1.本发明涉及射芯机技术领域,尤其涉及一种双工位射芯机。
背景技术:
2.射芯机广泛应用于铸造行业中,用射芯机制造的型芯尺寸精确,表面光洁,射芯机的工作原理是将固态热固性树脂为粘结剂的型砂混合料射入加热后的芯盒内,砂芯在芯盒内预热很快硬化到一定厚度将其取出,形成表面光滑、尺寸精确的优质砂芯成品。
3.发明人长期从事制芯工作,在工作中发现行业中的一些不足:现有的射芯机存在射砂效率低,射砂不均匀,射砂不透彻,砂箱内存砂较多,制芯时间长等问题。
技术实现要素:
4.有鉴于此,本发明的目的在于提出一种双工位射芯机,以解决上述背景技术所提全部问题或之一。
5.基于上述目的,本发明提供了一种双工位射芯机,包括方框形的外框架,所述外框架的内侧对称设置有两个用于固定制芯模具的模具固定单元,所述外框架的两侧设置有升降单元,所述升降单元的工作端设置有移动单元一,所述移动单元一的工作端设置有射砂单元,所述射砂单元包括固定在移动单元一工作端的砂筒,所述砂筒朝向制芯模具的一侧底部倾斜固定有射砂座,所述射砂座朝向制芯模具的一侧开设有射砂口,所述射砂座的内侧水平等距固定有多个朝向于射砂口的出气管,所述射砂座的底部外侧固定有与出气管连通的进气管,所述砂筒的顶部固定有控制阀和射砂管,所述外框架的顶部固定有出砂斗,所述出砂斗的底部与控制阀之间连接有管道。
6.可选的,所述模具固定单元包括上固定单元和下固定单元,所述上固定单元包括固定在外框架顶部的固定板,所述固定板的中部固定有竖直朝下的气缸四,所述固定板的四周竖直固定有直线轴承二,所述直线轴承二的内部穿设有滑动连接的导杆二,所述气缸四的活塞杆底部固定有上机板,所述导杆二的底部与上机板的四周固定连接,所述下固定单元包括位于上机板的正下方的垂直于外框架长度方向的支架,所述支架上端的两侧固定有导轨,所述导轨的上方设置有下机板,所述下机板的两侧底部固定有滑座,所述滑座架设在导轨上且与其滑动连接,所述支架的后端固定有平行于支架长度方向的气缸一,所述气缸一的活塞杆前端与下机板的底部固定连接。
7.可选的,两个所述模具固定单元之间还设置有两个升降单元,两个所述升降单元的工作端分别固定有移动单元二和移动单元三,所述移动单元二和移动单元三的工作端各设有一个射砂单元。
8.可选的,所述移动单元二包括固定在升降单元工作端上的底座二,所述底座二的两侧水平固定有沿外框架长度方向平行设置的滑杆二,所述滑杆二上穿设有滑动连接的滑块二,两块所述滑块二的上端固定有移动板二,所述底座二的两侧固定有平行于滑杆二长度方向的气缸五,所述气缸五背向移动单元三设置,所述气缸五的活塞杆前端与移动板二
的端部固定连接,所述移动单元三包括固定在升降单元工作端上的底座三,所述底座二朝向底座三的一侧开设有缺口,所述底座三嵌入设置在底座二的缺口内,所述底座三的两侧水平固定有沿外框架长度方向平行设置的滑杆三,所述滑杆三的上端设置有滑动连接的滑块三,两个所述滑块三的上端固定有移动板三,所述底座三的中部固定有平行于滑杆三的气缸六,所述气缸六背向移动单元二设置,所述气缸六的活塞杆前端与移动板三的端部固定连接。
9.可选的,所述移动单元一包括固定在升降单元工作端的底座一,所述底座一的上端两侧水平固定有平行于外框架长度方向的滑杆一,所述滑杆一上设置有滑动连接的滑块一,两个所述滑块一的上端固定有移动板一,所述底座一的上端固定有平行于滑杆一的气缸三,所述气缸三朝向于外框架的中部,所述气缸三的活塞杆前端与移动板一的端部固定连接。
10.可选的,所述射砂座与砂筒可拆卸连接,所述移动板一、移动板二或移动板三朝向制芯模具的一端设置有可拆卸连接的抽芯板。
11.可选的,所述升降单元包括固定在外框架底部上的支撑板,所述支撑板的上端中部固定有升降千斤顶,所述升降千斤顶的顶部固定有升降板,所述支撑板的四周竖直固定有直线轴承一,所述直线轴承一的内侧设置有滑动连接的导杆一,所述导杆一的顶部与升降板的四周底部固定连接。
12.可选的,所述支架上端还设置有顶出单元,所述顶出单元包括固定在支架前端内侧的气缸二,所述气缸二竖直朝上设置,所述气缸二的活塞杆顶部固定在支架的上端面上,所述气缸二的底部固定有底板,所述底板的两侧竖直固定有多个顶杆,所述支架上端的两侧固定有顶条,所述顶杆穿过支架上端面且与顶条底部固定连接。
