1.本技术涉及玻璃门生产的技术领域,尤其是涉及一种双面胶自动贴附机。
背景技术:
2.在玻璃门生产的过程中,需要对玻璃板及门框进行组装,对玻璃板及门框进行装配时,需要在玻璃板的边缘处贴合双面胶,再通过双面胶将玻璃板与门框进行初步粘接,实现对玻璃板与门框的初步连接固定。
3.一般的,通过人工手动将双面胶贴附在玻璃板表面,对双面胶的贴附效率低下。
技术实现要素:
4.为了提高对玻璃板上双面胶的贴附效率,本技术提供一种双面胶自动贴附机。
5.本技术提供的一种双面胶自动贴附机,包括机架,所述机架上固定连接有工作台面,所述工作台面上方设置有放卷组件、裁剪组件以及压紧组件,所述放卷组件包括放卷辊,所述放卷辊活动设置在所述工作台面上方,所述裁剪组件包括裁剪刀,所述裁剪刀与所述工作台面滑移连接,所述压紧组件包括压紧辊,所述压紧辊活动设置在所述工作台面上方。
6.通过采用上述技术方案,放卷辊对双面胶卷进行放卷,放卷后的双面胶在压紧辊的作用下,贴合粘附在玻璃板的表面,双面胶粘贴完成后,裁剪刀对双面胶进行剪断,实现了对玻璃板上双面胶的自动贴附。
7.可选的,所述工作台面上设置有支撑柱,所述支撑柱上设置有支撑板,所述支撑板上设置有用于驱动所述放卷辊移动的滑移组件,所述滑移组件包括模组,所述模组与所述支撑板固定连接,所述模组的滑动板上固定连接有转接板,所述放卷辊与所述转接板转动连接。
8.通过采用上述技术方案,滑移组件驱动放卷辊沿水平方向移动,使放卷辊在对双面胶进行放卷的过程中,完成对玻璃板上双面胶的贴附。
9.可选的,所述裁剪刀设置有两个,两个所述裁剪刀相对设置,所述转接板上设置有气爪,两个所述裁剪刀与所述气爪的两个爪头一一对应,所述裁剪刀与所述气爪的爪头固定连接。
10.通过采用上述技术方案,气爪为裁剪刀的滑动提供了驱动力,两个裁剪刀同时向相互靠近的方向移动,实现对双面胶的快速剪断。
11.可选的,所述转接板上固定连接有第一支架,所述第一支架上设置有第一气缸,所述压紧辊与所述第一气缸的活塞杆端头相联动。
12.通过采用上述技术方案,第一气缸为压紧辊的滑动提供了驱动力,实现了压紧辊的滑动,以使压紧辊更好的将双面胶抵紧贴合在玻璃板的表面上,使双面胶更加贴合地贴附在玻璃板表面。
13.可选的,所述转接板上设置有两组导引组件,两组所述导引组件沿竖直方向间隔
设置,所述导引组件包括两个沿水平方向间隔设置的导引辊,所述导引辊与所述转接板转动相连。
14.通过采用上述技术方案,导引辊为放卷后的双面胶提供导向和限位,使双面胶可以更加顺利稳定地贴附在玻璃板上。
15.可选的,所述工作台面上设置有用于定位玻璃板的定位组件,所述定位组件包括连接板以及定位板,所述连接板与所述工作台面滑移连接,所述定位板与所述连接板固定连接。
16.通过采用上述技术方案,连接板滑动,带动定位板滑动对玻璃板进行定位,对玻璃板进行双面胶的贴附之前,首先对玻璃板进行定位,可以使双面胶更加准确地贴附在玻璃板上。
17.可选的,所述工作台面上设置有用于驱动所述连接板滑动的驱动组件,所述驱动组件包括驱动部,所述驱动部包括与所述工作台面相连的第二气缸,所述连接板与所述第二气缸的活塞杆端头相连。
18.通过采用上述技术方案,第二气缸为连接板的滑动提供了驱动力,实现了连接板在工作台面上的自动滑移。
19.可选的,所述驱动组件还包括导向部,所述导向部包括与所述工作台面固定连接的导轨,所述连接板上对应所述导轨的位置固定连接有滑块,所述滑块与所述导轨滑移连接。
