1.本实用新型涉及工件定位领域,尤其涉及一种工件加工设备。
背景技术:
2.目前,进行加工之前一般需使用定位机构定位工件,定位机构呈龙门式结构且位于承载工件的定位治具上方。此种定位机构容易与其它加工机构产生干涉,从而导致加工机构的结构变得复杂,或导致无法加工工件。另外,此种定位机构的位置是固定,无法随定位治具进行移动,因此不能适应加工需求的变化。
3.因此,亟需要一种让定位治具与工件定位机构能同步运动至加工位置的工件加工设备来克服上述缺陷。
技术实现要素:
4.本实用新型的目的在于提供一种让定位治具与工件定位机构能同步运动至加工位置的工件加工设备。
5.为实现上述目的,本实用新型的工件加工设备包括用于承载工件的定位治具和工件定位机构,定位治具与工件定位机构各呈移动式布置,定位治具在第一位置与第二位置之间位移,工件定位机构在定位治具处于第一位置时选择性地与定位治具对接相连并压紧工件,则工件定位机构与定位治具同步地由第一位置移动至第二位置。
6.较佳地,工件定位机构与定位治具呈同向滑移布置。
7.较佳地,工件定位机构位于定位治具的一侧,工件定位机构为悬臂式结构。
8.较佳地,工件定位机构包括下压结构和对位连接件,定位治具设有与对位连接件相对接配合的对位连接部,下压结构在对位连接件与对位连接部对接相连时同步压紧工件。
9.较佳地,对位连接件为销轴结构,对接连接部为槽孔结构。
10.较佳地,对位连接件安装于下压结构,下压结构呈悬臂式结构。
11.较佳地,下压结构呈滑移布置,下压结构相对定位治具至少具有一靠近定位治具的动作位置及一远离定位治具的初始位置,下压结构在定位治具处于第一位置时由初始位置滑移至动作位置,以使下压结构压紧工件并同步带动对位连接件与对位连接部对接相连。
12.较佳地,下压结构上安装有若干下压头,下压头安装于下压结构的自由端,对位连接件安装于下压结构的远离其自由端的另一端,下压头与对位连接件位于下压结构的同一侧。
13.较佳地,工件定位机构还包括动作驱动器和位移安装架,动作驱动器安装于位移安装架,下压结构呈滑动地安装于位移安装架,下压结构安装于动作驱动器的输出端,动作驱动器驱使下压结构在初始位置与动作位置之间进行滑移。
14.较佳地,工件定位机构移动至第二位置时受阻挡,以使定位治具与工件定位机构
同时停止于第二位置。
15.较佳地,工件定位机构在第一位置与第二位置之间呈直线滑移布置。
16.较佳地,本实用新型的工件加工设备还包括一滑轨结构和位移驱动器,滑轨结构沿工件定位机构的滑移方向延伸,位移安装架呈滑动地安装于滑轨结构,位移安装架安装于位移驱动器的输出端,位移驱动器驱使工件定位机构在滑轨结构上进行滑移。
17.较佳地,第二位置处安装有一阻挡结构,阻挡结构在工件定位机构运动至第二位置时施加一作用力至工件定位机构,作用力的作用方向与工件定位机构的运动方向相反。
18.较佳地,工件定位机构安装有一配挡结构,阻挡结构包括一弹性结构,弹性结构与配挡结构呈相正对布置。
19.较佳地,本实用新型的工件加工设备还包括治具驱动器,定位治具安装于治具驱动器的输出端,治具驱动器驱使定位治具在第一位置与第二位置之间进行位移。
20.与现有技术相比,本实用新型的工件加工设备包括用于承载工件的定位治具和工件定位机构。定位治具与工件定位机构各呈移动式布置,定位治具在第一位置与第二位置之间位移。工件定位机构在定位治具处于第一位置时选择性地与定位治具对接相连并压紧工件,则工件定位机构与定位治具同步地由第一位置移动至第二位置。工件定位机构与定位治具对接相连时,工件定位机构与定位治具准确对位,从而定位治具处于第一位置时,工件定位机构相应到第一位置,工件定位机构便能准确压紧工件,实现对工件的准确定位。定位治具与工件定位机构相连后,能实现定位治具与工件定位机构的运动同步,定位治具从第一位置移动至第二位置后,工件定位机构便能跟随定位治具同步地运动到第二位置,让工件保持定位地从第一位置运动到第二位置,适应加工需求的变化。
附图说明
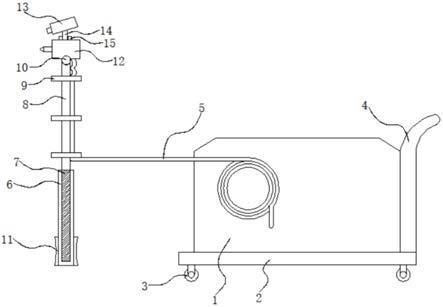
21.图1是本实用新型工件加工设备的立体结构示意图。
22.图2是图1所示的工件加工设备的主视图。
23.图3是图1所示的工件加工设备在隐藏定位治具、治具驱动器及位移滑轨后的立体结构示意图。
24.图4是图3所示的工件加工设备的俯视图。
