1.本发明涉及飞轮壳加工技术领域,特别是涉及一种飞轮壳、飞轮壳加工方法以及镗刀。
背景技术:
2.在相关技术中,为了加工飞轮壳等大型壳体类部件的凹腔,多采用立式车床的专机或者立式加工中心铣刀铣一圈,存在较明显的缺点;铣刀铣一圈加工时间很长,存在产能难以满足要求的情况。
技术实现要素:
3.本发明的目的在于提供一种飞轮壳加工方法,该飞轮壳加工方法的生产效率较高,具有较好的适用性。
4.为实现上述目的,本发明采用了如下技术方案:
5.一种飞轮壳加工方法,包括如下步骤:
6.毛坯内形成凹腔;
7.以毛坯端面作为基准面,将镗刀沿着凹腔内表面走刀预设时长,得到预设尺寸的加工孔。
8.优选地,毛坯内形成凹腔的步骤之后,所述飞轮壳加工方法还包括设定所述镗刀的转速和进给量,并将所述镗刀运行至坐标起点。
9.优选地,所述转速为150r/min,所述进给量为20mm/min。
10.优选地,所述加工孔的直径为400-600mm。
11.优选地,所述加工孔的圆度小于0.05mm。
12.优选地,所述预设时长小于1min。
13.本发明还提供了一种飞轮壳,由所述的飞轮壳加工方法加工而成。
14.本发明还提供了一种用于加工所述飞轮壳的镗刀,包括镗刀体以及两个刀头,两个所述刀头一一对应设置于所述镗刀体的两侧。
15.优选地,所述刀头的角度为30
°
。
16.相比现有技术,本发明的有益效果在于:
17.上述技术方案中所提供的一种飞轮壳加工方法,是通过在凹腔内用镗刀进行走刀加工得到加工孔,通过镗刀能够加工飞轮壳内尺寸较大的孔,且无接刀痕迹,生产效率较高,具有较好的适用性。
附图说明
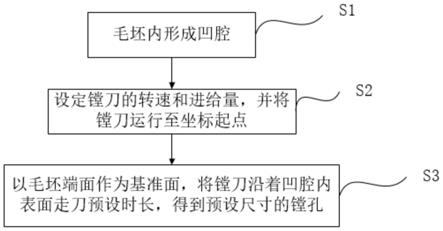
18.图1为本发明实施例中一种飞轮壳加工方法的流程示意图;
19.图2为本发明实施例中一种飞轮壳的结构示意图;
20.图3为本发明实施例中一种镗刀其中一视角的结构示意图;
21.图4为图3所示镗刀另一视角的结构示意图。
22.附图符号说明:
23.1、飞轮壳;11、加工孔;21、镗刀体;22、刀头。
具体实施方式
24.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.请参阅图1-图2,本发明实施例中提供了一种飞轮壳1加工方法,包括如下步骤:
28.毛坯内形成凹腔;
29.以毛坯端面作为基准面,将镗刀沿着凹腔内表面走刀预设时长,得到预设尺寸的加工孔11。
30.可以理解的是,沿着凹腔用镗刀进行走刀加工得到加工孔11,通过镗刀能够加工飞轮壳1内尺寸较大的孔,且无接刀痕迹,加工时间较短,大大提高了生产效率。
31.在其中一实施例中,所述飞轮壳1加工方法采用非标定制立式加工中心,所述飞轮壳1加工方法包括如下步骤:
32.s1、毛坯内形成凹腔;
33.s2、设定所述镗刀的转速和进给量,并将所述镗刀运行至坐标起点;具体地,所述转速为150r/min,所述进给量为20mm/min,走刀前做好准备工作。
34.s3、以毛坯端面作为基准面,将镗刀沿着凹腔内表面走刀预设时长,得到预设尺寸的加工孔11。
35.具体地,所述镗刀径向尺寸较大,能够加工所述加工孔11的直径为400-600mm,需要说明的,孔径大小在400-600mm都可以进行镗孔,能适用于多种尺寸的镗孔部件,取代在相关技术中利用铣刀加工孔11的方法,所述预设时长小于1min,相比相关技术中用铣刀加工需要10min,所述飞轮壳1加工方法加工效率大大提高,并且由于镗刀径向尺寸较大,沿着凹腔走刀时无接刀痕迹,所述加工孔11的圆度小于0.05mm,通过所述飞轮壳1加工方法加工得到的加工孔11精度较高。
36.请继续参阅图1-图2,本发明实施例中还提供了一种飞轮壳1,由所述的飞轮壳1加工方法加工而成,使得所述飞轮壳1加工效率大大提高。
37.请参阅图3-图4,本发明实施例中还提供了一种用于加工所述飞轮壳1的镗刀,包括镗刀体21以及两个刀头22,两个所述刀头22一一对应设置于所述镗刀体21的两侧,两个刀头22形成用于镗孔的径向尺寸;需要说明的是,在plc上设置刀库参数,使用大径刀位,设置后,左右两个刀位不会停刀,刀库出口增大;具体地,由于刀径较大,需要摆出一个角度才能收进刀库中,因此,将所述刀头22的角度设为30
°
。
38.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
技术特征:
1.一种飞轮壳加工方法,其特征在于,包括如下步骤:毛坯内形成凹腔;以毛坯端面作为基准面,将镗刀沿着凹腔内表面走刀预设时长,得到预设尺寸的加工孔(11)。2.如权利要求1所述的飞轮壳加工方法,其特征在于,毛坯内形成凹腔的步骤之后,所述飞轮壳1加工方法还包括设定所述镗刀的转速和进给量,并将所述镗刀运行至坐标起点。3.如权利要求2所述的飞轮壳加工方法,其特征在于,所述转速为150r/min,所述进给量为20mm/min。4.如权利要求1所述的飞轮壳加工方法,其特征在于,所述加工孔(11)的直径为400-600mm。5.如权利要求1所述的飞轮壳加工方法,其特征在于,所述加工孔(11)的圆度小于0.05mm。6.如权利要求1所述的飞轮壳加工方法,其特征在于,所述预设时长小于1min。7.一种飞轮壳,其特征在于,由权利要求1-6任一项所述的飞轮壳加工方法加工而成。8.一种用于加工权利要求7所述飞轮壳的镗刀,其特征在于,包括镗刀体(21)以及两个刀头(22),两个所述刀头(22)一一对应设置于所述镗刀体(21)的两侧。9.如权利要求8所述的镗刀,其特征在于,所述刀头(22)的角度为30
°
。
技术总结
本发明涉及一种飞轮壳、飞轮壳加工方法以及镗刀,包括:S1、毛坯内形成凹腔;S2、以毛坯端面作为基准面,将镗刀沿着凹腔内表面走刀预设时长,得到预设尺寸的加工孔。本发明技术方案通过在凹腔内用镗刀进行走刀加工得到加工孔,通过镗刀能够加工飞轮壳内尺寸较大的孔,且无接刀痕迹,生产效率较高,具有较好的适用性。具有较好的适用性。具有较好的适用性。
技术研发人员:刘岚泽 马玉松 俞华锋 阮在祥 邓钧 杨龙庆 张冬燈
受保护的技术使用者:杭州九龙机械制造有限公司
技术研发日:2021.12.30
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。