1.本发明涉及复动式摩擦搅拌点接合装置以及复动式摩擦搅拌点接合装置的运转方法。
背景技术:
2.公知有将侵入至搅拌头与肩部件之间的间隙的材料向外部排出,使其不凝集于这些间隙的摩擦搅拌点接合用复动式旋转工具(例如,参照专利文献1)。
3.在专利文献1所公开的摩擦搅拌点接合用复动式旋转工具中,作为防止/消除凝集装置,由搅拌头的前端部与基部的台阶部分构成。而且,在摩擦搅拌点接合操作之后,通过将搅拌头相对于肩部件相对地突出,而将侵入部件向外部排出。
4.专利文献1:日本特开2007-29979号公报
5.然而,即使是上述专利文献1所公开的摩擦搅拌点接合用复动式旋转工具,在台阶部分的外周面与肩部件的内周面之间形成间隙。因此,在材料侵入到该间隙的情况下,不能够将在上述台阶部分侵入的材料向外部排出。另外,在上述台阶部分,难以将凝集在搅拌头的外周面以及/或者肩部件的内周面的表面的材料排出。
技术实现要素:
6.本发明是解决上述现有课题的,其目的在于提供一种如下的复动式摩擦搅拌点接合装置以及复动式摩擦搅拌点接合装置的运转方法,即、与现有的复动式摩擦搅拌点接合装置相比,能够针对销部件(搅拌头)的外周面、肩部件的内周面、肩部件的外周面以及夹紧部件的内周面中的至少一个周面,抑制源自被接合物的材料的凝集。
7.为了解决上述课题,本发明所涉及的复动式摩擦搅拌点接合装置具备:销部件,形成为圆柱状;肩部件,形成为圆筒状,在内部插通有上述销部件;夹紧部件,形成为圆筒状,在内部插通有上述肩部件;旋转驱动器,使上述销部件及上述肩部件绕与上述销部件的轴心一致的轴线旋转;以及进退驱动器,使上述销部件及上述肩部件分别沿着上述轴线进退移动,在上述销部件的外周面、上述肩部件的内周面、上述肩部件的外周面以及上述夹紧部件的内周面中的至少一个周面,配置有油剂。
8.由此,在销部件的外周面、肩部件的内周面、肩部件的外周面以及夹紧部件的内周面中的至少一个周面,形成油膜,因此与现有的摩擦搅拌点接合装置相比,能够在周面抑制源自被接合物的材料的凝集。
9.另外,本发明所涉及的摩擦搅拌点接合装置的运转方法是复动式摩擦搅拌点接合装置的运转方法,其特征在于,上述复动式摩擦搅拌点接合装置具备:销部件,形成为圆柱状;肩部件,形成为圆筒状,在内部插通有上述销部件;夹紧部件,形成为圆筒状,在内部插通有上述肩部件;旋转驱动器,使上述销部件及上述肩部件绕与上述销部件的轴心一致的轴线旋转;以及进退驱动器,使上述销部件及上述肩部件分别沿着上述轴线进退移动,执行
(a),即、向上述销部件的外周面、上述肩部件的内周面、上述肩部件的外周面以及上述夹紧部件的内周面中的至少一个周面,供给油剂。
10.由此,在销部件的外周面、肩部件的内周面、肩部件的外周面以及夹紧部件的内周面中的至少一个周面,形成油膜,因此与现有的摩擦搅拌点接合装置相比,能够在周面抑制源自被接合物的材料的凝集。
11.在参照附图的基础上,通过以下的优选实施方式的详细说明,可清楚知道本发明的上述目的、其他目的、特征以及优点。
12.根据本发明所涉及的摩擦搅拌点接合装置以及复动式摩擦搅拌点接合装置的运转方法,与现有的摩擦搅拌点接合装置相比,能够在周面抑制源自被接合物的材料的凝集。
附图说明
13.图1是表示本实施方式1所涉及的摩擦搅拌点接合装置的概略结构的示意图。
14.图2是将图1所示的摩擦搅拌点接合装置中的主要部分放大的示意图。
15.图3是将图1所示的摩擦搅拌点接合装置中的主要部分放大的示意图。
16.图4是将图1所示的摩擦搅拌点接合装置中的主要部分放大的示意图。
17.图5是示意性地表示图1所示的摩擦搅拌点接合装置的控制结构的框图。
