1.本实用新型应用于组装设备的技术领域,特别涉及一种镜片高速旋转组装机构及镜头组装模组。
背景技术:
2.在镜头组装生产中传统的生产方式是手工组装自动点胶,作业员手动或使用治具完成镜筒摆盘、镜片、隔片和隔圈组装,通过点胶机完成镜头的点胶和uv固化,纯手工操作易导致镜片磨损,镜片、隔片组装位置偏斜,力度掌握不好容易压碎镜片或者使隔片变形翘曲,难以保证镜片的组装精度及稳定性,导致产品报废降低产品良率,影响企业效益并增加作业员作业时间及劳动强度。
3.现有的半自动组装点胶方式,作业员不间断的为每台镜头组装机提供待组装镜筒、镜片、隔圈和隔片物料,组装机完成镜片、隔片和隔圈的组装后作业员将其送至点胶机完成镜头的点胶和uv固化,虽然作业员不需要手工组装镜片、隔片和隔圈,但是需要多名作业员实时供料,无法有效的降低作业员的劳动强度。且组装一颗完整的镜头需要多台组装设备完成,中间搬运传输带来二次污染及不良,且组装效能较低。
4.其中,组装镜片时需要保证镜片的姿态和放置准确度,常规的镜片取放组件由电机、升降气缸以及真空杆,如公开号为cn206813964u的中国专利,其公开了一种自动旋转升降摆动取料机构,其中电机通过齿轮组或同步带传动的方式带动真空杆转动,真空杆上设置与齿轮组配合的花键结构,进而实现带动物料转动。在镜片安装中再通过升降气缸带动真空杆上下活动便实现取放料。虽然其能够完成取放调整等基本要求,但是由于齿轮和同步带传动始终存在一定偏差,容易导致镜片安装精度下降。现也有采用中空电机作为旋转动力源,通过联轴器连接的方式解决旋转精度的问题,但是由于结构限制,需要执行升降动作时,联轴器无法满足升降功能,而将电机和真空杆结构同时安装在升降气缸上则会导致气缸的活动端负载过大,导致运行存在不稳定,振动较大,容易影响吸取后的物料姿态。或是需要采用更大规格的气缸和移动机构提高稳定性,则需要增加生产成本。
技术实现要素:
5.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种旋转调节过程中旋转以及升降的传动误差小且结构稳定性好的镜片高速旋转组装机构,以及一种组装效率高、精度高的镜头组装模组。
6.本实用新型所采用的技术方案是:所述镜片高速旋转组装机构包括安装座、中空电机、吸嘴组件、滑动座以及升降动力机构,所述中空电机和所述升降动力机构均固定在所述安装座上,所述滑动座沿竖直方向滑动配合在所述安装座上,所述吸嘴组件包括中空传动杆、旋转接头、升降旋转联动组件以及真空吸嘴,所述中空传动杆穿过并传动连接在所述中空电机的动子上,所述旋转接头连接在所述中空传动杆的顶部,所述真空吸嘴转动配合在所述滑动座上,所述真空吸嘴通过所述升降旋转联动组件与所述中空传动杆的另一端导
通且传动连接,所述升降旋转联动组件包括第一联轴器、传动环以及第二联轴器,所述第一联轴器固定在所述中空传动杆的底部,所述第二联轴器固定在所述真空吸嘴的顶部,所述第二联轴器上设置有至少两组导向柱,所述传动环通过导套滑动限位在所述导向柱上,所述传动环的顶部设置有若干组传动导向块以及若干联动导销,所述第一联轴器的底部对应设置有与所述传动导向块相适配的传动限位槽,所述第一联轴器的底部还对应设有与所述联动导销滑动配合的限位导孔。
7.由上述方案可见,所述安装座用于承载整体机构,所述中空电机用于提供动力,所述升降动力机构用于带动所述滑动座和所述吸嘴组件升降。其中,所述中空电机通过所述中空传动杆和所述升降旋转联动组件带动所述真空吸嘴转动,进而实现保证吸嘴负压供给稳定的情况下满足升降吸取物料的需求。所述升降旋转联动组件由第一联轴器、传动环以及第二联轴器依次连接而成,通过所述第一联轴器和所述第二联轴器分别连接所述中空传动杆和所述真空吸嘴,再通过所述传动环联动,进而实现准确的输出旋转动力。通过所述第二联轴器上设置的所述导向柱与所述传动环滑动配合,进而使所述传动环在相对于所述第二联轴器作升降运动时仍能够同步传动旋转动力,且同时通过所述联动导销与所述第一联轴器联动,保证伸出时所述第一联轴器、传动环以及第二联轴器均能够保持在同一角度,进而最大化减少转动误差,同时提高所述真空吸嘴的直线运动精度。镜片的旋转调节主要在取料后通过视觉相机配合调整,此时所述升降动力机构处于缩回状态,而所述传动环则和所述第一联轴器紧密贴合,通过在所述传动环上设置所述传动导向块以及在所述第一联轴器上设置所述传动限位槽,使得在若干所述联动导销的基础上进一步提升力的施加点,有效提高所述第一联轴器和所述传动环之间的传动稳定性。
