1.本技术属于机床设备,尤其是涉及一种多轴钻床。
背景技术:
2.多轴钻床,是指能够同时安装两根及以上钻头的钻床,多轴钻床分为专用多轴钻床、cnc多轴钻床、plc多轴钻床和普通多轴钻床,专用多轴钻床是针对特殊零件设计的专门钻床,由于没有通用性,仅仅在极个别有特殊要求,利用普通钻床难以实现钻孔时使用,plc多轴钻床和cnc多轴钻床是利用芯片进行控制的钻床,cnc多轴钻床自动化、数字控制程度更高,更多时候,在大型工厂使用比较多,钻孔任务不大时使用数控铣床或者加工中心代替数控钻床比较多,而普通多轴钻床是指安装多轴工作头的钻床,其核心技术就是多轴工作头,孔分布情况越复杂,相应机床结构越复杂,由于产品中有很大一部分孔作为连接用,连接孔都有盈余量,而定位往往另外有法兰、定位柱进行定位,例如,采用m14螺丝进行连接,连接孔设计在15mm-16mm也能够接受,理论上的连接孔中心线与实际钻孔中心线偏差1mm也能接受,连接孔加工对精度要求比较低,而对加工效率要求比较高,因为连接孔加工工价不高,厂家对加工成本比较敏感,cnc多轴钻床虽然提高了加工效率,但cnc机床售价昂贵,,加之铸铁对机床的磨损大,导致铸铁加工机床寿命都比较低,cnc机床高昂的售价难以在铸造行业推广在孔加工中,相比较之下,一台普通台钻才1000多元。
3.以“多轴钻床 or 多头钻床”为关键字进行检索,共45条记录,其中张家界航空工业职业技术学院申请了一件专利“多头钻床”,专利号为“2016110971909”,该专利利用热熔胶或者水泥限制钻床主轴,这样进行加工,而汪风珍申请的“201620551763x”则提到利用电磁吸盘限制钻床/攻牙机主轴,利用热熔胶或者水泥从理论上是可行的,对于水泥而言,,一个产品型号就需要加工一个,使用过后只能抛弃,并且水泥的硬化也需要时间,一套模具的成本也不是很低,很难救急,对于热熔胶而言,能够加热再次使用,但是,加热和冷却热熔胶也需要比较长的时间,并且需要耗费电能,而且热熔胶加热,容易引起钻孔主轴中轴承润滑油干涸,对轴承的使用寿命存在不利影响,对于加工任务少于500个的产品而言,也不适用,而利用电磁吸盘,电磁吸盘价格不便宜,并且同样需要耗费电能,由于多头钻床加工孔时,扭矩比单个钻头的扭矩更大,意味着需要更大吸力的电磁吸盘,例如,如果需要利用同一规格的6根钻头加工,其总扭矩大致可以认为是一根钻头的扭矩的6倍,假如单个钻头的扭矩为n,则6根钻头的扭矩为6n,单根钻头钻孔时,电磁吸盘吸引工件,需要克服钻头扭矩,假如克服1根钻头需要用力m牛,那么,克服6根钻头需要的力是6m牛,这就对电磁吸盘的吸力提出了挑战,或者通过增大钻床主轴的吸盘面积来达到同样的效果,但通过增加钻床主轴的吸盘面积,就意味着轴间距增大了,应用受到限制,通过增大电磁吸盘的吸力,就意味着需要更多的电能,因此,无论是热熔胶、水泥还是电磁吸盘都存在技术问题。
技术实现要素:
4.需要解决的技术问题:
5.1.需要解决钻床主轴固定的问题;
6.2.需要解决钻床主轴灵活变换的问题;
7.3.需要解决多轴钻床钻头总扭矩过大的问题;
8.4.需要解决铸造件尺寸不标准导致的加工困难的问题。
9.技术方案:
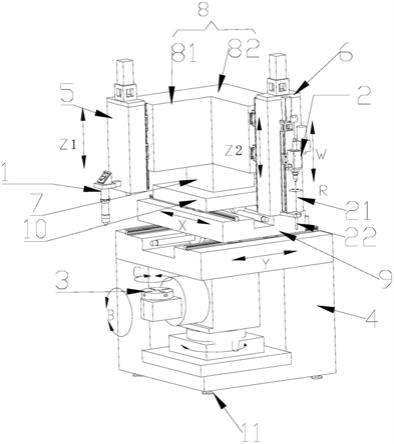
10.箱式多轴钻床主要由底座1、立柱总成2、床身总成3、电动机总成4、箱体总成5、工作台总成6、滑动架总成7、支撑架总成8组成,底座1上安装立柱21和支撑架81,立柱21上安装床身31,滑动块26上安装工作台61、床身31上安装箱体51,箱体51安装电动机滑板44,工作台61上安装滑动架固定架71。
11.底座1包括底座直口槽101、底座备用孔102、电源线孔103、底座锁紧孔104,底座直口槽101和底座备用孔102在现有的部分钻床上存在,其作用和功能与现有钻床的相关构造相同,底座直口槽101用来在部分零件加工时固定工件或夹具使用,在本技术中,为了拓展工作台61的上下移动距离,支撑架81的中心孔和底座备用孔102装配之后同心,并且支撑架81的中心孔直径≤底座备用孔102的直径,这样,升降柱82能够通过底座备用孔102,箱式多轴钻床利用底座锁紧孔104锁紧到地面或者安装桌之后,将地面或者安装桌位于底座备用孔102的下方掏空,可拓展箱式多轴钻床的加工高度。
12.立柱总成2包括立柱21、指示盘22、伞齿甲23、伞齿乙24、立柱手轮25、滑动块26、立柱螺杆27、立柱手轮杆28。
13.立柱21包括立柱零刻度位211、立柱螺杆孔212、立柱手轮孔213、滑动块槽214,立柱零刻度位211为一条印刷或者蚀刻的刻度线,位于立柱21的下方,立柱零刻度位211的作用是指示立柱螺杆27旋转的角度,立柱螺杆孔212位于立柱21的下方,立柱手轮孔213位于立柱滑动块槽214的后方,立柱滑动块槽214为企口槽,立柱21安装之后,立柱滑动块槽214为竖向直口槽。
14.指示盘22中间为指示盘安装孔222,指示盘22盘面上有立柱指示位221,指示盘22利用指示盘安装孔222安装进立柱螺杆27之后,与立柱螺杆27同轴同步旋转,当立柱螺杆27旋转时,立柱指示位221与立柱零刻度位211重合时,表示立柱螺杆27刚好旋转了n 圈,n≥1。