18.图6是表示本实施方式2所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
19.图7是表示本实施方式2所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
20.图8是表示本实施方式2所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
21.图9是表示本实施方式3所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
22.图10是表示本实施方式3所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
23.图11是表示本实施方式3所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
24.图12是表示本实施方式3所涉及的摩擦搅拌点接合装置的动作的一个例子的流程图。
25.图13是表示构成销驱动器的马达的电流值的相对于打点数的变化的曲线图。
具体实施方式
26.以下,边参照附图,边对本发明的优选实施方式进行说明。此外,以下,在全部附图中对相同或相当的要素标注相同的附图标记,省略其重复的说明。另外,在全部附图中,摘录并图示对本发明进行说明所必要的结构要素,对其他结构要素有时省略图示。并且,本发明并不限定于以下的实施方式。
27.(实施方式1)
28.本实施方式1所涉及的复动式摩擦搅拌点接合装置具备:销部件,形成为圆柱状;
肩部件,形成为圆筒状,在内部插通有上述销部件;夹紧部件,形成为圆筒状,在内部插通有上述肩部件;旋转驱动器,使上述销部件及上述肩部件绕与上述销部件的轴心一致的轴线旋转;以及进退驱动器,使上述销部件及上述肩部件分别沿着上述轴线进退移动,在上述销部件的外周面、上述肩部件的内周面、上述肩部件的外周面以及上述夹紧部件的内周面中的至少一个周面,配置有油剂。
29.另外,在本实施方式1所涉及的复动式摩擦搅拌点接合装置,油剂也可以由液体状或半固体状的油剂构成。
30.对于本实施方式1所涉及的复动式摩擦搅拌点接合装置的运转方法而言,复动式摩擦搅拌点接合装置具备:销部件,形成为圆柱状;肩部件,形成为圆筒状,在内部插通有销部件;夹紧部件,形成为圆筒状,在内部插通有肩部件;旋转驱动器,使销部件及肩部件绕与销部件的轴心一致的轴线旋转;以及进退驱动器,使销部件及肩部件分别沿着轴线进退移动,执行(a),即、向销部件的外周面、肩部件的内周面、肩部件的外周面以及夹紧部件的内周面中的至少一个周面,供给油剂。
31.该情况下,油剂的供给可以是作业者通过手工作业来执行,也可以如后述那样,由油剂供给机构执行。
32.另外,在本实施方式1所涉及的复动式摩擦搅拌点接合装置的运转方法中,在(a)中,也可以在执行摩擦搅拌点接合动作之前、以及/或者执行摩擦搅拌点接合动作之后,通过油剂供给机构,将油剂供给至周面。
33.以下,边参照附图,边对本实施方式1所涉及的摩擦搅拌点接合装置的一个例子详细进行说明。
34.[摩擦搅拌点接合装置的结构]
[0035]
图1是表示本实施方式1所涉及的摩擦搅拌点接合装置的概略结构的示意图。图2~图4是将图1所示的摩擦搅拌点接合装置中的主要部分放大的示意图。此外,在图1中,将图中的上下方向表示为摩擦搅拌点接合装置中的上下方向。
[0036]
如图1所示,本实施方式1所涉及的摩擦搅拌点接合装置50具备销部件11、肩部件12、工具固定器52、进退驱动器53、夹紧部件13、衬垫支承部55、衬垫部件56以及旋转驱动器57。