25.图5是图3所示的工件加工设备处于另一角度时的立体结构示意图。
具体实施方式
26.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
27.如图1至图5所示,本实用新型的工件加工设备100包括用于承载工件的定位治具10和工件定位机构20。定位治具10与工件定位机构20各呈移动式布置,定位治具10在第一位置与第二位置之间位移。工件定位机构20在定位治具10处于第一位置时选择性地与定位治具10对接相连并压紧工件,则工件定位机构20与定位治具10同步地由第一位置移动至第二位置。工件定位机构20与定位治具10对接相连时,工件定位机构20与定位治具10准确对位,从而定位治具10处于第一位置时,工件定位机构20相应到第一位置,工件定位机构20便能准确压紧工件,实现对工件的准确定位。定位治具10与工件定位机构20相连后,能实现定
位治具10与工件定位机构20的运动同步,定位治具10从第一位置移动至第二位置后,工件定位机构20便能跟随定位治具10同步地运动到第二位置,让工件保持定位地从第一位置运动到第二位置,适应加工需求的变化。较优的是,定位治具10根据工件结构不同而呈不同的形状结构,以适配工件。定位治具10采用现有结构即可,故在此不再赘述。本实用新型设有并列的两套工件加工设备100,对应地,设有两套定位治具10,以提高加工效率,但不限于此。较优的是,上述的第二位置为对工件进行加工的位置,但不限于此。
28.值得注意的是,工件定位机构20与定位治具10同步运动,是指工件定位机构20与定位治具10之间的运动是同时进行的,即同时启动和同时停止,两者之间不存在先后运动的迟滞。
29.如图1至图5所示,工件定位机构20与定位治具10呈同向滑移布置,使工件定位机构20与定位治具10更直接、流畅地在第一位置与第二位置之间进行滑移。同向应理解为,工件定位机构20与定位治具10保持朝同一方向进行运动。工件定位机构20位于定位治具10的一侧,工件定位机构20为悬臂式结构,如此,在设计上外部加工机构不会与工件定位机构20产生干涉,避免影响加工。于本实施例中,上述的外部加工机构为锁附机构,悬臂式的工件定位机构20有利于简化锁附机构的结构,且使锁附机构达到自动锁附的目的。
30.如图1至图5所示,工件定位机构20包括下压结构21和对位连接件22。定位治具10设有与对位连接件22相对接配合的对位连接部(图中未示)。下压结构21在对位连接件22与对位连接部对接相连时同步压紧工件。对位连接件22与对位连接部对接相连时,下压结构21同步压紧工件,让定位治具10与工件定位机构20的对位相连时,下压结构21对工件的压紧定位同步进行,避免等待,提高加工效率。举例而言,对位连接件22为销轴结构,对位连接部为槽孔结构,但不限于此。进一步地,对位连接件22安装于下压结构21,下压结构21呈悬臂式结构。如此,下压结构21与对位连接件22的运动时刻保持同步,而且结构简单。举例而言,下压结构21为长杆结构,但不限于此。当然根据实际需要,于其它实施例中,也可将销轴结构设于定位治具10,对应地,将槽孔结构设于下压结构21,一样能实现定位治具10与工件定位机构20之间的对接连接。
31.如图1至图5所示,下压结构21呈滑移布置,下压结构21相对定位治具10至少具有一靠近定位治具10的动作位置及一远离定位治具10的初始位置。下压结构21在定位治具10处于第一位置时由初始位置滑移至动作位置,以使下压结构21压紧工件并同步带动对位连接件22与对接连接部对接相连。可简便地操作下压结构21动作,实现简便快速压紧工件和使定位治具10与工件定位机构20快速对接相连。较优的是,下压结构21呈上下滑移布置,但不限于此。进一步地,下压结构21上安装有若干下压头23。下压头23安装于下压结构21的自由端,对位连接件22安装于下压结构21的远离其自由端的另一端,下压头23与对位连接件22位于下压结构21的同一侧。利用下压头23能更稳定地压紧工件,且避免对工件产生遮挡。由于下压头23与对位连接件22相隔开,于本实施例中,销轴结构插入到槽孔结构的动作与下压头23压紧工件的动作互不影响。举例而言,下压结构21的自由端安装有两个下压头23,但不限于此。根据实际需要,可在下压结构21的自由端安装数量更多或更少的下压头23。