15.伞齿甲23安装进立柱螺杆27之后,与立柱螺杆27同轴同步旋转。
16.立柱手轮杆28前方安装进伞齿乙24,立柱手轮杆28穿过立柱手轮孔213之后,立柱手轮杆28后方安装立柱手轮25,安装之后,立柱手轮杆28、伞齿乙24、立柱手轮25同轴同步旋转,通过摇动立柱手轮25,由于立柱手轮孔213的限制,立柱手轮杆28在立柱手轮孔213中旋转,同时带动伞齿乙24旋转,伞齿乙24旋转带动伞齿甲23旋转,从而带动立柱螺杆27旋转。
17.滑动块26包括刻度盘安装位261、滑动块滑槽位262、滑动块螺纹孔263,滑动块滑槽位262与滑动块槽214配合安装,滑动块26竖直方向有滑动块螺纹孔263,滑动块螺纹孔263和立柱螺杆27的螺纹配合使用,立柱螺杆27旋转,则带动滑动块26沿滑动块槽214上下移动,刻度盘安装位261位于滑动块26的前方,为圆柱形,刻度盘安装位261用来安装刻度盘62,刻度盘安装时需要注意,刻度盘0刻度安装在刻度盘安装位261的0刻度位,并且刻度盘固定安装在刻度盘安装位261上,工作台工作面中心线标记有刻度指示位,通过刻度指示位
和刻度盘上的数据重合值或者最接近值,读取工作台的安装角度值,刻度盘安装位261的0刻度位和滑动块26的中心线重合。
18.床身总成3包括床身31、床身手杆32、床身齿轮33、平面螺纹34、平面螺纹盒35、箱体防转螺钉36。
19.床身31包括床身手杆孔311、开关盒孔312、床身中心孔313、箱体防转孔314,床身手杆孔311位于床身侧面,为通孔,床身手杆孔中部为齿轮位,齿轮位与床身中心孔313相通,床身齿轮33放进齿轮位,床身手杆32先穿过床身齿轮33,床身齿轮33和床身手杆32安装部位安装销子,防止床身齿轮33在床身手杆32上旋转,床身手杆32另一侧安装平面螺纹34,平面螺纹盒35安装在床身31上,平面螺纹34的内侧安装进床身手杆32,外侧安装进平面螺纹盒35,利用平面螺纹34的弹性,当床身手杆32压下箱体51之后,平面螺纹34获得一个压缩力,当松开床身手杆32之后,压缩力释放,将箱体51升高,方便下一次钻孔。
20.开关盒孔312用来安装开关盒9,开关盒9后还有电线等未显示。
21.床身中心孔313内径=箱体51的外径,将箱体51放进床身中心孔313,这样,箱体51在床身中心孔313上下移动,箱体防转孔314位于床身31侧面,为螺纹通孔,箱体防转螺钉36拧进箱体防转孔314,箱体防转螺钉36卡进箱体防转槽511,这样,箱体51在床身31中只能上下移动,防止箱体51在床身31中旋转。
22.电动机总成4包括电动机41、电动机调节螺杆42、电动机手轮43、电动机滑板44、皮带45。
23.电动机41前侧端盖的安装孔利用螺丝将电动机41安装在电动机滑板44上,电动机皮带轮411安装在电动机主轴上,钻床皮带轮56安装在钻床主轴542上,位于电动机滑板44的下方方向,电动机皮带轮411利用皮带45带动钻床皮带轮56旋转,电动机调节螺杆42后端有电动机调节螺杆卡位421,中间段是电动机调节螺杆螺纹422,前端有电动机调节螺杆卡槽423,将电动机调节螺杆42拧进电动机调节螺杆安装孔513,将电动机手轮43锁死在电动机调节螺杆卡位421上,电动机滑板44上有电动机滑板连接孔441,电动机滑板连接孔441上方有螺纹孔,将电动机调节螺杆42插入电动机滑板连接孔441中,利用螺丝拧进电动机滑板连接孔441上方的螺纹孔,螺丝卡住电动机调节螺杆卡槽423,但不需卡死,以使电动机调节螺杆42能够旋转,当摇动电动机手轮43时,电动机调节螺杆42前进或后退,带动电动机滑板44前进或后退,从而带动电动机皮带轮411前进或后退,将皮带45拉紧或放松,从而方便安装皮带45或利于皮带45工作,防止皮带45打滑或脱落,所述的皮带45能够替换成链条,相应的钻床皮带轮56和电动机皮带轮411需要替换成链轮或齿轮,在实际工作中,电动机手轮43可能发生松动,导致皮带45不能正常工作,需要用绳子系住电动机手轮45,绳子下方系重物,这样,由于重物的重力作用,防止电动机手轮43松动。
24.箱体总成5包括箱体51、箱体砂芯室上盖甲52、箱体砂芯室上盖乙53、钻床主轴轴套54、中间轮55、钻床皮带轮56、箱体砂芯室下盖甲57、箱体砂芯室下盖乙58、加砂螺杆59。
25.箱体51包括箱体防转槽511、箱体升降槽512、电动机调节螺杆安装孔513、箱体砂芯室514、箱体滑槽515,箱体防转槽511是竖向凹槽,箱体升降槽512是竖向齿槽,其齿距、齿高和床身齿轮33是对应的,摇动床身手杆32,从而带动床身齿轮33旋转,床身齿轮33在箱体升降槽512的齿槽中移动,从而带动箱体51升降,电动机调节螺杆安装孔513、位于箱体砂芯室514的侧上方,箱体砂芯室514用来填充砂子,箱体砂芯室514的大小决定了箱式多轴钻床
的钻孔范围,是一个重要的参数,箱体滑槽515位于箱体砂芯室514的上方,箱体滑槽515和电动机滑板44是对应的,电动机滑板44就是在箱体滑槽515中滑动。