8.进一步的优选方案是,所述传动导向块呈为等腰梯形结构,所述传动限位槽的两侧均设置有与所述传动导向块的两侧斜面对应平行的导向斜面。
9.由上述方案可见,通过采用等腰梯形结构的设计,使得所述第一联轴器和所述传动环对接过程中自动导向,实现自动校正联动误差,避免长期使用后联动导销出现偏差。
10.进一步的优选方案是,所述中空传动杆的中空部分顶部设置有导管接头,所述导管接头的一端与所述旋转接头的输出端气路连通,所述导管接头的另一端连接有气路导管,所述气路导管依次穿过第一联轴器、传动环以及第二联轴器后与所述真空吸嘴连通。
11.由上述方案可见,传统的传动方式是真空传动杆通过花键连接在所述中空电机的动子部分实现可上下滑动,进而适配取料动作,然而长期使用后容易产生磨损导致旋转输出出现偏差。通过采用所述中空传动杆固定连接于所述中空电机的动子的方式,避免出现磨损误差,提高使用寿命。另外,采用柔性的所述气路导管作为连接管道,进而更好的适配取料动作时的升降变形,避免升降动作影响所述镜片高速旋转组装机构的结构稳定性,同时减轻机构整体的重量,降低成本,提高运行稳定性。
12.一个优选方案是,所述真空吸嘴包括真空管和气嘴,所述真空管通过至少三组轴承转动配合在所述滑动座上,所述真空管的上端与所述中空传动杆的气路连通,所述气嘴固定设置在所述真空管的下端。
13.由上述方案可见,通过设置三组所述轴承进行所述真空管的配合,有效提高所述真空管的转动稳定性和精度。
14.所述镜头组装模组包括机台以及设于所述机台上的载板运输模组、组装模组、相
机检测模组和供料模组,所述载板运输模组带动装载镜筒的载具运输至所述组装模组下方,所述相机检测模组设置在所述载板运输模组上方进行产品定位检测,所述供料模组设置在所述载板运输模组的一侧,所述组装模组包括二轴移动组件,所述二轴移动组件的活动端至少设置有两组所述镜片高速旋转组装机构,所述二轴移动组件和所述相机检测模组上均设置有与所述供料模组配合的料盘拖动板,所述供料模组包括相配合的若干组升降组件和料盘移载组件,所述升降组件的活动端装载有料匣,所述料匣上沿竖直方向装载有若干料盘,所述料盘移载组件上设置有与料盘相适配的装载槽,所述料盘拖动板与所述料盘上的卡槽配合并带动料盘移动至所述装载槽上。
15.由上述方案可见,通过所述载板运输模组实现自动化搬运镜筒载板以及镜筒载板的缓存,由所述供料模组实现自动化料盘切换实现快速进行镜片供料。由所述组装模组进行镜片的取料以及校准安装在镜筒中,通过所述相机检测模组与所述载板运输模组和所述供料模组配合实现检测镜筒和镜片的位置。其中,通过所述二轴移动组件带动所述镜片高速旋转组装机构作升降和水平移动,进而实现从所述供料模组取镜片以及移动至镜筒载板组装。通过所述二轴移动组件和所述相机检测模组上的料盘拖动板,实现与所述供料模组配合将空的镜片载板放回料匣中,将满料的镜片载板拖动至所述装载槽中,进而实现快速的切换料盘,便于所述镜片高速旋转组装机构取料组装,通过所述升降组件切换料匣的对接位置实现切换取出的料盘。
16.一个优选方案是,所述相机检测模组包括两组相平行设置的直线运输机构以及两组检测相机组件,两组所述检测相机组件分别设置在两组所述直线运输机构的活动端上,两组所述检测相机组件均包括至少两台并列设置的第一工业相机,两组所述直线运输机构均通过安装支架固定在所述机台上,所述安装支架包括相连接的l形主支撑架以及辅助支架,靠近所述供料模组的所述直线运输机构的活动端设置有连接板,所述料盘拖动板通过升降气缸设置在所述连接板上。