13.可选的,所述砂筒的上端还设置有套管,所述套管的顶部固定有泄气阀,所述套管的内部固定有多块多孔板,相邻两块多孔板之间设置有多层滤网。
14.可选的,所述底座二和底座三背对的一端两侧均固定有支撑座,所述支撑座的内部竖直穿设有螺纹连接的螺杆,所述螺杆的顶部固定有万向球。
15.从上面所述可以看出,本发明提供的双工位射芯机,通过在倾斜的射砂座上增设多个出气管,不仅为型砂的移动进一步助力,加快了型砂进入制芯模具内的速度,同时也使型砂均匀的射入制芯模具内,提高了射砂效率和均匀度,提高了制芯效率和质量,同时也减少了砂筒内型砂的积留量,避免残余型砂固化而难以清理。
附图说明
16.为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
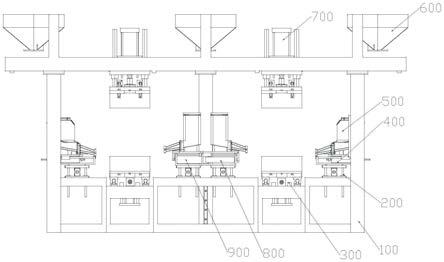
17.图1为本发明的射芯机的正面示意图;
18.图2为本发明的模具固定单元的结构示意图;
19.图3为本发明的升降单元的结构示意图;
20.图4为本发明的移动单元一的结构示意图;
21.图5为本发明的射砂单元的正面示意图;
22.图6为本发明的射砂单元的出气管的结构示意图;
23.图7为本发明的移动单元二和移动单元三的结构示意图;
24.图8为本发明的移动单元二和移动单元三的部分结构示意图;
25.图9为本发明的移动单元二和移动单元三的部分结构俯视示意图;
26.图10为本发明的抽芯板的安装示意图;
27.图11为本发明的顶出单元的结构示意图;
28.图12为本发明的泄气阀等部分结构示意图。
29.其中:100、外框架;200、升降单元;201、升降千斤顶;202、升降板;203、直线轴承一;204、导杆一;205、支撑板;300、下固定单元;301、下机板;302、导轨;303、支架;304、气缸一;305、滑座;306、顶条;307、气缸二;308、顶杆;309、底板;400、移动单元一;401、滑杆一;402、移动板一;403、滑块一;404、气缸三;405、底座一;500、射砂单元;501、砂筒;502、泄气阀;503、控制阀;504、射砂座;505、进气管;506、出气管;507、射砂管;508、多孔板;509、套管;510、滤网;600、出砂斗;700、上固定单元;701、上机板;702、固定板;703、直线轴承二;704、导杆二;705、气缸四;800、移动单元二;801、移动板二;802、气缸五;803、底座二;804、滑杆二;805、滑块二;806、抽芯板;900、移动单元三;901、移动板三;902、气缸六;903、底座三;904、滑块三;905、滑杆三;906、螺杆;907、支撑座;908、万向球。
具体实施方式
30.为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,对本公开进一步详细说明。
31.需要说明的是,除非另外定义,本说明书一个或多个实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本说明书一个或多个实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
32.本说明书一个或多个实施例公开了一种双工位射芯机,包括方框形的外框架100,所述外框架100的内侧对称设置有两个用于固定制芯模具的模具固定单元,所述外框架100的两侧设置有升降单元200,所述升降单元200的工作端设置有移动单元一400,所述移动单元一400的工作端设置有射砂单元500,所述射砂单元500包括固定在移动单元一400工作端的砂筒501,所述砂筒501朝向制芯模具的一侧底部倾斜固定有射砂座504,所述射砂座504朝向制芯模具的一侧开设有射砂口,所述射砂座504的内侧水平等距固定有多个朝向于射砂口的出气管506,所述射砂座504的底部外侧固定有与出气管506连通的进气管505,所述砂筒501的顶部固定有控制阀503和射砂管507,所述外框架100的顶部固定有出砂斗600,所述出砂斗600的底部与控制阀503之间连接有管道。
