1.本实用新型属于激光加工技术领域,具体涉及一种基于机器视觉的水导激光水射流标定装置。
背景技术:
2.水导激光加工技术是一种先进的激光加工技术,其原理是利用激光在水与空气的界面上发生全反射的现象,将激光约束在直径几十微米的微细水射流中,水射流内保持极高的激光能量密度,可以用于实现材料去除加工。由于激光一直被约束在直径几十微米的水射流中,水射流中的激光能量密度与激光束腰位置处相近,因此整段稳定的水射流都可以用于材料的去除加工,所以水导激光在加工深孔、切割厚板材等方面,具有其他激光不可替代的优势。此外,由于水射流的冲刷与冷却作用,水射流可以将激光加工产生的热量与加工碎屑及时带走,避免了激光热作用产生热影响区,同时还可以防止熔融碎屑二次凝固降低加工表面质量。水导激光用途广泛,不仅能加工常见的金属材料,还能加工超硬、超脆、超黏、各向异性的难加工材料。在航空航天领域、半导体领域、新材料开发领域有巨大的应用前景,例如金刚石、蓝宝石、ld屏、心血管支架、刀具、晶圆、太阳能板、叶片、飞机蒙皮、大型望远镜主镜等均有巨大的需求。
3.在多数情况下,水导激光可以加工出整个零件尺寸,因此不需要考虑定位基准的问题。然而,对于已经进行过初次加工的零部件,当使用水导激光进行二次加工时,为保证相对位置精度,其前序完成的尺寸便要成为水导激光加工的定位基准。这种定位基准一般是加工件的一面或相互垂直的两面,在传统的加工中,通常使用刀具与定位基准接触的方式来寻找定位基准。这种方法简单易行,但不适合水导激光使用,因为水导激光的水射流为柔性液体,我们无法通过它找到精确的定位基准。随着机器视觉技术的快速发展,视觉定位技术能够根据零件的特征进行自动定位,再通过软件处理的方式确定加工激光与产品定位基准之间的位置关系。在激光零位是确定的情况下,我们只需要对激光零点位置标定一次即可进行批量生产。但在水导激光的定位中,面临一个不确定的问题:水导激光的激光位置取决于水射流的位置,而水射流的位置与喷嘴的磨损形状息息相关,同时因为水导激光采用的水射流为高压水射流,因此喷嘴比较容易磨损,故此水导激光需要经常对水射流进行标定,以确保二次加工的精度满足零件的要求。
4.目前,一般激光的零位标定可以使用激光定位灯在加工平台上标示出零位点,然后移动激光头使激光焦点与零位点重合。这种方式需要人工反复移动激光头进行对位操作,效率低而且对位精确度受焦点大小以及人为因素的影响,所以并不适合经常需要进行零位标定的场合。
技术实现要素:
5.有鉴于此,本实用新型提供了一种基于机器视觉的水导激光水射流标定装置,以便解决上述提到的技术问题。
6.本实用新型的技术方案是:
7.一种基于机器视觉的水导激光水射流标定装置,包括:
8.定位激光照明灯,用于提供光束信号;
9.分光棱镜,位于所述定位激光照明灯的一侧,用于改变光束信号的方向,并将该光束信号传送至聚焦透镜上,经聚焦透镜聚焦之后,经耦合水腔射入水射流中,并在水射流中全反射传导,到达工作平台上;
10.图像采集装置,用于采集到达工作平台上的光斑大小和位置;
11.控制器,与所述定位激光照明灯、图像采集装置分别电连接,用于实时接收图像采集装置的信号,并对该信号进行分析处理后,实现水导激光的的定位。
12.优选的,所述定位激光照明灯的波长与水导激光的波长相同。
13.优选的,所述图像采集装置是工业摄像机。
14.与现有技术相比,本实用新型提供的一种基于机器视觉的水导激光水射流标定装置,可解决上述激光零位标定的效率低,以及定位精度受人为因素影响的问题,其利用机器视觉的方法,实现了水导激光自动、快速、精确的定位,值得推广。
附图说明
15.图1为本实用新型的主体结构的示意图。