20.通过采用上述技术方案,导轨及滑块为连接板的滑动提供了导向和限位,使连接板在滑动的过程中更加稳定,始终保持沿同一方向进行运动,以更好地对玻璃板进行定位。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.1.放卷辊对双面胶卷进行放卷,放卷后的双面胶在压紧辊的作用下,贴合粘附在玻璃板的表面,双面胶粘贴完成后,裁剪刀对双面胶进行剪断,实现了对玻璃板上双面胶的自动贴附;
23.2. 第一气缸为压紧辊的滑动提供了驱动力,实现了压紧辊的滑动,以使压紧辊更好的将双面胶抵紧贴合在玻璃板的表面上,使双面胶更加贴合地贴附在玻璃板表面;
24.3. 连接板滑动,带动定位板滑动对玻璃板进行定位,对玻璃板进行双面胶的贴附之前,首先对玻璃板进行定位,可以使双面胶更加准确地贴附在玻璃板上。
附图说明
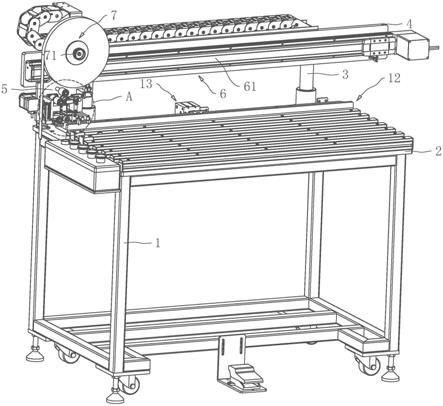
25.图1是用于体现本实施例整体结构的示意图。
26.图2是用于体现定位组件及驱动组件结构的示意图。
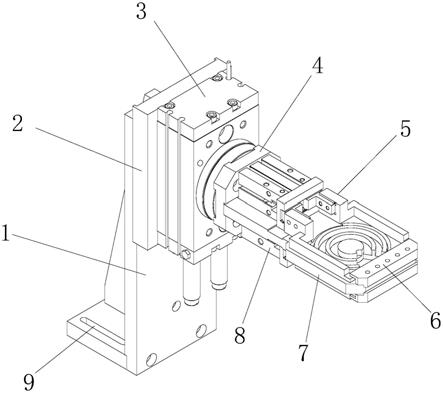
27.图3是用于体现图1中a部的放大示意图。
28.图4是用于体现裁剪组件结构的示意图。
29.附图标记说明:
30.1、机架;2、工作台面;3、支撑柱;4、支撑板;5、转接板;6、滑移组件;61、模组;7、放卷组件;71、放卷辊;8、导引组件;81、导引辊;9、裁剪组件;91、气爪;92、裁剪刀;10、第一支架;11、压紧组件;111、第一气缸;112、第二支架;113、压紧辊;12、定位组件;121、连接板;122、定位板;13、驱动组件;131、第二气缸;132、导轨;133、滑块。
具体实施方式
31.以下结合附图1-4对本技术作进一步详细说明。
32.本技术实施例公开一种双面胶自动贴附机。
33.参照图1和图3,一种双面胶自动贴附机包括机架1,机架1上端固定连接有水平设置的工作台面2,工作台面2上固定连接有两个竖直设置的支撑柱3,两个支撑柱3沿工作台面2的长度方向间隔设置,工作台面2上方有竖直设置的支撑板4,支撑板4同时与两个支撑柱3固定连接,支撑板4背离支撑柱3的一侧设置有放卷组件7、压紧组件11以及裁剪组件9,放卷组件7与支撑板4之间设置有滑移组件6,工作台面2上设置有用于定位玻璃板的定位组件12。
34.参照图1和图3,操作人员将玻璃板放置在工作台面2上,通过定位组件12对玻璃板进行定位,玻璃板定位完成后,放卷组件7对双面胶进行放卷,放卷组件7在滑移组件6的作用下沿工作台面2的长度方向移动,放卷后的双面胶在压紧组件11的作用下贴合粘附在玻璃板上,双面胶贴合完成后,裁剪组件9将双面胶剪断。
35.参照图2,定位组件12包括连接板121以及定位板122,连接板121的长度方向与工作台面2的长度方向一致,连接板121位于支撑板4下方,连接板121水平设置且与工作台面2滑移连接,连接板121的顶壁上背离支撑柱3的一端固定连接有定位板122,定位板122的长度方向与连接板121的长度方向一致,定位板122背离支撑柱3的侧壁与连接板121背离支撑柱3的侧壁相互齐平。