[0037]
销部件11、肩部件12、工具固定器52、进退驱动器53、夹紧部件13以及旋转驱动器57设置在由c型枪(c型架)构成的衬垫支承部55的上端部。另外,在衬垫支承部55的下端部设置有衬垫部件56。销部件11、肩部件12以及夹紧部件13、和衬垫部件56在相互对置的位置安装于衬垫支承部55。此外,在销部件11、肩部件12以及夹紧部件13、和衬垫部件56之间,配置被接合物60。
[0038]
被接合物60具有两个板状的第一部件61及第二部件62。作为第一部件61及第二部件62,可以由金属材料(例如,铝、钢等)或者纤维强化塑料(例如,碳纤维强化塑料)构成。
[0039]
此外,在本实施方式1中,采用了被接合物60由板状的第一部件61和板状的第二部件62构成的方式,但并不限定于此,被接合物60(第一部件61及第二部件62)的形状是任意的,例如,可以是长方体状,也可以形成为圆弧状。另外,被接合物60也可以具有3个以上的部件。
[0040]
销部件11、肩部件12以及夹紧部件13固定于由旋转工具固定器521及夹紧固定器
522构成的工具固定器52。具体而言,销部件11及肩部件12固定于旋转工具固定器521,夹紧部件13经由夹紧驱动器41,固定于夹紧固定器522。而且,旋转工具固定器521经由旋转驱动器57,支承于夹紧固定器522。此外,夹紧驱动器41由弹簧构成。
[0041]
另外,销部件11、肩部件12以及夹紧部件13通过由销驱动器531及肩驱动器532构成的进退驱动器53,在上下方向上被进退驱动。此外,以下,对销部件11、肩部件12以及夹紧部件13中的至少一个部件,有时称为工具。
[0042]
销部件11形成为圆柱状,图1中虽未详细图示,但由旋转工具固定器521支承。另外,销部件11构成为能够通过旋转驱动器57而绕与销部件11的轴心一致的轴线xr(旋转轴)旋转,并通过销驱动器531而沿着箭头p1方向、即轴线xr方向(在图1中为上下方向)进退移动。销驱动器531只要是对销部件11给予加压力的结构即可,例如,能够适当地采用使用了气压、液压、伺服马达等的机构。
[0043]
肩部件12形成为具有中空的圆筒状,由旋转工具固定器521支承。在肩部件12的中空内,内插有销部件11。换言之,肩部件12配置为包围销部件11的外周面。
[0044]
另外,肩部件12构成为能够通过旋转驱动器57而绕与销部件11相同的轴线xr旋转,并通过肩驱动器532而沿着箭头p2方向、即轴线xr方向进退移动。肩驱动器532只要是能够对肩部件12给予加压力的结构即可,例如,能够适当地采用使用了气压、液压、伺服马达等的机构。
[0045]
在本实施方式中,销部件11及肩部件12均由相同的旋转工具固定器521支承,均通过旋转驱动器57而绕轴线xr一体地旋转。并且,销部件11及肩部件12构成为能够通过销驱动器531及肩驱动器532,分别沿着轴线xr方向进退移动。
[0046]
此外,在本实施方式1中,销部件11能够单独地进退移动,并且也能够伴随着肩部件12的进退移动而进退移动,但销部件11及肩部件12也可以构成为能够分别独立地进退移动。
[0047]
夹紧部件13与肩部件12相同地形成为具有中空的圆筒状,并设置为其轴心与轴线xr一致。在夹紧部件13的中空内,内插有肩部件12。
[0048]
即,圆筒状的肩部件12配置为包围销部件11的外周面,圆筒状的夹紧部件13配置为包围肩部件12的外周面。换言之,夹紧部件13、肩部件12以及销部件11分别是同轴心状的嵌套结构。
[0049]