26.箱体砂芯室514是上下相通的,并不能填充砂子,箱体砂芯室514上方安装箱体砂芯室上盖乙53,下方安装箱体砂芯室下盖甲57,在箱体砂芯室上盖乙53上安装箱体砂芯室上盖甲52,在箱体砂芯室下盖甲57安装箱体砂芯室下盖乙58,箱体砂芯室上盖甲52和箱体砂芯室下盖乙58属于自加工零件,需要在箱体砂芯室上盖甲52和箱体砂芯室下盖乙58钻孔安装钻床主轴542,在钻孔时,箱体砂芯室上盖甲52和箱体砂芯室下盖乙58一起钻孔,这样,能够保证钻孔的位置和大小合乎要求,还需注意,箱体砂芯室上盖乙53有半墩,半墩在上方,相应的,箱体砂芯室下盖甲57有半墩,半墩在下方,箱体砂芯室上盖甲52和箱体砂芯室下盖乙58加工时也要加工半墩,并注意半墩安装方向,安装好之后,再将钻床主轴轴套54以及相应的组件安装之后,加进砂子,砂子从加砂孔532中加进,中间轮55上方为漏斗状,方便加砂子,当砂子加到一定程度,拧动加砂螺杆59,将砂子加严实,一直到加砂螺杆59不能拧动时为止。
27.在钻床主轴轴套54上有防转板541,防转板541使钻床主轴轴套54不再是圆柱形,能够有效防止钻床主轴轴套54在工作时旋转。
28.箱体砂芯室上盖乙53上方有n个中间轮安装位531,中间轮安装位531的中心为加砂孔532,加砂孔532的后端是螺纹孔,方便拧进加砂螺杆59,中间轮55与钻床皮带轮56、电动机皮带轮411是对应的,当钻床皮带轮56、电动机皮带轮411替换成链轮或齿轮之后,相应的中间轮55替换成链轮或齿轮,附图显示的为皮带轮,中间轮55起到改变钻床主轴542旋转方向或者过渡作用。
29.砂子配方,普通砂子加水填充进箱体砂芯室514之后,随着时间的推移,砂子含水量越来越少,另外,普通砂子加水也容易使机床部件生锈,其粘稠度也难以达到要求,需要在普通砂子中使用添加剂,较优配方是:砂子50-60%,无水氯化钙17-20%,防锈油3-5%,甘油15-17%,偏硅酸钠15-20%,防锈油以水溶性防锈油为优选方案。
30.逆向麻花钻,目前的麻花钻螺旋槽10都是单一方向,相应的,钻床主轴542的旋转方向也是同一方向,对于多轴钻床而言,由于麻花钻数量多,其震动比单个麻花钻要强很多,基本上可以认定是单个麻花钻的n 倍,n为麻花钻数量,例如,n为6,则震动为单个麻花钻的6倍,将钻床主轴542的旋转方向设计成顺向3根,逆向3根,麻花钻也是顺向麻花钻3根,逆向麻花钻3根,这样,能够减少机床震动,所述的顺向麻花钻和逆向麻花钻是指钻头螺旋槽10的旋转方向分别是顺向和逆向,在机床设计上,齿轮和链轮都能改变钻床主轴的旋转方向,利用中间轮55也能改变钻床主轴542的旋转方向。
31.工作台总成6主要由工作台61、刻度盘62、升降柱插销63组成。
32.工作台61包括升降柱插销安装孔611、工作台直口槽612,升降柱插销安装孔611位于工作台61的下方,升降柱插销安装孔611左右各一,用来安装升降柱插销63,升降柱插销63插入升降柱插销孔821,工作台直口槽612用来安装台虎钳或者夹具,方便夹持工件。
33.滑动架总成7包括滑动架固定架71、滑动架活动架72、举升液压机73、工件模甲74、抵紧柱75、举升液压架76、工件模乙77、送料液压杆78、送料液压机79。
34.滑动架固定架71包括送料液压机安装孔711、工件模乙安装位712,送料液压机安装孔711位于滑动架固定架71的后方,工件模乙安装位712位于滑动架固定架71的前上方。
35.滑动架活动架72包括举升液压机孔721、工件模甲安装位722,举升液压机孔721位于滑动架活动架72的下方,工件模甲安装位722位于滑动架活动架72的上方
36.举升液压机73包括举升液压机斜面731、磁铁位732、液压柱位733、举升液压机限位734。
37.举升液压架76包括抵紧柱放置孔761、抵紧柱放置管762、举升液压柱763。
38.滑动架固定架71固定安装在工作台61上,滑动架固定架71包括送料液压机安装孔711、工件模乙安装位712,送料液压机安装孔711用来安装送料液压机79,送料液压机79中有送料液压杆78,送料液压杆78和滑动架活动架72连接,滑动架活动架72在送料液压杆78的控制下,在滑动架固定架71中前后滑动,滑动架活动架72上有举升液压机孔721和工件模甲安装位722,工件模甲安装位722位于滑动架活动架72的上方,举升液压机孔721用来安装举升液压机73,工件模甲安装位722用来安装工件模甲74,工件模甲安装位722下方有半墩,相应的,工件模甲74上方有半墩,需要说明的是,工件模甲74为自加工零件,工件模甲74的中间部分用来放置工件791,因此,工件模甲74中间部分需要和工件791结构对应。
39.举升液压机73最下方为举升液压机斜面731,当滑动架活动架72滑动时,正常情况下,由于磁铁位732安装了强力磁铁,强力磁铁吸住滑动架活动架72的下方,而液压机斜面731的最下方在正常滑动时,液压机斜面731的最下方和滑动架固定架71的下方间距有1mm-5mm,就是说,滑动架活动架72正常滑动时,举升液压机73也会随着滑动架活动架72前后滑动,不会与滑动架固定架71的下方产生碰撞,但是,如果强力磁铁失效或者出现异常情况,导致举升液压机73需要举升液压机限位734限制时,举升液压机73和滑动架固定架71的下方产生碰撞,会导致滑动架活动架72损坏,因此,此时需要液压机斜面731发挥作用,送料液压机79推动滑动架活动架72前行,当举升液压机触碰到滑动架固定架71时,由于斜面的作用,强行将举升液压机抬高,从而使靠滑动架活动架72顺利前行。