36.参照图2,工作台面2上设置有驱动连接板121滑动的驱动组件13,驱动组件13包括第二气缸131,第二气缸131位于连接板121靠近支撑柱3的一侧,第二气缸131与工作台面2固定连接,第二气缸131的活塞杆端头朝向连接板121设置且与连接板121固定连接,工作台面2上固定连接有两条相互平行的导轨132,导轨132的长度方向与工作台面2的宽度方向一致,连接板121的底壁上对应导轨132的位置固定连接有滑块133,滑块133与导轨132滑移连接。
37.参照图2,第二气缸131启动,为连接板121的滑动提供了驱动力,连接板121在导轨132及滑块133的导引限位作用下沿导轨132的长度方向滑动,使定位板122与玻璃板相抵靠,实现对玻璃板的定位,可以使双面胶更加准确地贴附在玻璃板上。
38.参照图1,滑移组件6包括模组61,模组61的长度方向与支撑板4的长度方向一致,模组61与支撑板4固定连接,模组61背离支撑板4的一侧设置有转接板5,转接板5竖直设置与模组61的滑动块相贴合,转接板5与模组61的滑动块固定连接,放卷组件7包括放卷辊71,放卷辊71位于转接板5背离支撑板4的一侧且与转接板5转动连接。
39.参照图1,由于双面胶的一端粘附在玻璃板上,模组61驱动放卷辊71沿支撑板4的长度方向移动的过程中,放卷辊71自动转动,实现了对双面胶的自动放卷。
40.参照图1和图3,转接板5背离支撑板4的一侧设置有两组导引组件8,导引组件8位于放卷辊71下方,两组导引组件8沿竖直方向间隔设置,导引组件8包括两个导引辊81,导引辊81与放卷辊71相互平行且与转接板5转动连接,两个导引辊81沿水平方向间隔设置,两个导引辊81之间留有供双面胶穿过的间隔。
41.参照图3,导引辊81为放卷后的双面胶提供导向和限位,使双面胶可以更加顺利稳定地贴附在玻璃板上。
42.参照图3和图4,裁剪组件9位于两组导引组件8之间,裁剪组件9包括气爪91,气爪91与转接板5固定连接,气爪91的两个爪头沿水平方向相对滑动,裁剪组件9还包括两个沿水平方向相对设置的裁剪刀92,两个裁剪刀92与气爪91的两个爪头一一对应,裁剪刀92与气爪91的爪头固定连接。
43.参照图4,气爪91为裁剪刀92的滑动提供了驱动力,驱动两个裁剪刀92同步向相互靠近的方向移动,实现对双面胶的剪断。
44.参照图3,转接板5上固定连接有第一支架10,压紧组件11包括压紧辊113,第一支架10背离导引辊81的侧壁上固定连接有第一气缸111,第一气缸111的活塞杆端朝下设置,压紧辊113通过第二支架112与第一气缸111相连,第二支架112与第一气缸111的活塞杆端头固定连接,压紧辊113与导引辊81相互平行且与第二支架112转动连接。
45.参照图3,第一气缸111为压紧辊113的滑动提供了驱动力,实现了压紧辊113沿竖直方向的的滑动,以使压紧辊113更好的将双面胶抵紧贴合在玻璃板的表面上,使双面胶更加贴合地贴附在玻璃板表面
46.本技术实施例的实施原理为:操作人员首先将玻璃板水平放置在工作台面2上,第二气缸131启动,驱动连接板121滑动,使定位板122对玻璃板进行定位。玻璃板定位完成后,将双面胶的一端粘贴在玻璃板的边缘处,模组61启动,驱动放卷辊71沿玻璃板的长度方向滑动,同时,第一气缸111启动,驱动压紧辊113将双面胶压紧贴合在玻璃板表面。双面胶粘贴完成后,裁剪刀92将双面胶剪断,转接板5复位至初始位置,重复以上动作。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。