1.本实用新型属于机械加工技术领域,尤其涉及一种传感器壳体自动化加工系统。
背景技术:
2.目前,随着科技的进步,在机械加工领域中,自动化技术不断地进步,自动化加工能够节省大量的劳动力,且提高工件的加工精度。
3.现有技术中,对于传感器壳体多面需要加工的情形,通常选取铣床单面加工,制作对应的工装夹具辅助作业,工艺范围较窄,实施方式通常为一道工序一道工序的加工,生产周期长,以及加工效率不高,每道工序需要对应不同的工装夹具,生产成本高,从而导致工人劳动强度大、生产效率低等问题,企业竞争力受限,本领域技术人员亟待解决这一技术问题。
技术实现要素:
4.针对现有技术所存在的上述不足,本实用新型提供一种传感器壳体自动化加工系统。
5.为实现上述目的,本实用新型提供了如下技术方案:
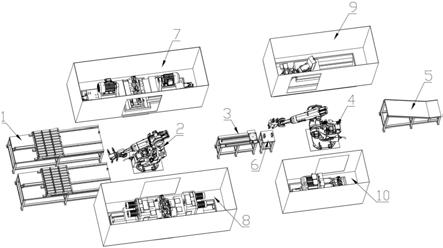
6.一种传感器壳体自动化加工系统,包括依次设置的上料仓、第一抓取机构、过渡料仓、第二抓取机构、下料仓,所述过渡料仓与所述第二抓取机构之间设置有翻转台,所述上料仓与所述过渡料仓等高设置,所述第一抓取机构两侧设置有双工位卧式钻床、双工位锪孔铣床,所述第二抓取机构两侧设置有球窝铣床、双头卧式钻床;
7.所述上料仓设置有输送装置,所述输送装置上设置有上料板,所述上料板上均匀设置若干上料型腔,所述上料仓并列设置2组,所述第一抓取机构设置有第一机械手,所述第一机械手连接有第一手爪,所述第一手爪圆周均布三个,对应的所述过渡料仓设置过渡板,所述过渡板上设置有双工位过渡型腔,所述过渡板下端连接有过渡传输装置;
8.所述第二抓取机构设置有第二机械手,所述第二机械手连接有第二手爪,所述第二手爪圆周均布两个,所述翻转台设置有支撑架,所述支撑架对称设置2个,2个所述支撑架上设置有l型限位部,所述l型限位部之间形成壳体落料型腔。
9.进一步的,所述上料仓还设置有上料工作台,所述上料工作台上连接所述输送装置,所述输送装置设置有输送气缸、滑动部件,所述输送气缸连接所述上料板,所述上料板与所述上料工作台之间连接有滑动部件。
10.进一步的,所述上料板远离所述输送气缸的一端连接限位开关,所述限位开关对应所述上料工作台上连接有限位块。
11.进一步的,所述过渡料仓还设置有过渡工作台,所述过渡工作台上连接所述过渡传输装置,所述过渡传输装置设置有过渡滑动部件,所述过渡滑动部件中间连接有无杆气缸,所述过渡滑动部件与所述无杆气缸上端连接所述过渡板。
12.进一步的,所述双工位卧式钻床设置有四轴动力头,所述四轴动力头相对设置2
个,2个所述四轴动力头之间连接有第一双工位液压夹具,所述四轴动力头中心距依据所述壳体待加工孔设置,所述四轴动力头分别连接有第一钻头。
13.进一步的,所述双工位锪孔铣床设置有第一双轴动力头,所述第一双轴动力头相对设置2个,2个所述第一双轴动力头之间连接有第二双工位液压夹具,所述第一双轴动力头分别连接有第一铣刀。
14.进一步的,所述球窝铣床设置有转台,所述转台竖向设置,所述转台一侧设置有第一液压夹具,所述第一液压夹具对应设置有动力头,所述动力头轴心与所述第一液压夹具成一定角度设置,所述动力头连接有第二铣刀。
15.进一步的,所述双头卧式钻床设置有第二双轴动力头,所述第二双轴动力头分别连接有第二钻头,所述第二钻头对应的一侧设置有第二液压夹具。
16.有益效果:本实用新型设计合理,待加工壳体一次加工成型,第一抓取机构、双工位卧式钻床、双工位锪孔铣床设计双工位加工,节省上下料时间,保证后续加工的生产节拍,提高加工效率。
附图说明
17.图1为本实用新型提供的一种传感器壳体自动化加工系统结构示意图;
18.图2为本实用新型所述上料仓结构示意图;
19.图3为本实用新型所述第一抓取机构结构示意图;
20.图4为本实用新型所述过渡料仓结构示意图;
21.图5为本实用新型所述第二抓取机构结构示意图;
22.图6为本实用新型所述翻转台结构示意图;
23.图7为本实用新型所述双工位卧式钻床结构示意图;
24.图8为本实用新型所述双工位锪孔铣床结构示意图;
25.图9为本实用新型所述球窝铣床结构示意图。
26.图中:1上料仓,101输送装置,1011输送气缸,1012滑动部件,102上料板,103上料型腔,104上料工作台,105限位开关,106限位块,2第一抓取机构,201第一机械手,202第一手爪,3过渡料仓,301过渡板,302双工位过渡型腔,303过渡传输装置,3031过渡滑动部件,3032无杆气缸,304过渡工作台,4第二抓取机构,401第二机械手,402第二手爪,5下料仓,6翻转台,601支撑架,602l型限位部,7双工位卧式钻床,701四轴动力头,702第一双工位液压夹具,703第一钻头,8双工位锪孔铣床,801第一双轴动力头,802第二双工位液压夹具,9球窝铣床,901转台,902第一液压夹具,903动力头,10双头卧式钻床。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.如图1-6所示,本实用新型提供一种传感器壳体自动化加工系统,包括依次设置的上料仓1、第一抓取机构2、过渡料仓3、第二抓取机构4、下料仓5,所述过渡料仓3与所述第二
