1.本发明属于轴承内外圈沟道加工设备技术领域,特别涉及一种轴承内外圈沟道磨削装置及磨削加工方法。
背景技术:
2.砂轮(包括普通砂轮和超硬磨粒砂轮)在使用过程中由于磨耗变形或钝化等失效原因需要对其进行不断地修整,以保证其进行有效磨削加工的持续。传统轴承内外圈沟道磨削砂轮修整(修形、修锐)方法多采用金刚石笔或金刚石滚轮,这些修整方法存在着修整精度和修整效率低下、修整工具损耗速度快、修整难度较大和劳动强度高等方面缺陷,并且一些超硬砂轮在磨削加工过程中很容易出现粘结和堵塞等现象,传统的砂轮修整方法无法做到实时去除堵塞在磨粒间隙中的切屑,因此很难保证磨削力的大小和磨削温度的稳定,这会严重影响工件的加工质量。目前业内采用的电火花修整方法对上述修整方法缺陷有所改善,但是,其修整装置还无法做到在机自动修锐修形,只能通过人工将磨钝后的砂轮卸下然后再去进行电火花修整加工,二次装卸费时费力,更会导致磨削加工精度和效率降低。因此发明一种可以自动对轴承内外圈沟道磨削砂轮进行修形,并且可以在磨削加工时实时对砂轮进行修整的自动化装置迫在眉睫。
技术实现要素:
3.为解决现有技术存在的问题,本发明提出一种轴承内外圈沟道磨削装置及磨削加工方法,不仅可以大大提高加工效率、精度和一致性,更可以大幅度降低工人的劳动强度。
4.本发明的目的及解决其技术问题是采用以下技术方案来实现。依据本发明提出的一种轴承内外圈沟道磨削装置,其特征在于包括:机床底座、工件轴驱动装置、铜极轴驱动装置、砂轮电主轴、分隔装置、电火花修锐装置、横向滑台装置以及纵向滑台装置,机床底座上设有横向延伸的固定工作台,工件轴驱动装置和铜极轴驱动装置间隔设置在固定工作台上,工件轴驱动装置的输出轴上安装有工件,铜极轴驱动装置的输出轴上安装有铜极;
5.砂轮电主轴安装在纵向滑台装置上,砂轮电主轴的输出轴上安装有砂轮,纵向滑台装置用于驱动砂轮电主轴沿纵向运动;
6.纵向滑台装置安装在横向滑台装置上,横向滑台装置用于驱动纵向滑台装置沿横向运动;
7.分隔装置设置在纵向滑台装置上,所述分隔装置包括隔离板和用于驱动隔离板沿纵向移动的驱动部件,纵向滑台装置上还设有用于车削铜极的车刀及刀架装置,分隔装置位于砂轮电主轴与车刀及刀架装置之间;
8.电火花修锐装置设于纵向滑台装置上,电火花修锐装置包括设于砂轮一侧的弧形电极板;
9.机床底座上台面左右两侧开设有互不连通的第一分流槽和第二分流槽,两个分流槽之间的隔断部处于工件轴驱动装置、铜极轴驱动装置之间,两分流槽内均开设有贯穿机
床底座上台面的管接口,每个分流槽通过对应的管接口与位于机床底座内部的排液管道一一对应连通。
10.进一步的,横向滑台装置包括横向电机、横向导轨及横向丝杠螺母副,纵向滑台装置包括纵向电机、纵向导轨、纵向丝杠螺母副以及纵向滑台;
11.横向导轨铺设于机床底座上,横向丝杠螺母副设于横向导轨内,横向电机设于横向导轨一端且其输出端与横向丝杠螺母副中的丝杠相连,纵向导轨固定在横向丝杠螺母副中的螺母座上并与横向导轨滑动配合,纵向丝杠螺母副安装在纵向导轨内,纵向电机设于纵向导轨一端并与纵向丝杠螺母副中的丝杠相连,纵向滑台固定在纵向丝杠螺母副中的螺母座上,纵向滑台滑动设置于纵向导轨上;所述砂轮电主轴、分隔装置、电火花修锐装置、车刀及刀架装置均设于纵向滑台上。
12.进一步的,机床底座的左右两侧分别设有一个扇门,通过对应的扇门可安装所述排液管道。
13.进一步的,驱动部件包括滑座,滑座内设置有隔离板丝杠螺母副,隔离板滑动设置在滑座内并与隔离板丝杠螺母副中的螺母座固接,隔离板丝杠螺母副中的丝杠与手柄或电机连接。
14.进一步的,固定工作台上设有相啮合的转盘和转盘齿轮,所述工件轴驱动装置设于转盘上,转盘齿轮安装在旋转电机的输出端,通过控制旋转电机来实现工件角度的微调。
15.进一步的,弧形电极板固设在绝缘支架上,绝缘支架固定在纵向滑台装置上,弧形电极板与高频脉冲电源的负极相连。