40.磁铁位732用来安装强力磁铁,强力磁铁优选方案是钕铁硼磁铁,利用强力磁铁将举升液压机73吸附在滑动架活动架72之上。
41.在举升液压机73机身的中间部分有环状的举升液压机限位734,在强力磁铁发挥作用时,举升液压机限位734不能发挥作用,当强力磁铁失效之后,举升液压机限位734阻止举升液压机73继续下坠。
42.当举升液压机73滑动到工件模乙安装位712的下方位置时,送料液压机79停止工作,举升液压机73开始工作,举升液压架76开始上升,将工件791抵向工件模乙77,工件模乙77阻止举升液压架76继续上升,从而将工件791卡紧在工件模乙77上。
43.当举升液压机73的举升力超过强力磁铁的吸引力,举升液压机73压住滑动架固定架72,滑动架固定架71固定在工作台61上,因此,举升液压机73最终靠工作台61支撑进行工作,将工件791抵紧之后,箱体51下行,开始钻孔,钻孔完毕之后,举升液压机73回缩,工件791在重力作用下,重新回落到工件模甲74,强力磁铁吸住举升液压机73,送料液压机开始工作,将滑动架滑动架72退出,取下工件791,再次放入工件,开始下一轮钻孔操作。
44.举升液压架76是举升液压机73的核心部件,举升液压架76中间是举升液压柱763,沿举升液压柱763成圆周阵列分布着3个抵紧柱放置管761,抵紧柱放置管761的中心部分是抵紧柱放置管762,抵紧柱放置管762放置抵紧柱75,抵紧柱75的后端放置抵紧弹簧751,抵紧弹簧751的中心孔孔径小于抵紧柱75前端的直径,因此,举升液压机73举升工件时,当工
件尺寸存在误差,也由于抵紧弹簧751的存在,能够使每根抵紧柱75都抵住工件,防止因为没有抵紧,导致无法钻孔或者损坏钻头。
45.支撑架总成8包括支撑架81、升降柱82、升降柱控制螺杆83、升降柱抵紧块84、升降柱抵紧手轮85,
46.支撑架81包括支撑架螺柱811,在支撑架螺柱811的中心位置的后方是支撑架螺柱螺纹孔812,前方是方形孔支撑架81的中心是支撑架中心孔,支撑架中心孔813用来安装升降柱82。
47.升降柱82包括升降柱插销孔821和升降柱抵紧块抵紧孔822。
48.升降柱抵紧块84前端是方形,与支撑架81的前方的方形孔是对应的,升降柱抵紧块84前端插入支撑架81的方形孔,防止升降柱抵紧块84旋转,升降柱抵紧块84后方有环形槽,升降柱控制螺杆83前方有孔,供插入升降柱抵紧块84使用,并有卡位卡住升降柱抵紧块84的环形槽,这样,当升降柱控制螺杆83旋转时,升降柱抵紧块84不会旋转,但由于卡位的存在,会随着升降柱控制螺杆83的前后移动而移动,从而抵住升降柱82或者松开升降柱82。
49.升降柱抵紧块抵紧孔822是一排垂直方向的孔,其孔形状和升降柱抵紧块84前端形状相同,孔之间的间距等于立柱螺杆27的螺距或者等于n
×
立柱螺杆的螺距,n为≥1的正整数,这样,当立柱螺杆27旋转一圈或n圈,就能保持和升降柱82的升降同步,
50.有益效果:箱式多轴钻床利用砂子卡住钻床主轴外套,并且利用正逆方向钻头减少机床震动,利用举升液压机和举升液压架以应对铸造件尺寸误差比较大的问题,从而能够抵紧不同厚度的铸造件,工作台底部利用升降柱,升降柱升降的高度和立柱螺杆的螺距进行挂钩,并利用升降柱抵紧柱抵紧升降柱,以提高工作台的刚性,本技术结构简单,方便钻一些对钻孔精度要求不高的铸造件,能够提高钻孔效率,机床结构简单,调整容易,能够依照铸造件钻孔的孔数,自由调整钻孔主轴数,而大部分机床自由调整主轴数比较困难,并且随着主轴数的增多,结构也越来越复杂。
附图说明
51.附图1是箱式多轴钻床结构示意图;
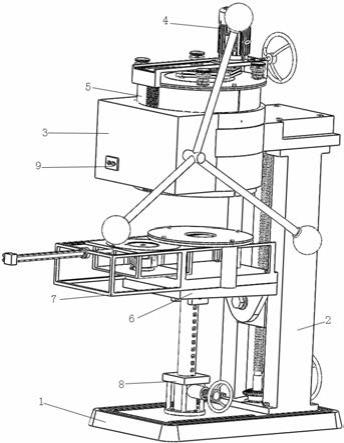
52.附图2是箱式多轴钻床结构示意图;
53.附图3是箱式多轴钻床爆炸结构示意图;
54.附图4是底座和关联结构示意图;
55.附图5是立柱总成和关联结构爆炸示意图;
56.附图6是指示盘结构示意图;
57.附图7是床身总成和关联结构爆炸示意图;
58.附图8是电动机总成和关联结构爆炸示意图;
59.附图9是箱体总成和关联结构爆炸示意图;
60.附图10是工作台总成和关联结构爆炸示意图;
61.附图11是滑动架总成和关联结构爆炸示意图;
62.附图12是工作台支撑架总成和关联结构爆炸示意图;
63.附图13是电动机调解螺杆示意图;
64.附图14是举升液压杆结构示意图;
65.附图15是举升液压机结构示意图;
66.附图16是钻头结构示意图;