抓取机构4之间设置有翻转台6,所述上料仓1与所述过渡料仓3等高设置,所述第一抓取机构2两侧设置有双工位卧式钻床7、双工位锪孔铣床8,所述第二抓取机构4两侧设置有球窝铣床9、双头卧式钻床10;
29.所述上料仓1设置有输送装置101,所述输送装置101上设置有上料板102,所述上料板102上均匀设置若干上料型腔103,所述上料仓1并列设置2组,方便工作人员上料及第一抓取机构2的稳定作业,所述第一抓取机构2设置有第一机械手201,所述第一机械手201连接有第一手爪202,所述第一手爪202圆周均布三个,其中两个手爪同时负责上料,第三个手爪辅助下料,对应的所述过渡料仓3设置过渡板301,所述过渡板301上设置有双工位过渡型腔302,所述过渡板301下端连接有过渡传输装置303;
30.所述第二抓取机构4设置有第二机械手401,所述第二机械手401连接有第二手爪402,所述第二手爪402圆周均布两个,所述翻转台6设置有支撑架601,所述支撑架601对称设置2个,2个所述支撑架601上设置有l型限位部602,所述l型限位部602之间形成壳体落料型腔。
31.在实际应用中,所述上料仓1还设置有上料工作台104,所述上料工作台104上连接所述输送装置101,所述输送装置101设置有输送气缸1011、滑动部件1012,所述输送气缸1011连接所述上料板102,所述上料板102与所述上料工作台104之间连接有滑动部件1012,输送气缸1011推动上料板102通过滑动部件1012实现前后移动。
32.在实际应用中,所述上料板102远离所述输送气缸1011的一端连接限位开关105,所述限位开关105对应所述上料工作台104上连接有限位块106,实现上料板102的精准定位,保证第一机械手201的安全作业。
33.在实际应用中,所述过渡料仓3还设置有过渡工作台304,所述过渡工作台304上连接所述过渡传输装置303,所述过渡传输装置303设置有过渡滑动部件3031,所述过渡滑动部件3031中间连接有无杆气缸3032,所述过渡滑动部件3031与所述无杆气缸3032上端连接所述过渡板301。
34.在实际应用中,如图7所示,所述双工位卧式钻床7设置有四轴动力头701,所述四轴动力头701相对设置2个,2个所述四轴动力头701之间连接有第一双工位液压夹具702,所述四轴动力头701中心距依据所述壳体待加工孔设置,所述四轴动力头701分别连接有第一钻头703,双向同步一次加工两件壳体。
35.在实际应用中,如图8所示,所述双工位锪孔铣床8设置有第一双轴动力头801,所述第一双轴动力头801相对设置2个,2个所述第一双轴动力头801之间连接有第二双工位液压夹具802,所述第一双轴动力头801分别连接有第一铣刀。
36.在实际应用中,如图9所示,所述球窝铣床9设置有转台901,所述转台901竖向设置,所述转台901一侧设置有第一液压夹具902,所述第一液压夹具902对应设置有动力头903,所述动力头903轴心与所述第一液压夹具902成一定角度设置,所述动力头903连接有第二铣刀。
37.在实际应用中,所述双头卧式钻床10设置有第二双轴动力头,所述第二双轴动力头分别连接有第二钻头,所述第二钻头对应的一侧设置有第二液压夹具。
38.工作原理:
39.本实用新型所述传感器壳体自动化加工系统,人工上料,所述上料仓1通过输送气
缸1011推动上料板102依据滑动部件1012实现前后移动,通过限位开关105对应所述上料工作台104上设置的限位块106,实现上料板102的精准定位,所述第一抓取机构2从上料板102上一次抓取两个壳体输送至双工位卧式钻床7,同时三个所述第一手爪202实现上下料自主切换,再将半成品输送至双工位锪孔铣床8,同时三个所述第一手爪202实现上下料自主切换,再将半成品输送至过渡料仓3,第一抓取机构2再一次从上料板102上抓料,循环作业;
40.所述过渡料仓3将半成品传送至第二抓取机构4,第二抓取机构4单个抓取壳体半成品至球窝铣床9,同时两个所述第二手爪402实现上下料自主切换,将球窝铣床9加工后的半成品输送至翻转台6,第二抓取机构4第二机械手401旋转90度抓取壳体半成品,实现壳体半成品调面输送至双头卧式钻床10,进行通孔加工,再将双头卧式钻床10加工完成的成品输送至下料仓5,循环作业。
41.以上显示和描述了本实用新型的基本原理、主要特征及优点,文中使用的前、后、左、右非特指,主要为了更直观说明技术方案,不起限定作用。本行业的技术人员应该了解,上述实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