16.进一步的,工件轴驱动装置、铜极轴驱动装置均包括相连的驱动电机和减速器。
17.进一步的,还包括数控系统,该数控系统分别与工件轴驱动装置、铜极轴驱动装置、砂轮电主轴、分隔装置的驱动部件、电火花修锐装置、横向滑台装置以及纵向滑台装置电气连接。
18.进一步的,车刀及刀架装置车削铜极时采用的车削液和铜极电火花加工砂轮时采用的磨削液相同;砂轮磨削工件时采用的磨削液和车刀及刀架装置车削铜极时采用的车削液不同。
19.一种轴承内外圈沟道磨削装置的磨削加工方法,包括以下步骤:
20.s1、车削铜极:
21.将铜极毛坯安装在铜极轴驱动装置的输出轴上,将分隔装置中的隔离板伸出至合适位置;然后启动铜极轴驱动装置,使铜极高速旋转;打开切削液开关,车刀及刀架装置中的车刀在数控系统的控制下将铜极车削成所需要形状;
22.s2、砂轮修形:
23.铜极车削完毕后,将隔离板回退到分隔装置中,数控系统控制纵向滑台装置、横向滑台装置,以使纵向滑台装置运动到铜极轴驱动装置对面,使铜极和砂轮配合;然后将隔离板调整到合适位置,磨削液开启,数控系统控制铜极轴驱动装置和砂轮电主轴启动,铜极和砂轮朝相反方向旋转,使铜极和砂轮之间采用电火花的方式实现对砂轮的修形加工;
24.s3、磨削工件:砂轮修形加工完毕后,将隔离板回退到分隔装置中,数控系统控制纵、横向滑台装置,使砂轮电主轴运动到工件轴驱动装置对面;然后将隔离板调整到合适位置,控制工件轴驱动装置和砂轮电主轴开启,使砂轮和工件高速转动,打开相应的磨削液开
关,实现对工件的磨削加工;
25.在工件磨削加工过程中,电火花修锐装置对砂轮进行实时修锐,使砂轮一直保持锐利状态。
26.借由上述技术方案,本发明的有益效果是:
27.1、本发明在一个磨削装置上完成了对铜极的车削加工,铜极对砂轮的电火花修形,电火花修锐装置对砂轮的实时修锐,砂轮对工件的磨削加工;使铜极车削、砂轮修整、工件磨削在同一坐标系下进行,大大提高了加工效率、加工精度及其一致性,显著降低了工人的劳动强度。
28.2、本发明的砂轮修锐是实时进行的,堵塞在磨粒间隙中的切屑不断排出,砂轮始终保持锐利状态,避免了磨削烧伤工件,使工件加工质量稳定,另外由于磨削温度降低,加大了工件表面的冷作硬化,提高了轴承内外圈的疲劳寿命。
29.3、本发明的装置工件轴(工件轴驱动装置的输出轴)和铜极轴(铜极轴驱动装置的输出轴)分开布置,纵向滑台上设置分隔装置,且机床底座上台面左右两侧开设有互不连通的第一分流槽和第二分流槽,则避免了不同磨削液飞溅混合以及对工人的健康损害。并且通过在各分流槽设置相应的管接口,还利于实现磨削液体的回收利用。
30.上述说明仅是本发明技术方案的概述,为了能更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
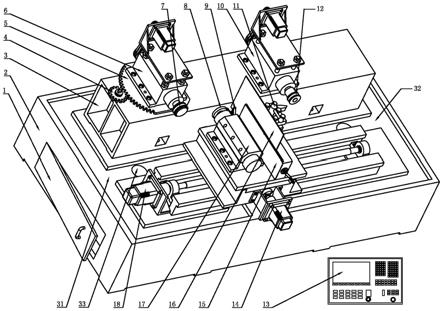
31.图1是本发明轴承内外圈沟道磨削装置的结构示意图。
32.图2是本发明中进行车削铜极时的状态示意图。
33.图3是本发明中铜极对砂轮进行电火花修形加工时的状态示意图。
34.图4是本发明中砂轮磨削加工工件时的状态示意图。
35.图5是本发明中工件磨削时所述电火花修锐装置实时修锐砂轮的局部放大图。
36.附图标记说明:
37.1-扇门;2-机床底座;3-固定工作台;4-转盘齿轮;5-转盘;6-工件轴驱动装置;7-工件;8-砂轮;9-电火花修锐装置;10-铜极轴驱动装置;11-车刀及刀架装置;12-铜极;13-控制系统;14-纵向滑台装置;15-分隔装置;16-隔离板;17-砂轮电主轴;18-横向滑台装置;19-横向电机;20-横向导轨;21-横向丝杠螺母副;22-纵向电机;23-纵向导轨;24-纵向丝杠螺母副;25-纵向滑台;26-滑座;27-车刀;28-刀架;29-弧形电极板;30-绝缘支架;31-第一分流槽;32-第二分流槽;33-管接口。
