技术特征:
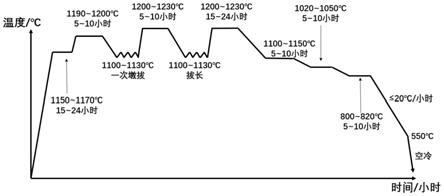
1.一种高温轴承钢碳化物细质弥散处理工艺,其特征在于,所述工艺包括铸锭两段式预处理、铸锭墩拔加工、锻坯一次热处理、锻坯拔长加工、锻坯二次热处理工序,具体如下;所述铸锭两段式预处理工序:将高温轴承钢铸锭放置于加热炉内加热至1150℃~1170℃,保温15小时~24小时;继续加热至1190℃~1200℃,保温5小时~10小时,出炉待温至1100℃~1130℃后开展墩拔加工;所述锻坯一次热处理工序:将墩拔后的高温轴承钢锻坯热装入1200℃~1230℃的加热炉内,保温5小时~10小时,出炉待温至1100℃~1130℃后开展拔长锻造;所述锻坯二次热处理工序:将拔长后的高温轴承钢锻坯热装入1200℃~1230℃的加热炉内,保温15小时~24小时;接着随炉冷却至1100℃~1150℃,保温5小时~10小时;接着随炉冷至1020℃~1050℃,保温5小时~10小时;接着随炉冷却至800℃~820℃,保温5小时~10小时;最后以≤20℃/小时的降温速率冷却至500℃~550℃,出炉空冷。2.根据权利要求1所述的一种高温轴承钢碳化物细质弥散处理工艺,其特征在于,所述锻坯拔长加工工序:将经过一次热处理的锻坯沿长度方向拔长锻造,锻造比≥5。3.根据权利要求1或2所述的一种高温轴承钢碳化物细质弥散处理工艺,其特征在于,所述高温轴承钢为航空发动机主轴轴承用gcr4mo4v,其化学成分组成及其质量百分含量为:c:0.75%~0.85%,mn≤0.35%,si≤0.35%,cr:3.75%~4.25%,mo:4%~4.5%,v:0.9%~1.1%,w≤0.25%,p≤0.025%,s≤0.015%,ni≤0.25%,cu≤0.20%,co≤0.25%,余量为fe和不可避免的杂质。4.根据权利要求1或2所述的一种高温轴承钢碳化物细质弥散处理工艺,其特征在于,采用所述工艺处理过的高温轴承钢锻坯碳化物细小弥散且分布均匀,大颗粒碳化物粒径为1.48μm~1.69μm,平均碳化物粒径1.37μm~1.67μm,经过淬火、回火处理后,高温轴承钢抗拉强度≥2700mpa,屈服强度≥2300mpa、延伸率≥3%,硬度≥65hrc。
技术总结
本发明公开了一种高温轴承钢碳化物细质弥散处理工艺,所述工艺包括铸锭两段式预处理、铸锭墩拔加工、锻坯一次热处理、锻坯拔长加工、锻坯二次热处理等工序。采取本发明公开的工艺加工制备的高温轴承钢碳化物细小弥散且分布均匀,大颗粒碳化物粒径为1.48μm~1.69μm,平均碳化物粒径1.37μm~1.66μm,经过淬火、回火处理后,高温轴承钢抗拉强度2790MPa~2872MPa,屈服强度2314MPa~2522MPa、延伸率3.14%~3.82%,表面硬度65.3HRC~65.8HRC。3.14%~3.82%,表面硬度65.3HRC~65.8HRC。3.14%~3.82%,表面硬度65.3HRC~65.8HRC。
技术研发人员:张雲飞 崔毅 赵英利 王艳 樊明强 吕达 马娥
受保护的技术使用者:河钢股份有限公司
技术研发日:2021.12.28
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。