67.图中,1是底座,2是立柱总成,3是床身总成,4是电动机总成,5是箱体总成,6是工作台总成,7是滑动架总成,8是支撑架总成,9是开关盒,10是螺旋槽,101是底座直口槽,102是底座备用孔,103是电源线孔,104是底座锁紧孔,21是立柱,22是指示盘,23是伞齿甲,24是伞齿乙,25是立柱手轮,26是滑动块,27是立柱螺杆,28是立柱手轮杆,211是立柱零刻度位,212是立柱螺杆孔,213是立柱手轮孔,214是滑动块槽,221是指示盘安装孔,222是立柱指示位,261是刻度盘安装位,262是滑动块滑槽位,263是滑动块螺纹孔,31是床身,32是床身手杆,33是床身齿轮,34是平面螺纹,35是平面螺纹盒,36是箱体防转螺钉,311是床身手杆孔,312是开关盒孔,313是床身中心孔,314是箱体防转孔,41是电动机,42是电动机调节螺杆,43是电动机手轮,44是电动机滑板,45是皮带,411是电动机皮带轮,421是电动机调节螺杆卡位,422是电动机调节螺杆螺纹,423是电动机调节螺杆卡槽,441是电动机滑板连接孔,51是箱体,52是箱体砂芯室上盖甲,53是箱体砂芯室上盖乙,54是钻床主轴轴套,55是中间轮,56是钻床皮带轮,57是箱体砂芯室下盖甲,58是箱体砂芯室下盖乙,59是加砂螺杆,511是箱体防转槽,512是箱体升降槽,513是电动机调节螺杆安装孔,514是箱体砂芯室,515是箱体滑槽,531是中间轮安装位,532是加砂孔,541是防转板,542是钻床主轴,61是工作台,62是刻度盘,63是升降柱插销,611是升降柱插销安装孔,612是工作台直口槽,71是滑动架固定架,72是滑动架活动架,73是举升液压机,74是工件模甲,75是抵紧柱,76是举升液压架,77是工件模乙,78是送料液压杆,79是送料液压机,711是送料液压机安装孔,712是工件模乙安装位,721是举升液压机孔,722是工件模甲安装位,731是举升液压机斜面,732是磁铁位,733是液压柱位,734是举升液压机限位,751是抵紧弹簧,761是抵紧柱放置孔,762是抵紧柱放置管,763是举升液压柱,791是工件,81是支撑架,82是升降柱,83是升降柱控制螺杆,84是升降柱抵紧块,85是升降柱抵紧手轮,811是支撑架螺柱,812是支撑架螺柱螺纹孔,813是支撑架中心孔,821是升降柱插销孔,822是升降柱抵紧块抵紧孔。
具体实施方式
68.申请人参照附图予以说明本技术具体的实施方式。
69.名词解释:1.标准件连接技术的简洁介绍,本技术附图涉及多个标准件连接,在螺纹连接中,零件甲的连接孔为通孔,零件乙的连接孔分三种情况,分别是通孔、螺纹通孔和螺纹盲孔,相应的连接方式有三种,分别是螺丝穿过零件甲的通孔与零件乙的螺纹盲孔连接,螺丝穿过零件甲的通孔与零件乙的通孔,利用螺帽连接,螺丝穿过零件甲的通孔,拧进零件乙的螺纹通孔,利用或不用螺帽连接,零件甲和零件乙的连接孔的位置和大小,螺纹的外径和内径以及螺距均需成对应关系,零件甲和零件乙是指具有标准件连接关系的任意两个零件,在附图中,标准件连接的相关零部件及其构造以及对应的通孔和盲孔不再标注附图标记。
70.2.上方、下方、前方、后方,本技术中的下方、上方、前方、后方依照附图与通常理解做解释,上方、下方、前方、后方仅是方便描述,不具有固定属性,例如,在箱式多轴钻床整体描述中,操作人员站立一方为前方,与操作人员站立方相对一方为后方,底座1一方为下方,而对底座1和立柱21连接面描述时,则立柱21连接面为上方,地面接触面为下方。
71.箱式多轴钻床整体工作过程简介:
72.1.首先依照需要钻孔工件的位置要求和钻孔工件的结构要求,加工工件模甲74、工件模乙77,箱体砂芯室上盖甲52、箱体砂芯室下盖乙58,加工箱体砂芯室上盖甲52和箱体砂芯室下盖乙58需要铣出定位线;
73.2.将箱体砂芯室下盖甲57锁紧在箱体51上,注意,箱体砂芯室下盖甲57、箱体砂芯室上盖乙53均有定位柱和定位安装线,在安装时,利用定位柱用以固定箱体砂芯室下盖甲57、箱体砂芯室上盖乙53在箱体51中的位置,将箱体砂芯室下盖甲57、箱体砂芯室上盖乙53的定位安装线与箱体砂芯室上盖甲52和箱体砂芯室下盖乙58的定位线对齐;
74.3.安装钻床主轴轴套54及相关零部件,需要注意的是,第1步钻孔时需要选择合适的钻头,钻床主轴外套54直径应该大于钻头标称钻孔直径0.01-0.02mm;
75.4.加入砂子,加入砂子之后,利用加砂螺杆59将砂子压紧;
76.5.根据设计需要,将钻床主轴542的旋转方向设置成正向或者逆向,相应的,选择正向钻头或者逆向钻头;
77.6.摇动电动机手轮43,将皮带45调整到合适张紧度;
78.7.摇动立柱手轮25,将工作台61调整到合适高度;
79.8.摇动升降柱抵紧手轮85,将升降柱抵紧块84抵紧升降柱82,至此,机床调整完成,
80.9.将工件791放进工件模甲74;
81.10.送料液压机79启动,将滑动架活动架72送进到钻孔位置;
82.11.举升液压机73启动,将工件791抵紧在滑动架固定架71上;
83.12.箱体51下压,开始钻孔;
84.13.钻孔完毕之后,举升液压机73回缩,工件91在重力作用下,回落至工件模甲74;
85.14. 送料液压机79回缩,将滑动架活动架72退回到放料位置,放入工件,开始下一轮操作。
86.第9-14步即可利用cnc或者plc进行控制,通过编程提高加工效率。
