1.本实用新型属于锪钻技术领域,具体为一种曲面锪窝加工成型导柱锪窝钻。
背景技术:
2.锪钻即埋头钻,也叫倒角刀、倒角钻、划窝钻、倒角器、一种用以锪锥形埋头孔的钻。可以加工孔口去毛刺、倒角、挖沉头窝、前提是必须要有引导孔、才可以后续的加工、锥度锥形孔上大下小;放置锥度平头螺丝,就需要加工出埋头孔及锥度孔窝;孔口修边去毛刺就是轻修孔口边缘,除去孔口边缘楞角。
3.在飞机蒙皮连接处的曲面锪窝加工,一般用于碳纤维材料表面锪窝、小余量金属材料表面锪窝,传统的锪窝用的是普通圆柱型导柱加工,一般为3齿设计(如图1),普通圆柱型导柱是垂直零件加工,不能进行摆角度加工,只能提供支撑力,在曲面、圆柱面上的加工,锪窝一般呈现椭圆型,无法保证锪窝的窝是规整圆。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本实用新型提供一种曲面锪窝加工成型导柱锪窝钻,有效的解决了目前传统普通型导柱型刀具加工,只能垂直加工,不能摆角加工,无法保证锪窝的窝是规整圆的问题。
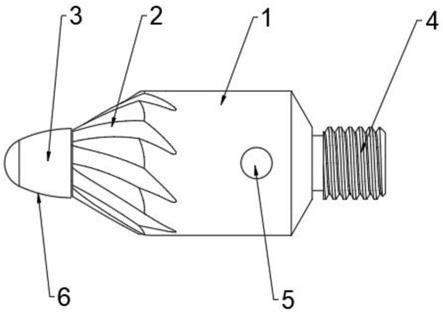
5.为实现上述目的,本实用新型提供如下技术方案:一种曲面锪窝加工成型导柱锪窝钻,包括刀身、切削刃、导柱、螺纹柄、通孔、曲面、连接孔、轴承和连接杆,所述刀身一端形成有切削刃,切削刃一端连接有导柱,刀身远离导柱一端连接有螺纹柄,且刀身靠近螺纹柄一侧贯穿开设有通孔。
6.优选的,所述导柱外端形成有曲面。
7.优选的,所述刀身最大处直径d为12.7mm;刀身、导柱和螺纹柄全长l为32mm;导柱最大处直径d1为6.1mm;导柱的r处半径为2.2mm,导柱的r1处半径为10.9mm;角度值a为80
°
;前角a为5
°
;后角a1为15
°
;前后端刃宽w、w1分别为0.3mm和2.6mm。
8.优选的,所述刀身一端开设有连接孔,连接孔内部嵌装有轴承。
9.优选的,所述导柱一端连接有连接杆,连接杆一端嵌装于轴承内部。
10.优选的,所述轴承为高碳铬轴承钢材质制成。
11.与现有技术相比,本实用新型的有益效果是:
12.(1)、本实用新型,采用曲面型导柱及多齿结构设计,多齿在加工时与零件接触面大,增大其支撑力,在修整上效果也更好,也增加其使用寿命,解决了在曲面、圆柱面的上的加工,保证锪窝的窝是规整圆,不会呈现椭圆型,也可以进行锪窝修整,同时又保证支撑力;
13.(2)、该新型通用性强,可以修正锪窝,提升刀具使用寿命,节约成本,提高效率;
14.(3)、该新型通过轴承的设置,使得刀具在加工过程中,导柱部位能够降低与工件之间的摩擦,从而延长刀具的使用寿命。
附图说明
15.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
16.在附图中:
17.图1为普通型导柱型锪刀结构示意图;
18.图2为本实用新型的结构示意图;
19.图3为本实用新型的侧视图;
20.图4为本实用新型的局部剖视图;
21.图5为本实用新型轴承的安装结构示意图;
22.图6为本实用新型的整体结构示意图;
23.图7为本实用新型的刃部结构示意图;
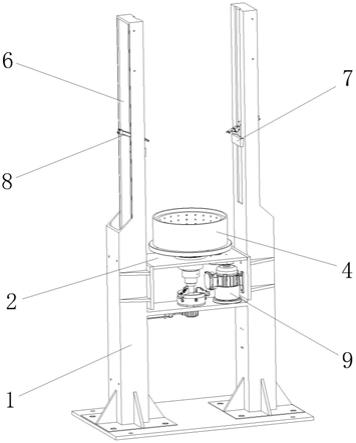
24.图8为本实用新型的加工结构示意图;
25.图中:1、刀身;2、切削刃;3、导柱;4、螺纹柄;5、通孔;6、曲面;7、连接孔;8、轴承;9、连接杆。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.实施例一,由图1-图8给出,本实用新型包括刀身1、切削刃2、导柱3、螺纹柄4、通孔5、曲面6、连接孔7、轴承8和连接杆9,刀身1一端形成有切削刃2,切削刃2一端连接有导柱3,刀身1远离导柱3一端连接有螺纹柄4,且刀身1靠近螺纹柄4一侧贯穿开设有通孔5,导柱3外端形成有曲面6。