另外,夹紧部件13构成为从一个面(表面)按压被接合物60。如上所述,在本实施方式1中,夹紧部件13经由夹紧驱动器41,支承于夹紧固定器522。夹紧驱动器41构成为对夹紧部件13向衬垫部件56侧施力。而且,夹紧部件13(包括夹紧驱动器41及夹紧固定器522)构成为能够通过肩驱动器532而在箭头p3方向(与箭头p1及箭头p2同方向)上进退。
[0050]
此外,在本实施方式1中,夹紧驱动器41由弹簧构成,但并不限定于此。夹紧驱动器41只要是向夹紧部件13施力作用力、或施加加压力的结构即可,例如也能够适当地采用使用了气压、液压、伺服马达等的机构。
[0051]
销部件11、肩部件12以及夹紧部件13分别具备前端面11a、前端面12a以及前端面13a。另外,销部件11、肩部件12以及夹紧部件13通过进退驱动器53而进退移动,从而前端面11a、前端面12a以及前端面13a分别与被接合物60的表面(被接合物60的被接合部)抵接,并按压被接合物60。
[0052]
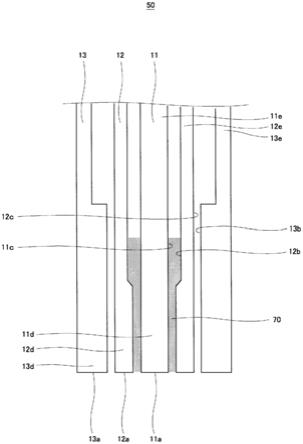
另外,如图2~图4所示,在本实施方式1所涉及的摩擦搅拌点接合装置50中,在销部件11的外周面11c、肩部件12的内周面12b、肩部件12的外周面12c以及夹紧部件13的内周面13b中的至少一个周面,配置(涂覆)有油剂70。
[0053]
此外,在图2及图4所示的摩擦搅拌点接合装置50中,在销部件11的外周面11c及肩部件12的内周面12b这两周面配置有油剂70,但只要在其中一个周面配置有油剂70即可。相同地,在图3及图4所示的摩擦搅拌点接合装置50中,在肩部件12的外周面12c及夹紧部件13的内周面13b这两周面配置有油剂70,但只要在其中一个周面配置有油剂70即可。
[0054]
另外,从配置于容易引起源自被接合物60的材料的凝集的工具的前端部的周面的观点出发,油剂70也可以配置于销部件11的前端部11d、肩部件12的前端部12d以及夹紧部件13的前端部13d中的至少一个前端部的周面。
[0055]
另外,从向工具的前端部的周面供给的观点出发,油剂70也可以配置于销部件11的基端部11e、肩部件12的基端部12e以及夹紧部件13的基端部13e中的至少一个基端部的周面。
[0056]
这里,工具的前端部可以是从前端面到工具的轴线xr方向的长度的1/2以下的部分。另外,工具的基端部可以是从工具的基端面到工具的轴线xr方向的长度的1/2以下的部分。
[0057]
并且,从在工具的前端面抑制源自被接合物60的材料的凝集的观点出发,油剂70也可以配置于销部件11的前端面11a、肩部件12的前端面12a以及夹紧部件13的前端面13a中的任一个前端面。特别是,若在销部件11的前端面11a及肩部件12的前端面12a配置油剂70,则抑制源自被接合物60的材料的凝集,所以能够使接合部表面更加平滑化。
[0058]
此外,在油剂70配置于销部件11的前端面11a、肩部件12的前端面12a以及夹紧部件13的前端面13a中的任一个前端面的情况下,也可以采用油剂70不配置于工具的周面的方式。
[0059]
油剂70可以由液体状或半固体(润滑脂)状的油剂构成。另外,油剂70也可以由具有高温用耐热性的油剂构成。作为油剂70,例如可以使用hi-temp g(商品名)、sumico-sn-b grease(商品名)、或者molypaste s(商品名)。
[0060]
此外,油剂70可以由作业者配置(涂覆)于工具的周面。另外,油剂70也可以使机器人保持渗入了油剂的布或吸附了油剂的刷子等,由该机器人配置(涂覆)于工具的周面。并且,油剂70也可以使吸附了油剂70的刷子、棉棒等固定于基台,使保持有摩擦搅拌点接合装置50的机器人动作,从而配置(涂覆)于工具的周面。