17.由上述方案可见,通过设置两组所述直线运输机构实现带动两组检测相机组件分别运动,实现同时检测镜筒载板上的物料以及镜片载板上物料姿态,完成物料的定位,保证取料和组装的准确性。通过设置所述l形主支撑架以及所述辅助支架提高两组所述直线运输机构的运行稳定性。所述l形主支撑架的结构设计用于避让所述供料模组的安装,通过设置所述辅助支架使所述l形主支撑架连接更稳定。
18.一个优选方案是,所述载板运输模组包括第一缓冲输送机构、中转输送机构、第二缓冲输送机构、第一治具输送机构和第二治具输送机构,所述第一治具输送机构可移动设置在所述第一缓冲输送机构和所述中转输送机构之间并与所述第一缓冲输送机构及所述中转输送机构相配合,所述第二治具输送机构可移动设置在所述中转输送机构和所述第二治具输送机构之间并与所述中转输送机构及所述第二缓冲输送机构相配合,所述第一治具输送机构和所述第二治具输送机构上均设置有与镜筒料盘对接的真空通道。
19.由上述方案可见,通过所述第一缓冲输送机构、所述中转输送机构以及所述第二缓冲输送机构进行镜筒料盘的暂存,进而提高上料效率,实现完成一组料盘的镜筒组装后快速衔接第二组料盘的组装。所述第一治具输送机构和所述第二治具输送机构用于与镜筒料盘配合,带动料盘运动,同时为镜筒料盘提供负压,使镜筒料盘能够在组装过程中持续吸附镜筒产品,提高组装稳定性,避免因机械振动使物料跳动而导致组装出现偏差。
20.一个优选方案是,所述机台上还设置有与所述镜片高速旋转组装机构配合的第二工业相机,所述第二工业相机通过微调平台与所述机台连接。
21.由上述方案可见,通过设置所述第二工业相机对所述镜片高速旋转组装机构取起的镜片进行拍照定位,检测镜片的姿态的是否正确以及结构是否完整。通过设置所述微调平台实现对所述第二工业相机的位置进行调整,保证取料时镜片位于所述第二工业相机获取图像的正中,提高检测精度。
22.一个优选方案是,所述料盘移载组件还包括直线电缸和旋转平台,所述直线电缸固定在所述机台上,所述旋转平台设置在所述直线电缸的活动端上,所述旋转平台的活动端设置有限位板,所述装载槽设置在所述限位板上,所述直线电缸的活动端设置有限位卡座,所述限位板的底部设置有与所述限位卡座配合的限位螺栓。
23.由上述方案可见,通过所述直线电缸实现带动料盘沿垂直于所述二轴移动组件的长度方向作位移,进而实现与所述二轴移动组件配合将料盘上阵列分布的镜片取走。通过设置所述旋转平台实现对所述限位板的姿态进行微调,进而适配料盘的装载误差,使取料时镜片的角度调整更灵活快捷。
附图说明
24.图1是所述镜片高速旋转组装机构的立体结构示意图;
25.图2是所述镜片高速旋转组装机构的剖视图;
26.图3是所述吸嘴组件的分解结构示意图;
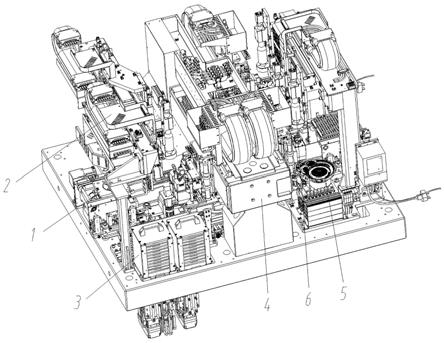
27.图4是所述镜头组装模组的立体结构示意图;
28.图5是所述载板运输模组的立体结构示意图;
29.图6是所述组装模组的立体结构示意图;
30.图7是所述相机检测模组的立体结构示意图;
31.图8是所述供料模组的立体结构示意图;
32.图9是所述料盘移载组件的立体结构示意图。
具体实施方式
33.如图1至图3所示,在本实施例中,所述镜片高速旋转组装机构包括安装座101、中空电机102、吸嘴组件103、滑动座104以及升降动力机构105,所述中空电机102和所述升降动力机构105均固定在所述安装座101上,所述滑动座104沿竖直方向滑动配合在所述安装座101上并与所述升降动力机构105的活动端连接,所述吸嘴组件103包括中空传动杆106、旋转接头107、升降旋转联动组件108以及真空吸嘴109,所述中空传动杆106穿过并传动连接在所述中空电机102的动子上,所述旋转接头107连接在所述中空传动杆106的顶部,所述真空吸嘴109转动配合在所述滑动座104上,所述真空吸嘴109通过所述升降旋转联动组件108与所述中空传动杆106的另一端导通且传动连接,所述升降旋转联动组件108包括第一联轴器1081、传动环1082以及第二联轴器1083,所述第一联轴器1081固定在所述中空传动杆106的底部,所述第二联轴器1083固定在所述真空吸嘴109的顶部,所述第二联轴器1083上设置有至少两组导向柱1084,所述传动环1082通过导套滑动限位在所述导向柱1084上,所述传动环1082的顶部设置有若干组传动导向块1085以及若干联动导销1086,所述第一联