33.如图1-12所示,本发明提供了一种双工位射芯机,包括外框架100,外框架100近似
于方框形,其两侧对称设置有两个模具固定单元,模具固定单元用于固定制芯模具,外框架100的两侧设置有升降单元200,升降单元200的工作端设置有移动单元一400,移动单元一400的工作端设置有射砂单元500,两个模具固定单元位于两个射砂单元500之间,射砂单元500包括砂筒501,砂筒501朝向制芯模具的一侧固定有倾斜的射砂座504,射砂座504的倾斜角度为10-30
°
,射砂座504朝向射芯模具的一侧开设有射砂口,射砂座504的内侧水平等距固定有多个出气管506,射砂座504的底部外侧固定有与出气管506连通的进气管505,进气管505通过软管与外部气源连通,砂筒501的顶部固定有控制阀503和射砂管507,射砂管507通过软管与外部气源连通,外框架100的顶部固定有出砂斗600,出砂斗600与控制阀503之间连接有管道,控制阀503用于控制管道与砂筒501之间的通断,升降单元200用于升高或降低移动单元一400,移动单元一400用于移动射砂单元500,使其靠近制芯模具或远离。
34.本射芯机的工作原理为:通过升降单元200升降移动单元一400,进而带动射砂单元500升高或降低,便于射砂口与制芯模具的进砂口对齐,通过移动单元一400移动射砂单元500,使射砂座504抵持在制芯模具的进砂口或从制芯模具上离开,射砂座504的前端可增设密封圈,以提高射砂座504与制芯模具贴合时的紧密性,将控制阀503打开,出砂斗600的型砂落入砂筒501内,然后关闭控制阀503,在射砂造型时,通过移动单元一400移动射砂单元500,使射砂口贴合在制芯模具的进砂口上,然后通过砂筒501上的射砂管507注入高压气流,高压气流驱使砂筒501内型砂朝射砂座504内移动,再从射砂座504射入制芯模具内,在射砂座504内增设有多个出气管506,向进气管505注入高压气流,高压气流从出气管506射向射砂口,从出气管506射出的高压气流不仅进一步加速型砂进入制芯模具内,同时多个等距分布的出气管506也使进入射砂座504内的型砂均匀的射入制芯模具内,提高了射砂的效率和均匀度,提高了制芯效率和质量,同时射砂座504是倾斜设置的,便于砂筒501内的存砂向下流动,从而不在砂筒501内堆积型砂,造成硬化结块而难以清理,完成射砂后,通过移动单元一400移动射砂单元500,使射砂座504从制芯模具上离开,然后打开制芯模具将固化后的型芯取出即可。
35.综上所述,本发明提供的双工位射芯机,通过在倾斜的射砂座504上增设多个出气管506,不仅为型砂的移动进一步助力,加快了型砂进入制芯模具内的速度,同时也使型砂均匀的射入制芯模具内,提高了射砂效率和均匀度,提高了制芯效率和质量,同时也减少了砂筒501内型砂的积留量,避免残余型砂固化而难以清理。
36.在一些可选实施例中,所述模具固定单元包括上固定单元700和下固定单元300,所述上固定单元700包括固定在外框架100顶部的固定板702,所述固定板702的中部固定有竖直朝下的气缸四705,所述固定板702的四周竖直固定有直线轴承二703,所述直线轴承二703的内部穿设有滑动连接的导杆二704,所述气缸四705的活塞杆底部固定有上机板701,所述导杆二704的底部与上机板701的四周固定连接,所述下固定单元300包括位于上机板701的正下方的垂直于外框架100长度方向的支架303,所述支架303上端的两侧固定有导轨302,所述导轨302的上方设置有下机板301,所述下机板301的两侧底部固定有滑座305,所述滑座305架设在导轨302上且与其滑动连接,所述支架303的后端固定有平行于支架303长度方向的气缸一304,所述气缸一304的活塞杆前端与下机板301的底部固定连接。
37.上机板701用于固定制芯模具的上半部分,下机板301用于固定制芯模具的下半部分,上机板701和下机板301均可采用手动或气动锁紧的方式对制芯模具进行固定,气缸一