87.箱式多轴钻床主要由底座1、立柱总成2、床身总成3、电动机总成4、箱体总成5、工作台总成6、滑动架总成7、支撑架总成8组成,底座1上安装立柱21和支撑架81,立柱21上安装床身31,滑动块26上安装工作台61、床身31上安装箱体51,箱体51安装电动机滑板44,工作台61上安装滑动架固定架71。
88.底座1包括底座直口槽101、底座备用孔102、电源线孔103、底座锁紧孔104,底座直口槽101和底座备用孔102在现有的部分钻床上存在,其作用和功能与现有钻床的相关构造相同,底座直口槽101用来在部分零件加工时固定工件或夹具使用,在本技术中,为了拓展工作台61的上下移动距离,支撑架81的中心孔和底座备用孔102装配之后同心,并且支撑架81的中心孔直径≤底座备用孔102的直径,这样,升降柱82能够通过底座备用孔102,箱式多轴钻床利用底座锁紧孔104锁紧到地面或者安装桌之后,将地面或者安装桌位于底座备用孔102的下方掏空,可拓展箱式多轴钻床的加工高度。
89.立柱总成2包括立柱21、指示盘22、伞齿甲23、伞齿乙24、立柱手轮25、滑动块26、立柱螺杆27、立柱手轮杆28。
90.立柱21包括立柱零刻度位211、立柱螺杆孔212、立柱手轮孔213、滑动块槽214,立
柱零刻度位211为一条印刷或者蚀刻的刻度线,位于立柱21的下方,立柱零刻度位211的作用是指示立柱螺杆27旋转的角度,立柱螺杆孔212位于立柱21的下方,立柱手轮孔213位于立柱滑动块槽214的后方,立柱滑动块槽214为企口槽,立柱21安装之后,立柱滑动块槽214为竖向直口槽。
91.指示盘22中间为指示盘安装孔222,指示盘22盘面上有立柱指示位221,指示盘22利用指示盘安装孔222安装进立柱螺杆27之后,与立柱螺杆27同轴同步旋转,当立柱螺杆27旋转时,立柱指示位221与立柱零刻度位211重合时,表示立柱螺杆27刚好旋转了n 圈,n≥1。
92.伞齿甲23安装进立柱螺杆27之后,与立柱螺杆27同轴同步旋转。
93.立柱手轮杆28前方安装进伞齿乙24,立柱手轮杆28穿过立柱手轮孔213之后,立柱手轮杆28后方安装立柱手轮25,安装之后,立柱手轮杆28、伞齿乙24、立柱手轮25同轴同步旋转,通过摇动立柱手轮25,由于立柱手轮孔213的限制,立柱手轮杆28在立柱手轮孔213中旋转,同时带动伞齿乙24旋转,伞齿乙24旋转带动伞齿甲23旋转,从而带动立柱螺杆27旋转。
94.滑动块26包括刻度盘安装位261、滑动块滑槽位262、滑动块螺纹孔263,滑动块滑槽位262与滑动块槽214配合安装,滑动块26竖直方向有滑动块螺纹孔263,滑动块螺纹孔263和立柱螺杆27的螺纹配合使用,立柱螺杆27旋转,则带动滑动块26沿滑动块槽214上下移动,刻度盘安装位261位于滑动块26的前方,为圆柱形,刻度盘安装位261用来安装刻度盘62,刻度盘安装时需要注意,刻度盘0刻度安装在刻度盘安装位261的0刻度位,并且刻度盘固定安装在刻度盘安装位261上,工作台工作面中心线标记有刻度指示位,通过刻度指示位和刻度盘上的数据重合值或者最接近值,读取工作台的安装角度值,刻度盘安装位261的0刻度位和滑动块26的中心线重合。
95.床身总成3包括床身31、床身手杆32、床身齿轮33、平面螺纹34、平面螺纹盒35、箱体防转螺钉36。
96.床身31包括床身手杆孔311、开关盒孔312、床身中心孔313、箱体防转孔314,床身手杆孔311位于床身侧面,为通孔,床身手杆孔中部为齿轮位,齿轮位与床身中心孔313相通,床身齿轮33放进齿轮位,床身手杆32先穿过床身齿轮33,床身齿轮33和床身手杆32安装部位安装销子,防止床身齿轮33在床身手杆32上旋转,床身手杆32另一侧安装平面螺纹34,平面螺纹盒35安装在床身31上,平面螺纹34的内侧安装进床身手杆32,外侧安装进平面螺纹盒35,利用平面螺纹34的弹性,当床身手杆32压下箱体51之后,平面螺纹34获得一个压缩力,当松开床身手杆32之后,压缩力释放,将箱体51升高,方便下一次钻孔。
97.开关盒孔312用来安装开关盒9,开关盒9后还有电线等未显示。
98.床身中心孔313内径=箱体51的外径,将箱体51放进床身中心孔313,这样,箱体51在床身中心孔313上下移动,箱体防转孔314位于床身31侧面,为螺纹通孔,箱体防转螺钉36拧进箱体防转孔314,箱体防转螺钉36卡进箱体防转槽511,这样,箱体51在床身31中只能上下移动,防止箱体51在床身31中旋转。
99.电动机总成4包括电动机41、电动机调节螺杆42、电动机手轮43、电动机滑板44、皮带45。
100.电动机41前侧端盖的安装孔利用螺丝将电动机41安装在电动机滑板44上,电动机