轴器1081的底部对应设置有与所述传动导向块1085相适配的传动限位槽1087,所述第一联轴器1081的底部还对应设有与所述联动导销1086滑动配合的限位导孔。所述升降动力机构105包括设置在所述安装座101上的小型气缸。所述旋转接头107与外部的真空发生器连接,所述中空电机102上设置有感应器,所述旋转接头107上设置有与所述感应器配合的感应片,通过所述感应片与所述感应器配合实现检测所述真空吸嘴109的转动数据,进而获取镜片结构的转动数据。所述第一联轴器1081的底部还设有与所述导向柱1084同轴的避让孔,所述导向柱1084穿过所述传动环1082后伸入所述避让孔中,所述避让孔的孔径大于所述导向柱1084的直径。所述中空电机102通过安装面板固定在所述安装座101上,所述升降动力机构105的活动端通过穿过所述安装面板的联动块与所述滑动座104传动连接。
34.在本实施例中,所述传动导向块1085呈为等腰梯形结构,所述传动限位槽1087的两侧均设置有与所述传动导向块1085的两侧斜面对应平行的导向斜面。
35.在本实施例中,所述中空传动杆106的中空部分顶部设置有导管接头1061,所述导管接头1061的一端与所述旋转接头107的输出端气路连通,所述导管接头1061的另一端连接有气路导管1062,所述气路导管1062依次穿过第一联轴器1081、传动环1082以及第二联轴器1083后与所述真空吸嘴109连通。
36.在本实施例中,所述真空吸嘴109包括真空管1091和气嘴1092,所述真空管1091通过至少三组轴承1093转动配合在所述滑动座104上,所述真空管1091的上端与所述中空传动杆106的气路连通,所述气嘴1092固定设置在所述真空管1091的下端。
37.所述镜片高速旋转组装机构的工作原理:
38.在进行镜片产品的视觉定位后,由移动机构带动所述镜片高速旋转组装机构移动至需要组装的镜片产品上方。到位后所述升降动力机构105伸出带动所述滑动座104下降使所述气嘴1092与镜片产品接触并通过负压将镜片产品吸附。此时所述传动环1082跟随所述第二联轴器1083下降,同时通过所述联动导销1086与所述第一联轴器1081保持联动,进而通过联动所述第一联轴器1081保持所述气嘴1092的静止。
39.完成吸附动作后,所述升降动力机构105缩回,缩回过程中所述传动环1082上的所述传动导向块1085与所述传动限位槽1087导向对接,实现自动导向校正,保证整体的转动一致性。由移动机构带动所述镜片高速旋转组装机构移动至相机检测工位,由相机设备对吸附的镜片进行拍照定位,判断镜片的姿态。如需旋转调整则通过所述中空电机102转动,带动所述气嘴1092上的镜片产品同步转动调整姿态,调整过程中所述升降动力机构105的活动端作用力下所述第一联轴器1081和所述传动环1082紧密贴合,提高转动的稳定性。
40.如图4至图9所示,所述镜头组装模组包括机台2以及设于所述机台2上的载板运输模组3、组装模组4、相机检测模组5和供料模组6,所述载板运输模组3带动装载镜筒的载具运输至所述组装模组4下方,所述相机检测模组5设置在所述载板运输模组3上方进行产品定位检测,所述供料模组6设置在所述载板运输模组3的一侧,所述组装模组4包括二轴移动组件41,所述二轴移动组件41的活动端设置有两组所述镜片高速旋转组装机构1,所述二轴移动组件41和所述相机检测模组5上均设置有与所述供料模组6配合的料盘拖动板7,所述供料模组6包括相配合的两组升降组件61和料盘移载组件62,所述升降组件61的活动端装载有料匣63,所述料匣63上沿竖直方向装载有若干料盘,所述料盘移载组件62上设置有与料盘相适配的装载槽65,所述料盘拖动板7与所述料盘上的卡槽配合并带动料盘移动至所