304能够驱动下机板301前后移动,通过滑座305和导轨302对下机板301进行支撑和移动导向,在射砂制芯时,气缸一304驱动下机板301移动,使制芯模具的下半部分移动至上半部分的正下方,然后通过气缸四705将上机板701向下移动,使制芯模具的两半进行合体,接着进行射砂工作,完成射砂制芯后,气缸四705的活塞杆收回,使制芯模具的两半分开,然后气缸一304的活塞杆伸出,带动下机板301向前移动,使其移动至外框架100的前端,便于工人将制作好的型芯脱离并取走。
38.在一些可选实施例中,两个所述模具固定单元之间还设置有两个升降单元200,两个所述升降单元200的工作端分别固定有移动单元二800和移动单元三900,所述移动单元二800和移动单元三900的工作端各设有一个射砂单元500。
39.位于两个模具固定单元之间的两个升降单元200分别用于控制移动单元二800和移动单元三900的升降,移动单元二800和移动单元三900分别用于驱动各自的射砂单元500移动以使射砂座504贴合或远离制芯模具,这样,两个模具固定单元分别固定有一个制芯模具,形成双工位射芯机,可同时对两个制芯模具进行射砂制芯,每个制芯模具的两侧各设有一个射砂单元500,这样在射砂造芯时,同时从制芯模具的两侧进行射砂,大大提高了射砂制芯的效率,缩短制芯周期。
40.在一些可选实施例中,所述移动单元二800包括固定在升降单元200工作端上的底座二803,所述底座二803的两侧水平固定有沿外框架100长度方向平行设置的滑杆二804,所述滑杆二804上穿设有滑动连接的滑块二805,两块所述滑块二805的上端固定有移动板二801,所述底座二803的两侧固定有平行于滑杆二804长度方向的气缸五802,所述气缸五802背向移动单元三900设置,所述气缸五802的活塞杆前端与移动板二801的端部固定连接,所述移动单元三900包括固定在升降单元200工作端上的底座三903,所述底座二803朝向底座三903的一侧开设有缺口,所述底座三903嵌入设置在底座二803的缺口内,所述底座三903的两侧水平固定有沿外框架100长度方向平行设置的滑杆三905,所述滑杆三905的上端设置有滑动连接的滑块三904,两个所述滑块三904的上端固定有移动板三901,所述底座三903的中部固定有平行于滑杆三905的气缸六902,所述气缸六902背向移动单元二800设置,所述气缸六902的活塞杆前端与移动板三901的端部固定连接。
41.两个气缸五802用于推动移动板二801在滑杆二804上滑动,射砂单元500固定在移动板二801上,进而带动射砂单元500移动,使其靠近或远离制芯模具,单个气缸六902用于推动移动板三901在滑杆三905上滑动,移动板三901上也固定有一个射砂单元500,底座二803的一侧开设有缺口,底座三903嵌入设置在底座二803的缺口内,移动单元二800整体为凹形结构,移动单元三900整体的一端嵌入设置在凹形结构的内侧,形成交叉结构,这样缩短了移动单元二800和移动单元三900的总长度,进一步减少射芯机的长度,降低占用空间,同时也增大了气缸六902和气缸五802的最大行程,尽可能的对射砂单元500进行移动。
42.在一些可选实施例中,所述移动单元一400包括固定在升降单元200工作端的底座一405,所述底座一405的上端两侧水平固定有平行于外框架100长度方向的滑杆一401,所述滑杆一401上设置有滑动连接的滑块一403,两个所述滑块一403的上端固定有移动板一402,所述底座一405的上端固定有平行于滑杆一401的气缸三404,所述气缸三404朝向于外框架100的中部,所述气缸三404的活塞杆前端与移动板一402的端部固定连接。
43.通过气缸三404推动移动板一402在滑杆一401上滑动,移动板一402上固定有一个
射砂单元500,通过移动板一402的移动来带动射砂单元500移动,使其靠近或远离制芯模具的进砂口。
44.在一些可选实施例中,所述射砂座504与砂筒501可拆卸连接,所述移动板一402、移动板二801或移动板三901朝向制芯模具的一端设置有可拆卸连接的抽芯板806。
45.射砂座504与砂筒501可拆卸连接,根据客户需求更换不同尺寸的射砂座504,以便于和制芯模具相配合,一个制芯模具的两侧各设置有一个射砂单元500,在实际生产中,可以同时从两侧进行射砂,以使射砂效率达到最高,也可以将其中一侧的射砂座504拆下,然后在移动板一402、移动板二801或移动板三901朝向制芯模具的一端安装抽芯板806,在抽芯板806上安装抽芯,将抽芯插入制芯模具中,这样射砂制出的型芯为中空结构,进而可减少型砂用量,根据客户需求可选择两侧同时射砂或者一侧射砂一侧抽芯,灵活性高,功能丰富。
