10kg补锂10min70μmnull实施例250μmcf,10μmsus,200℃-50kg补锂10min60μm99%实施例350μmcf,10μmsus,200℃-50kg补锂5min65μmnull
实施例450μmcf,10μmsus,200℃-50kg补锂1min68μmnull实施例550μmcf,10μmsus,200℃-100kg补锂10min50μmnull实施例650μmcf,10μmsus,200℃-1t补锂10min40μmnull实施例750μmcf,10μmsus,300℃-50kg补锂5min60μm99%实施例850μmcf,10μmsus,300℃-50kg补锂1min60μm99%实施例950μmcf,10μmsus,300℃-10kg补锂5min60μm99%实施例1050μmcf,10μmsus,300℃-10kg补锂1min63μmnull实施例1150μmcf,10μmsus,400℃-10kg补锂1min60μm99%实施例1250μmcnt,10μmsus,300℃-50kg补锂5min50μmnull实施例1350μmcnt,10μmsus,300℃-10kg补锂5min69μmnull实施例1450μmcnt,10μmsus,400℃-10kg补锂5min60μm99%实施例1550μmcnt,10μmsus,400℃-10kg补锂1min60μm99%对比例150μmcf,10μmsus,200℃-0kg补锂10min75μmnull对比例250μmcf,10μmsus,300℃-0kg补锂10min75μmnull对比例350μmcf,10μmsus,400℃-0kg补锂10min75μmnull对比例450μmcf,10μmsus,20℃-50kg补锂10min72μmnull对比例550μmcf,10μmsus,20℃-100kg补锂10min55μmnull对比例650μmcf,10μmsus,20℃-1t补锂10min40μmnull对比例750μmcf,0.2ma/cm2补锂3.1mah/cm260μm80%对比例850μmcnt,0.2ma/cm2补锂3.1mah/cm260μm60%
其中,null表示锂源未进入或未完全进入骨架结构,当极片厚度为60μm时,锂源完全进入骨架结构,当极片厚度不小于75μm时,锂源未进入骨架结构,当极片厚度位于60μm至75μm之间时,锂源部分进入骨架结构。
106.各个实施例和对比例的制备参数和测试结果如表1所示。
107.从表1可以看出,实施例1和2中,在加热温度较低时(200℃),液态锂金属与骨架之间润湿性差,压力越大,锂越能浸渗。实施例2、3和4对比说明,压力和温度一定的情况下,补锂速度与时间相关,补锂时间越长,补锂效果越好。实施例5和6的对比说明,在较大压力下可能导致多孔骨架材料被压缩,厚度降低,导致孔隙率下降。实施例7至11的对比说明,温度升高,液态锂金属和骨架材料润湿性变好,在较小压力下即可完成补锂。实施例12至15的对比说明,不同骨架材料对压力的敏感程度不同,随温度升高与锂的润湿性改善程度也不同。对比例1至3的对比说明,完全不施加压力,增加温度至400℃也无法完成超薄补锂。对比例4至6的对比说明不施加温度,增大压力也无法实现补锂,并可能导致骨架被过度压缩。对比例7和8的对比说明,采用电化学补锂方法,锂源利用率与热压补锂存在较大差距,电化学补锂方法的锂源利用率较低。
108.表1中的最优方案为实施例8、实施例11和实施例15,即以cf作为骨架,温度300℃时,压力使用50kg;温度400℃时,压力使用10kg;以cnt作为骨架时,温度400℃时,压力使用10kg,此时锂源能够很好的进入骨架结构,并且锂源利用率达到99%。
109.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的公开范围,并不限于上述技术特征的特定组合而成的技术
方案,同时也应涵盖由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。