具体实施方式
16.本实用新型提供了一种基于机器视觉的水导激光水射流标定装置,下面结合图1的示意图,对本实用新型进行说明。
17.实施例1
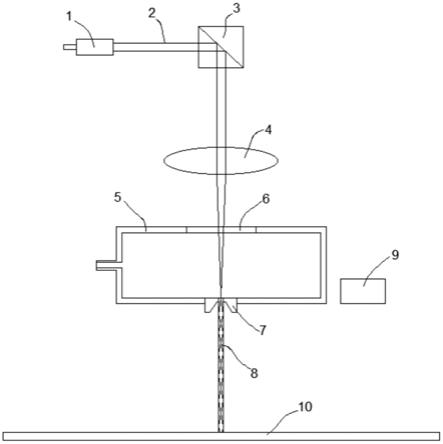
18.一种基于机器视觉的水导激光水射流标定装置,如图1所示,包括定位激光照明灯1、分光棱镜3、聚焦透镜4、耦合水腔5和工业摄像机9。
19.其中,定位激光照明灯1用于提供光束信号;
20.分光棱镜3,位于所述定位激光照明灯1的一侧,用于改变光束信号的方向,并将该光束信号传送至聚焦透镜4上,经聚焦透镜4聚焦之后,再次经耦合水腔5射入水射流8中,并在水射流8中全反射传导,到达工作平台10上;
21.图像采集装置,用于采集到达工作平台10上的光斑大小和位置;
22.控制器,与所述定位激光照明灯1、图像采集装置分别电连接,用于实时接收图像采集装置的信号,并对该信号进行分析处理后,实现水导激光的的定位。
23.进一步的,所述图像采集装置是工业摄像机9。
24.其中,分光棱镜3设置在定位激光照明灯1的一侧,分光棱镜3位于聚焦透镜4的正上方,聚焦透镜4,耦合水腔5为水导激光系统原有部分。耦合水腔5包含水箱,水箱上设置有玻璃窗口6和喷嘴7,水箱内充满高压水。
25.进一步的,为保证定位激光照明灯1的焦点与水导激光的激光焦点一致,定位激光照明灯1的波长必须与水导激光的波长相同。
26.工作时,定位激光照明灯1发出的光束2进入分光棱镜3中,经过分光棱镜3反射的光束经过聚焦透镜4后,穿过耦合水腔5上的玻璃窗口6,在喷嘴7上方聚焦。高压水通过喷嘴
7形成微水射流8,经过聚焦的定位用光束2射入水射流8中,并在水射流8中全反射传导,到达工作平台10上。经过多次反射后,定位用光束2均匀分布在微水射流8中,因此照射到工作平台10的光斑大小、位置与微水射流8的直径、位置相重合。工业摄像机9位于耦合水腔5的一侧,便于拍摄工作平台10上的光斑大小的图像,并将图像上传给控制器进行处理。控制器识别出光斑中心的位置坐标,与工作平台10上的零位标志坐标进行比对,得到两者之间的差值,并在软件上进行补偿,从而实现了水导激光的自动、快速、精确的定位。
27.更进一步的,利用工业摄像机拍摄光斑的大小图像,并将图像上传给控制器进行处理,控制器得到水射流8直径的大小,利用得到的数据进行加工路径的补偿,可以进一步提高水导激光的加工精度。
28.此外,需要注意的是,在一般情况下,水导激光的喷嘴7的直径在0.05-0.15mm之间,由于加工误差,喷嘴7的加工孔并非完全的正圆,因此喷出的水射流8也不是十分圆。同时高速喷出的高压水射流8对喷嘴7有摩擦作用,也会导致喷嘴7的加工孔逐渐磨损,且这种磨损是不确定的,从而会导致水射流8的形状也不确定,当水射流8的不圆度达到一定程度后,控制器可能无法正确识别光斑的中心,从而导致标定不准甚至失败,因此,为了保证标定的准确度,需要定期检查喷嘴7的圆度和磨损状态。
29.更进一步的,利用工业摄像机拍摄光斑的形状图案,控制器将其与初始光斑形状进行比对,根据光斑的形状差异,可判断喷嘴孔磨损程度。当差异达到一定程度后,则判定喷嘴报废。
30.利用本实用新型提供的一种基于机器视觉的水导激光水射流标定装置,实现了水导激光零位的自动标定,在生产过程中无需人工干预,提高了生产效率和定位精度,且剔除了不稳定的人工因素,使零位的标定更加可靠,值得推广。
31.以上公开的仅为本实用新型的较佳具体实施例,但是,本实用新型实施例并非局限于此,任何本领域技术人员能思之的变化都应落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。