46.在一些可选实施例中,所述升降单元200包括固定在外框架100底部上的支撑板205,所述支撑板205的上端中部固定有升降千斤顶201,所述升降千斤顶201的顶部固定有升降板202,所述支撑板205的四周竖直固定有直线轴承一203,所述直线轴承一203的内侧设置有滑动连接的导杆一204,所述导杆一204的顶部与升降板202的四周底部固定连接。
47.通过升降千斤顶201驱动支撑板205升高或降低,通过导杆一204和直线轴承一203对支撑板205进行导向,底座一405、底座二803和底座三903分别固定在不同升降单元200的支撑板205之上。
48.在一些可选实施例中,所述支架303上端还设置有顶出单元,所述顶出单元包括固定在支架303前端内侧的气缸二307,所述气缸二307竖直朝上设置,所述气缸二307的活塞杆顶部固定在支架303的上端面上,所述气缸二307的底部固定有底板309,所述底板309的两侧竖直固定有多个顶杆308,所述支架303上端的两侧固定有顶条306,所述顶杆308穿过支架303上端面且与顶条306底部固定连接。
49.完成射砂造型后,气缸一304驱动下机板301朝支架303的前端移动,使其从外框架100内侧移动至前方,然后气缸二307的活塞杆收回,气缸二307的活塞杆固定在支架303上,当其活塞杆收回时,气缸二307的外部结构带动底板309升起,进而通过顶杆308将顶条306升起,下机板301上预留有顶条306穿过的通孔,顶条306升起后将下机板301上的制芯模具的脱模顶出销顶起,进而将制造好的型芯顶起,快速完成型芯与制芯模具的分离工作,完成顶出后,气缸二307的活塞杆伸出,底板309下降,并通过顶杆308将顶条306下降至支架303上端面上。
50.在一些可选实施例中,所述砂筒501的上端还设置有套管509,所述套管509的顶部固定有泄气阀502,所述套管509的内部固定有多块多孔板508,相邻两块多孔板508之间设置有多层滤网510。
51.完成射砂造型后,射砂单元500在移动单元一400、移动单元二800或者移动单元三900的作用下离开制芯模具,使射砂座504从制芯模具上离开,在离开前,由于砂筒501内存有一定气压,直接将射砂座504脱离制芯模具的侧面后,内部的气压将砂筒501的型砂继续从射砂口喷出,造成工作台面洒满型砂,为此完成射砂后,泄气阀502打开,残余的气压泄出,这样射砂座504离开制芯模具后,型砂不会直接喷出,并且在泄压时,内部的空气穿过多孔板508和滤网510,使型砂保留在砂筒501内,不会造成外部空气中充满型砂颗粒,同时也
减少了型砂的浪费。
52.在一些可选实施例中,所述底座二803和底座三903背对的一端两侧均固定有支撑座907,所述支撑座907的内部竖直穿设有螺纹连接的螺杆906,所述螺杆906的顶部固定有万向球908。
53.通过转动螺杆906能够上下调节万向球908的高度,通过设置万向球908来对移动板二801和移动板三901进行支撑,进而对移动板二801和移动板三901上的射砂单元500进行稳定的支撑,使其受力均匀,提高设备运行的稳定性。
54.上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
55.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本公开的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本说明书一个或多个实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
56.本说明书一个或多个实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本说明书一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。