具体实施方式
38.以下结合附图及较佳实施例对本发明的技术方案作进一步的详细说明。
39.请参阅图1至图5,一种轴承内外圈沟道磨削装置,包括机床底座2、固定工作台3、工件轴驱动装置6、铜极轴驱动装置10、砂轮电主轴17、分隔装置15、电火花修锐装置9、横向滑台装置18、纵向滑台装置14及控制系统13。固定工作台3设置在机床底座2上台面上,固定工作台沿横向延伸布置,其整体呈长方体架体结构;工件轴驱动装置6和铜极轴驱动装置10
沿固定工作台的长度方向(横向)间隔设置在固定工作台上,工件轴驱动装置的输出轴上安装有工件7,本实施例中,工件7为轴承内圈或轴承外圈;铜极轴驱动装置的输出轴上安装有铜极12,铜极12用于在砂轮8钝化磨损后进行修形,使砂轮能够重新对工件进行磨削;铜极12与高频脉冲电源的负极相连,砂轮8与高频脉冲电源的正极相连,从而能采用电火花的方式对砂轮进行修形加工。
40.砂轮电主轴17安装在纵向滑台装置14上,砂轮电主轴的输出轴上安装有所述砂轮8,砂轮8用于对工件7进行磨削加工,纵向滑台装置14用于驱动砂轮电主轴沿纵向平移运动。纵向滑台装置14安装在横向滑台装置18上,横向滑台装置18用于驱动纵向滑台装置沿横向运动。横向滑台装置18间隔设置在固定工作台3的对侧,二者为相互平行铺设的位置关系,使得纵向滑台装置横向运动时能够分别到达工件轴驱动装置或铜极轴驱动装置这两个工位处。本实施例中,横向滑台装置18包括横向电机19、横向导轨20及横向丝杠螺母副21;纵向滑台装置14包括纵向电机22、纵向导轨23、纵向丝杠螺母副24以及纵向滑台25;横向导轨铺设于机床底座上,横向丝杠螺母副设于横向导轨内,横向电机设于横向导轨一端,且横向电机的输出端与横向丝杠螺母副中的丝杠相连,纵向导轨固定在横向丝杠螺母副中的螺母座上,纵向导轨与横向导轨滑动配合,纵向丝杠螺母副安装在纵向导轨内,纵向电机设于纵向导轨一端并与纵向丝杠螺母副中的丝杠相连,纵向滑台固定在纵向丝杠螺母副中的螺母座上,纵向滑台滑动设置于纵向导轨上。
41.本实施例中,工件轴驱动装置、铜极轴驱动装置均包括相连的驱动电机和减速器。
42.砂轮电主轴17、分隔装置15、电火花修锐装置9、车刀及刀架装置11均固设于纵向滑台25上。工作时,横向电机启动,带动横向丝杠螺母副中的丝杠转动,使其螺母座带动纵向滑台横向运动,同理,纵向电机启动以驱动纵向滑台沿纵向移动,以此实现纵向滑台在平行于机床底座上台面的平面内运动。
43.分隔装置15包括隔离板16和用于驱动隔离板沿纵向移动的驱动部件,驱动部件固定在纵向滑台上。所述驱动部件包括滑座26,滑座内设置有隔离板丝杠螺母副,隔离板16滑动设置在滑座26内并与隔离板丝杠螺母副中的螺母座固接,隔离板丝杠螺母副中的丝杠与手柄或电机连接;通过手动摇动手柄或控制系统控制电机的正反转实现隔离板的纵向移动。作为优选,为了实现整个装置的自动化运行,提高工作效率,应选用电机驱动。在另一实施例中,驱动部件也可以是驱动气缸或油缸,隔离板固定在驱动气缸或油缸的输出端上。结合图1所示,分隔装置15整体位于砂轮电主轴17与车刀及刀架装置11之间;即砂轮电主轴位于分隔装置左侧,车刀及刀架装置位于分隔装置右侧;车刀及刀架装置为现有技术,其包括车刀27以及具备夹持车刀、拆卸车刀的刀架28,车刀用于车削铜极,将铜极车削呈适配砂轮修形加工所需的形状。
44.电火花修锐装置9包括弧形电极板29和绝缘支架30,弧形电极板设于砂轮一侧,与砂轮为间隙配合;绝缘支架固定在纵向滑台上,弧形电极板与高频脉冲电源的负极相连,砂轮与高频脉冲电源的正极相连,以在工作时形成闭合回路。