皮带轮411安装在电动机主轴上,钻床皮带轮56安装在钻床主轴542上,位于电动机滑板44的下方方向,电动机皮带轮411利用皮带45带动钻床皮带轮56旋转,电动机调节螺杆42后端有电动机调节螺杆卡位421,中间段是电动机调节螺杆螺纹422,前端有电动机调节螺杆卡槽423,将电动机调节螺杆42拧进电动机调节螺杆安装孔513,将电动机手轮43锁死在电动机调节螺杆卡位421上,电动机滑板44上有电动机滑板连接孔441,电动机滑板连接孔441上方有螺纹孔,将电动机调节螺杆42插入电动机滑板连接孔441中,利用螺丝拧进电动机滑板连接孔441上方的螺纹孔,螺丝卡住电动机调节螺杆卡槽423,但不需卡死,以使电动机调节螺杆42能够旋转,当摇动电动机手轮43时,电动机调节螺杆42前进或后退,带动电动机滑板44前进或后退,从而带动电动机皮带轮411前进或后退,将皮带45拉紧或放松,从而方便安装皮带45或利于皮带45工作,防止皮带45打滑或脱落,所述的皮带45能够替换成链条,相应的钻床皮带轮56和电动机皮带轮411需要替换成链轮或齿轮,在实际工作中,电动机手轮43可能发生松动,导致皮带45不能正常工作,需要用绳子系住电动机手轮45,绳子下方系重物,这样,由于重物的重力作用,防止电动机手轮43松动。
101.箱体总成5包括箱体51、箱体砂芯室上盖甲52、箱体砂芯室上盖乙53、钻床主轴轴套54、中间轮55、钻床皮带轮56、箱体砂芯室下盖甲57、箱体砂芯室下盖乙58、加砂螺杆59。
102.箱体51包括箱体防转槽511、箱体升降槽512、电动机调节螺杆安装孔513、箱体砂芯室514、箱体滑槽515,箱体防转槽511是竖向凹槽,箱体升降槽512是竖向齿槽,其齿距、齿高和床身齿轮33是对应的,摇动床身手杆32,从而带动床身齿轮33旋转,床身齿轮33在箱体升降槽512的齿槽中移动,从而带动箱体51升降,电动机调节螺杆安装孔513、位于箱体砂芯室514的侧上方,箱体砂芯室514用来填充砂子,箱体砂芯室514的大小决定了箱式多轴钻床的钻孔范围,是一个重要的参数,箱体滑槽515位于箱体砂芯室514的上方,箱体滑槽515和电动机滑板44是对应的,电动机滑板44就是在箱体滑槽515中滑动。
103.箱体砂芯室514是上下相通的,并不能填充砂子,箱体砂芯室514上方安装箱体砂芯室上盖乙53,下方安装箱体砂芯室下盖甲57,在箱体砂芯室上盖乙53上安装箱体砂芯室上盖甲52,在箱体砂芯室下盖甲57安装箱体砂芯室下盖乙58,箱体砂芯室上盖甲52和箱体砂芯室下盖乙58属于自加工零件,需要在箱体砂芯室上盖甲52和箱体砂芯室下盖乙58钻孔安装钻床主轴542,在钻孔时,箱体砂芯室上盖甲52和箱体砂芯室下盖乙58一起钻孔,这样,能够保证钻孔的位置和大小合乎要求,还需注意,箱体砂芯室上盖乙53有半墩,半墩在上方,相应的,箱体砂芯室下盖甲57有半墩,半墩在下方,箱体砂芯室上盖甲52和箱体砂芯室下盖乙58加工时也要加工半墩,并注意半墩安装方向,安装好之后,再将钻床主轴轴套54以及相应的组件安装之后,加进砂子,砂子从加砂孔532中加进,中间轮55上方为漏斗状,方便加砂子,当砂子加到一定程度,拧动加砂螺杆59,将砂子加严实,一直到加砂螺杆59不能拧动时为止。
104.在钻床主轴轴套54上有防转板541,防转板541使钻床主轴轴套54不再是圆柱形,能够有效防止钻床主轴轴套54在工作时旋转。
105.箱体砂芯室上盖乙53上方有n个中间轮安装位531,中间轮安装位531的中心为加砂孔532,加砂孔532的后端是螺纹孔,方便拧进加砂螺杆59,中间轮55与钻床皮带轮56、电动机皮带轮411是对应的,当钻床皮带轮56、电动机皮带轮411替换成链轮或齿轮之后,相应的中间轮55替换成链轮或齿轮,附图显示的为皮带轮,中间轮55起到改变钻床主轴542旋转
方向或者过渡作用。
106.砂子配方,普通砂子加水填充进箱体砂芯室514之后,随着时间的推移,砂子含水量越来越少,另外,普通砂子加水也容易使机床部件生锈,其粘稠度也难以达到要求,需要在普通砂子中使用添加剂,较优配方是:砂子50-60%,无水氯化钙17-20%,防锈油3-5%,甘油15-17%,偏硅酸钠15-20%,防锈油以水溶性防锈油为优选方案。
107.逆向麻花钻,目前的麻花钻螺旋槽10都是单一方向,相应的,钻床主轴542的旋转方向也是同一方向,对于多轴钻床而言,由于麻花钻数量多,其震动比单个麻花钻要强很多,基本上可以认定是单个麻花钻的n 倍,n为麻花钻数量,例如,n为6,则震动为单个麻花钻的6倍,将钻床主轴542的旋转方向设计成顺向3根,逆向3根,麻花钻也是顺向麻花钻3根,逆向麻花钻3根,这样,能够减少机床震动,所述的顺向麻花钻和逆向麻花钻是指钻头螺旋槽10的旋转方向分别是顺向和逆向,在机床设计上,齿轮和链轮都能改变钻床主轴的旋转方向,利用中间轮55也能改变钻床主轴542的旋转方向。
108.工作台总成6主要由工作台61、刻度盘62、升降柱插销63组成。
109.工作台61包括升降柱插销安装孔611、工作台直口槽612,升降柱插销安装孔611位于工作台61的下方,升降柱插销安装孔611左右各一,用来安装升降柱插销63,升降柱插销63插入升降柱插销孔821,工作台直口槽612用来安装台虎钳或者夹具,方便夹持工件。
110.滑动架总成7包括滑动架固定架71、滑动架活动架72、举升液压机73、工件模甲74、抵紧柱75、举升液压架76、工件模乙77、送料液压杆78、送料液压机79。
111.滑动架固定架71包括送料液压机安装孔711、工件模乙安装位712,送料液压机安装孔711位于滑动架固定架71的后方,工件模乙安装位712位于滑动架固定架71的前上方。