述装载槽65上。其中一组所述镜片高速旋转组装机构1通过两轴微调平台固定在所述二轴移动组件41的活动端。所述二轴移动组件41的活动端上设置有升降气缸,所述料盘拖动板7设置在所述升降气缸的活动端上。所述二轴移动组件41包括沿水平方向设置的第一直线电机和沿竖直方向设置的第二直线电机。
41.在本实施例中,所述相机检测模组5包括两组相平行设置的直线运输机构51以及两组检测相机组件52,两组所述检测相机组件52分别设置在两组所述直线运输机构51的活动端上,两组所述检测相机组件52均包括至少两台并列设置的第一工业相机,两组所述直线运输机构51均通过安装支架固定在所述机台2上,所述安装支架包括相连接的l形主支撑架53以及辅助支架54,靠近所述供料模组6的所述直线运输机构51的活动端设置有连接板55,所述料盘拖动板7通过升降气缸设置在所述连接板55上。
42.在本实施例中,所述载板运输模组3包括第一缓冲输送机构31、中转输送机构32、第二缓冲输送机构33、第一治具输送机构34和第二治具输送机构35,所述第一治具输送机构34可移动设置在所述第一缓冲输送机构31和所述中转输送机构32之间并与所述第一缓冲输送机构31及所述中转输送机构32相配合,所述第二治具输送机构35可移动设置在所述中转输送机构32和所述第二治具输送机构35之间并与所述中转输送机构32及所述第二缓冲输送机构33相配合,所述第一治具输送机构34和所述第二治具输送机构35上均设置有与镜筒料盘对接的真空通道。
43.在本实施例中,所述机台2上还设置有与所述镜片高速旋转组装机构1配合的第二工业相机8,所述第二工业相机8通过微调平台与所述机台2连接。
44.在本实施例中,所述料盘移载组件62还包括直线电缸621和旋转平台622,所述直线电缸621固定在所述机台2上,所述旋转平台622设置在所述直线电缸621的活动端上,所述旋转平台622的活动端设置有限位板623,所述装载槽65设置在所述限位板623上,所述直线电缸621的活动端设置有限位卡座624,所述限位板623的底部设置有与所述限位卡座624配合的限位螺栓625。
45.本实用新型的工作原理:
46.所述载板运输模组3与载板上料机构连接并进行镜筒载板的运输,所述第一治具输送机构34带动从所述第一缓冲输送机构31接取镜筒载板后,所述第一治具输送机构34移动至所述第一缓冲输送机构31和所述中转输送机构32之间的镜片组装工位。所述相机检测模组5分别对镜筒载板以及所述供料模组6上的镜片载板进行拍照定位并反馈至上位机,上位机获取识别的图像数据控制所述二轴移动组件41,进而带动所述镜片高速旋转组装机构1移动至镜片料盘上方,通过两组所述镜片高速旋转组装机构1一次取两组镜片,取料后两组所述镜片高速旋转组装机构1移动至所述第二工业相机8上方,所述第二工业相机8自下而上拍摄镜片产品的姿态,如姿态存在偏差则控制所述镜片高速旋转组装机构1调整,进而保证镜片产品的特征与镜筒安装特征匹配,调整完成后所述镜片高速旋转组装机构1移动至镜筒载板上方进行镜片安装。
47.初始供料时由所述二轴移动组件41或所述相机检测模组5上的料盘拖动板7与镜片载板上的卡槽配合,进而将镜片载板拖动至所述装载槽65上,所述镜片高速旋转组装机构1取完一行镜片产品后,所述直线电缸621配合前进,使下一行镜片产品移动至所述镜片高速旋转组装机构1下方。完成一组料盘取料后,由所述所述二轴移动组件41或所述相机检
测模组5上的料盘拖动板7与镜片载板上的卡槽配合,将镜片料盘推回所述料匣63中,所述升降组件61带动所述料匣63升降将满料的镜片料盘抬升至与所述装载槽65匹配的高度,再通过所述料盘拖动板7取出满料的镜片料盘。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。