28.实施例二,在实施例一的基础上,刀身1最大处直径d为12.7mm;刀身1、导柱3和螺纹柄4全长l为32mm;导柱3最大处直径d1为6.1mm;导柱3的r处半径为2.2mm,导柱3的r1处半径为10.9mm,保证导柱为曲面型,可摆一定角度实现曲面锪窝;角度值a为80
°
,锪窝用;前角a为5
°
,负前角,保证刀具的切屑力;后角a1为15
°
,避让,增加刀具的锋利度;前后端刃宽w、w1分别为0.3mm和2.6mm。
29.实施例三,在实施例一的基础上,刀身1一端开设有连接孔7,连接孔7内部嵌装有轴承8,导柱3一端连接有连接杆9,连接杆9一端嵌装于轴承8内部,轴承8为高碳铬轴承钢材质制成,具有高而均匀的硬度和耐磨性;方便通过轴承8的设置,使得刀具在加工过程中,导柱3部位能够降低与工件之间的摩擦,从而延长刀具的使用寿命。
30.工作原理:在使用时,通过将该刀具与驱动机构装配,然后在需要锪窝处进行加工,该新型通过采用曲面型导柱3及多齿结构设计,多齿在加工时与零件接触面大,增大其支撑力,在修整上效果也更好,也增加其使用寿命。
技术特征:
1.一种曲面锪窝加工成型导柱锪窝钻,包括刀身(1)、切削刃(2)、导柱(3)、螺纹柄(4)、通孔(5)、曲面(6)、连接孔(7)、轴承(8)和连接杆(9),其特征在于:所述刀身(1)一端形成有切削刃(2),切削刃(2)一端连接有导柱(3),刀身(1)远离导柱(3)一端连接有螺纹柄(4),且刀身(1)靠近螺纹柄(4)一侧贯穿开设有通孔(5)。2.根据权利要求1所述的一种曲面锪窝加工成型导柱锪窝钻,其特征在于:所述导柱(3)外端形成有曲面(6)。3.根据权利要求1所述的一种曲面锪窝加工成型导柱锪窝钻,其特征在于:所述刀身(1)最大处直径d为12.7mm;刀身(1)、导柱(3)和螺纹柄(4)全长l为32mm;导柱(3)最大处直径d1为6.1mm;导柱(3)的r处半径为2.2mm,导柱(3)的r1处半径为10.9mm;角度值a为80
°
;前角a为5
°
;后角a1为15
°
;前后端刃宽w、w1分别为0.3mm和2.6mm。4.根据权利要求1所述的一种曲面锪窝加工成型导柱锪窝钻,其特征在于:所述刀身(1)一端开设有连接孔(7),连接孔(7)内部嵌装有轴承(8)。5.根据权利要求1所述的一种曲面锪窝加工成型导柱锪窝钻,其特征在于:所述导柱(3)一端连接有连接杆(9),连接杆(9)一端嵌装于轴承(8)内部。6.根据权利要求4所述的一种曲面锪窝加工成型导柱锪窝钻,其特征在于:所述轴承(8)为高碳铬轴承钢材质制成。
技术总结
本实用新型涉及锪钻技术领域,且公开了一种曲面锪窝加工成型导柱锪窝钻,解决了目前传统普通型导柱型刀具加工,只能垂直加工,不能摆角加工,无法保证锪窝的窝是规整圆的问题,其包括刀身、切削刃、导柱、螺纹柄、通孔、曲面、连接孔、轴承和连接杆,所述刀身一端形成有切削刃,切削刃一端连接有导柱,刀身远离导柱一端连接有螺纹柄,且刀身靠近螺纹柄一侧贯穿开设有通孔,本实用新型,采用曲面型导柱及多齿结构设计,多齿在加工时与零件接触面大,增大其支撑力,在修整上效果也更好,也增加其使用寿命,解决了在曲面、圆柱面的上的加工,保证锪窝的窝是规整圆,不会呈现椭圆型,也可以进行锪窝修整,同时又保证支撑力。同时又保证支撑力。同时又保证支撑力。
技术研发人员:余苏妍 黄丹平 胡杨健 刘峰
受保护的技术使用者:江西杰浩硬质合金工具有限公司
技术研发日:2021.12.15
技术公布日:2022/5/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。