112.滑动架活动架72包括举升液压机孔721、工件模甲安装位722,举升液压机孔721位于滑动架活动架72的下方,工件模甲安装位722位于滑动架活动架72的上方
113.举升液压机73包括举升液压机斜面731、磁铁位732、液压柱位733、举升液压机限位734。
114.举升液压架76包括抵紧柱放置孔761、抵紧柱放置管762、举升液压柱763。
115.滑动架固定架71固定安装在工作台61上,滑动架固定架71包括送料液压机安装孔711、工件模乙安装位712,送料液压机安装孔711用来安装送料液压机79,送料液压机79中有送料液压杆78,送料液压杆78和滑动架活动架72连接,滑动架活动架72在送料液压杆78的控制下,在滑动架固定架71中前后滑动,滑动架活动架72上有举升液压机孔721和工件模甲安装位722,工件模甲安装位722位于滑动架活动架72的上方,举升液压机孔721用来安装举升液压机73,工件模甲安装位722用来安装工件模甲74,工件模甲安装位722下方有半墩,相应的,工件模甲74上方有半墩,需要说明的是,工件模甲74为自加工零件,工件模甲74的中间部分用来放置工件791,因此,工件模甲74中间部分需要和工件791结构对应。
116.举升液压机73最下方为举升液压机斜面731,当滑动架活动架72滑动时,正常情况下,由于磁铁位732安装了强力磁铁,强力磁铁吸住滑动架活动甲72的下方,而液压机斜面731的最下方在正常滑动时,液压机斜面731的最下方和滑动架固定架71的下方间距有1mm-5mm,就是说,滑动架活动架72正常滑动时,举升液压机73也会随着滑动架活动架72前后滑动,不会与滑动架固定架71的下方产生碰撞,但是,如果强力磁铁失效或者出现异常情况,导致举升液压机73需要举升液压机限位734限制时,举升液压机73和滑动架固定架71的下
方产生碰撞,会导致滑动架活动架72损坏,因此,此时需要液压机斜面731发挥作用,送料液压机79推动滑动架活动架72前行,当举升液压机触碰到滑动架固定架71时,由于斜面的作用,强行将举升液压机抬高,从而使滑动架活动架72顺利前行。
117.磁铁位732用来安装强力磁铁,强力磁铁优选方案是钕铁硼磁铁,利用强力磁铁将举升液压机73吸附在滑动架活动架72之上。
118.在举升液压机73机身的中间部分有环状的举升液压机限位734,在强力磁铁发挥作用时,举升液压机限位734不能发挥作用,当强力磁铁失效之后,举升液压机限位734阻止举升液压机73继续下坠。
119.当举升液压机73滑动到工件模乙安装位712的下方位置时,送料液压机79停止工作,举升液压机73开始工作,举升液压架76开始上升,将工件791抵向工件模乙77,工件模乙77阻止举升液压架76继续上升,从而将工件791卡紧在工件模乙77上。
120.当举升液压机73的举升力超过强力磁铁的吸引力,举升液压机73压住滑动架固定架72,滑动架固定架71固定在工作台61上,因此,举升液压机73最终靠工作台61支撑进行工作,将工件791抵紧之后,箱体51下行,开始钻孔,钻孔完毕之后,举升液压机73回缩,工件791在重力作用下,重新回落到工件模甲74,强力磁铁吸住举升液压机73,送料液压机开始工作,将滑动架滑动架72退出,取下工件791,再次放入工件,开始下一轮钻孔操作。
121.举升液压架76是举升液压机73的核心部件,举升液压架76中间是举升液压柱763,沿举升液压柱763成圆周阵列分布着3个抵紧柱放置管761,抵紧柱放置管761的中心部分是抵紧柱放置管762,抵紧柱放置管762放置抵紧柱75,抵紧柱75的后端放置抵紧弹簧751,抵紧弹簧751的中心孔孔径小于抵紧柱75前端的直径,因此,举升液压机73举升工件时,当工件尺寸存在误差,也由于抵紧弹簧751的存在,能够使每根抵紧柱75都抵住工件,防止因为没有抵紧,导致无法钻孔或者损坏钻头。
122.支撑架总成8包括支撑架81、升降柱82、升降柱控制螺杆83、升降柱抵紧块84、升降柱抵紧手轮85,
123.支撑架81包括支撑架螺柱811,在支撑架螺柱811的中心位置的后方是支撑架螺柱螺纹孔812,前方是方形孔,支撑架81的中心是支撑架中心孔,支撑架中心孔813用来安装升降柱82。
124.升降柱82包括升降柱插销孔821和升降柱抵紧块抵紧孔822。
125.升降柱抵紧块84前端是方形,与支撑架81的前方的方形孔是对应的,升降柱抵紧块84前端插入支撑架81的方形孔,防止升降柱抵紧块84旋转,升降柱抵紧块84后方有环形槽,升降柱控制螺杆83前方有孔,供插入升降柱抵紧块84使用,并有卡位卡住升降柱抵紧块84的环形槽,这样,当升降柱控制螺杆83旋转时,升降柱抵紧块84不会旋转,但由于卡位的存在,会随着升降柱控制螺杆83的前后移动而移动,从而抵住升降柱82或者松开升降柱82。
126.升降柱抵紧块抵紧孔822是一排垂直方向的孔,其孔形状和升降柱抵紧块84前端形状相同,孔之间的间距等于立柱螺杆27的螺距或者等于n
×
立柱螺杆的螺距,n为≥1的正整数,这样,当立柱螺杆27旋转一圈或n圈,就能保持和升降柱82的升降同步。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。