45.机床底座2上台面左右两侧开设有互不连通的第一分流槽31和第二分流槽32。第一分流槽31用于盛接磨削工件时的磨削液,该此磨削液设为第一磨削液。第二分流槽32用于盛接车刀及刀架装置车削铜极时采用的车削液和铜极电火花修形砂轮时采用的第二磨削液。第一磨削液、车削液、第二磨削液均是现有磨削轴承内外圈装置领域中常用的磨削液
体;但本发明中,车削液和第二磨削液采用的是相同的磨削液体种类;而第一磨削液采用的另一种磨削液体。两个分流槽之间的隔断部处于工件轴驱动装置、铜极轴驱动装置之间,两分流槽内均开设有贯穿机床底座上台面的管接口33,每个分流槽通过对应的管接口33与位于机床底座内部的排液管道一一对应连通。机床底座的左右两侧分别设有一个扇门1,通过各扇门1可方便的安装同侧的排液管道。借由上述设计,在分隔装置的隔离板隔离作用下,避免了不同种类磨削液体的飞溅混合,并防止两个分流槽内不同的磨削液体汇流,避免不同种类磨削液体之间产生化学反应对人体健康带来的损害;并且通过不同的管接口,能够分别收集第一、第二分流槽中的不同种类磨削液体,以便于回收利用;回收利用可以在机床底座内部的左右两侧分别设置一个与排液管道连通的容器接收磨削液体来实现。上述第一磨削液、车削液、第二磨削液均由本发明装置外部的供液设备提供,供液设备为现有技术,其各个供液喷头伸至相应的工位处即可,例如砂轮磨削轴承内圈时,则对应的供液喷头出口朝向砂轮与轴承内圈的接触面。
46.作为优选,固定工作台上设有相啮合的转盘5和转盘齿轮4,所述工件轴驱动装置固设于转盘5上,转盘齿轮4固定安装在旋转电机的输出端,旋转电机可以固定在固定工作台内,通过控制旋转电机来实现工件角度的微调,微调到位后旋转电机抱闸锁死以实现转盘定位。
47.数控系统分别与工件轴驱动装置、铜极轴驱动装置、砂轮电主轴、分隔装置的驱动部件、电火花修锐装置、供液设备、横向滑台装置以及纵向滑台装置电气连接,在数控系统的控制下按照预先设定的数控程序自动运行。
48.本发明的轴承内外圈沟道磨削装置的磨削加工方法包括以下步骤:
49.s1、车削铜极:如图2所示,首先将铜极毛坯安装在铜极轴驱动装置的输出轴(即铜极轴)上,将分隔装置中的隔离板伸出至合适位置,以防止车削液飞溅入第一分流槽;然后启动铜极轴驱动装置,铜极高速旋转;打开切削液的开关,车刀在数控系统的控制下将铜极车削成所需要的形状;
50.s2、砂轮修形:铜极车削完毕后,将隔离板回退到分隔装置中,数控系统控制纵向滑台装置、横向滑台装置,使纵向滑台运动到图3所示位置,并使铜极和砂轮配合;然后将隔离板调整到合适位置,相应的磨削液开启,数控系统控制铜极轴驱动装置和砂轮电主轴启动,铜极和砂轮朝相反方向高速旋转,铜极和砂轮之间采用电火花的方式实现对砂轮的修形加工;
51.s3、磨削工件(以磨削轴承内圈为例):砂轮修形加工完毕后,转动手柄或控制电机将隔离板回退到分隔装置中,数控系统控制纵、横向滑台装置运动到图4位置,使砂轮和轴承内圈配合;然后将隔离板调整到合适位置,控制工件轴驱动装置和砂轮电主轴开启,砂轮与轴承内圈高速转动,打开相应的磨削液,对轴承内圈进行磨削加工;
52.s4、在轴承内圈沟道磨削加工过程中,电火花修锐装置对砂轮进行实时修锐,如图5所示,使砂轮一直保持锐利状态。
53.在步骤s2中,铜极和砂轮之间进行磨削修形时所消耗的磨削液量较少,且转速不要求过高,因此在实际工况试验下,即使隔离板不在两分流槽之间,则该磨削液也几乎不会溅入第一分流槽。
54.在对轴承外圈沟道进行磨削加工时,控制系统则可以控制横、纵滑台装置来使砂
轮运动至轴承外圈的内部进行磨削加工。
55.以上所述,仅是本发明的较佳实施例而已,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。此外,本发明未详述之处,均为现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。