32.如图1至图5所示,工件定位机构20还包括动作驱动器24和位移安装架25。动作驱动器24安装于位移安装架25,下压结构21呈滑动地安装于位移安装架25,下压结构21安装于动作驱动器24的输出端,动作驱动器24驱使下压结构21在初始位置与动作位置之间进行
滑移。借由动作驱动器24能自动驱使下压结构21运动。较优的是,于本实施例中,位移安装架25安装有沿上下方向布置的运动滑轨26,下压结构21呈滑动地安装于运动滑轨26,但不限于此。举例而言,动作驱动器24为气缸,具体地,动作驱动器24为双联气缸。当然,根据实际需要,动作驱动器24也可采用直线电机等结构,故不限于此。
33.如图1至图5所示,工件定位机构20在第一位置与第二位置之间呈直线滑移布置,以使工件定位机构20快速、稳定地往返于第一位置与第二位置。具体地是,本实用新型的工件加工设备100还包括一滑轨结构30和位移驱动器40。滑轨结构30沿工件定位机构20的滑移方向延伸,位移安装架25呈滑动地安装于滑轨结构30,位移安装架25安装于位移驱动器40的输出端,位移驱动器40驱使工件定位机构20在滑轨结构30上进行滑移。借由位移驱动器40能自动驱使工件定位机构20滑移。举例而言,于本实施例中,位移驱动器40为气缸,当然根据实际需要,位移驱动器40也可采用直线电机等结构,故不限于此。
34.如图1至图5所示,工件定位机构20移动至第二位置时受阻挡,以使定位治具10与工件定位机构20同停止于第二位置。具体地,第二位置处安装有一阻挡结构50,阻挡结构50在工件定位机构20运动至第二位置时施加一作用力至工件定位机构20,作用力的作用方向与工件定位机构20的运动方向相反。阻挡结构50施加到工件定位机构20的作用力能提供工件定位机构20的缓冲限位作用,使工件定位机构20更平缓地停止于第二位置处。具体地,工件定位机构20安装有一配挡结构27,阻挡结构50包括一弹性结构51,弹性结构51与配挡结构27呈相正对布置。在工件定位机构20即将到达第二位置时,弹性结构51抵在工件定位机构20上,提供对工件定位机构20的缓冲。举例而言,弹性结构51为弹簧,但不限于此。阻挡结构50、配挡结构27同为块状件,但不限于此。阻挡结构50安装于滑轨结构30的旁侧,但不限于此。
35.如图1至图5所示,本实用新型的工件加工设备100还包括治具驱动器60。定位治具10安装于治具驱动器60的输出端,治具驱动器60驱使定位治具10在第一位置与第二位置之间进行位移。举例而言,治具驱动器60为电机驱动组,即为电机与丝杆丝母副的组合,但不限于此。当然根据实际需要,治具驱动器60也可采用油缸等结构。借由治具驱动器60能自动驱使定位治具10进行位移。较优的是,定位治具10也是在第一位置与第二位置之间进行直线滑移。具体地是,定位治具10呈滑动地安装一位移滑轨70上,定位治具10借由该位移滑轨70进行直线滑移。位移滑轨70沿定位治具10的滑移方向延伸。需要说明的是,于本实施例中,定位治具10、工件定位机构20的滑移方向为y轴方向,但不限于此。
36.以下介绍本实用新型的工件加工设备100的工作原理:初始状态时,定位治具10与工件定位机构20同处于第一位置。将一工件放入定位治具10,动作驱动器24驱使下压结构21向下运动,使下压结构21由初始位置向下滑移到动作位置,下压头23将工件压紧且对位连接件22(销轴结构)插入到对接连接部(槽孔结构)中。接着,治具驱动器60驱使定位治具10由第一位置滑移至第二位置,同时地,位移驱动器40驱使工件定位机构20由第一位置滑移至第二位置,定位治具10与工件定位机构20同步进行滑移。当工件定位机构20即将移动至第二位置时受弹性结构51的阻挡,使得定位治具10与工件定位机构20同步缓冲地停止于第二位置。接着,动作驱动器24驱使下压结构21向上运动,使下压结构21由动作位置向上滑移到初始位置,下压头23解除对工件的下压,销轴结构离开槽孔结构,实现复位。随后,位移驱动器40驱使工件定位机构20由第二位置滑移至第一位置,使工件定位机构20复位。此时,
定位治具10仍处于第二位置,进行加工。加工完毕后,治具驱动器60驱使定位治具10由第二位置滑移至第一位置,使定位治具10复位。如此,便完成对一工件的定位上料。如此类推,便能逐一对不同工件进行定位上料。
37.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。