[0061]
另外,油剂70可以在执行摩擦搅拌点接合动作之前配置(涂覆)于工具的周面,以及/或者也可以在执行摩擦搅拌点接合动作之后,配置(涂覆)于工具的周面。
[0062]
在本实施方式1中,衬垫部件56构成为通过平坦的面(支承面56a)以抵接的方式支承平板状的被接合物60的背面。衬垫部件56只要是能够适当地支承被接合物60以使能够实施摩擦搅拌点接合即可,其结构并不特别限定。衬垫部件56例如也可以构成为另外准备具有多个种类的形状的衬垫部件56,能够根据被接合物60的种类,从衬垫支承部55卸下并更换。
[0063]
此外,本实施方式1中的销部件11、肩部件12、工具固定器52、进退驱动器53、夹紧部件13、衬垫支承部55以及旋转驱动器57的具体结构并不限定于上述的结构,能够适当地
使用在摩擦搅拌接合的领域内广泛公知的结构。例如,销驱动器531及肩驱动器532也可以由在摩擦搅拌接合的领域内公知的马达及齿轮机构等构成。
[0064]
另外,在本实施方式1中,衬垫支承部55由c型枪构成,但并不限定于此。衬垫支承部55只要能够将销部件11、肩部件12以及夹紧部件13支承为能够进退移动,并且将衬垫部件56支承于与销部件11、肩部件12以及夹紧部件13对置的位置,可以是任意结构。
[0065]
并且,本实施方式1所涉及的摩擦搅拌点接合装置50采用了配设于摩擦搅拌点接合用机器人装置(未图示)的方式。具体而言,衬垫支承部55安装于机器人装置的臂的前端。因此,衬垫支承部55也能够视为包含于摩擦搅拌点接合用机器人装置。包括衬垫支承部55及臂,摩擦搅拌点接合用机器人装置的具体结构并不特别限定,能够适当地使用多关节机器人等在摩擦搅拌接合的领域内公知的结构。
[0066]
此外,摩擦搅拌点接合装置50(包括衬垫支承部55)并不限定于应用于摩擦搅拌点接合用机器人装置的情况,例如,也能够适当地应用于nc机床、大型c架以及自动铆接机等公知的加工用设备。
[0067]
另外,本实施方式1所涉及的摩擦搅拌点接合装置50也可以构成为二对以上的机器人使摩擦搅拌点接合装置50中的除衬垫部件56以外的部分和衬垫部件56正对。并且,摩擦搅拌点接合装置50只要能够相对于被接合物60稳定进行摩擦搅拌点接合,也可以采用手持被接合物60型的方式,也可以采用使用机器人作为被接合物60的定位器的方式。
[0068]
[摩擦搅拌点接合装置的控制结构]
[0069]
接下来,参照图5,对本实施方式1所涉及的摩擦搅拌点接合装置50的控制构成具体进行说明。
[0070]
图5是示意性地表示图1所示的摩擦搅拌点接合装置的控制结构的框图。
[0071]
如图5所示,摩擦搅拌点接合装置50具备控制器51、存储器31、输入器32以及位置检测器33。
[0072]
控制器51构成为对构成摩擦搅拌点接合装置50的各部件(各设备)进行控制。具体而言,控制器51通过读出并执行存储器中存储的基本程序等软件,从而对构成进退驱动器53的销驱动器531及肩驱动器532、和旋转驱动器57进行控制。
[0073]
由此,能够对销部件11及肩部件12的前进移动或后退移动的切换、进退移动时的销部件11及肩部件12中的前端位置的控制、移动速度以及移动方向等进行控制。另外,能够对销部件11、肩部件12以及夹紧部件13的按压被接合物60的按压力进行控制。并且,能够对销部件11及肩部件12的转速进行控制。
[0074]
此外,控制器51可以由进行集中控制的单独的控制器51构成,也可以由相互配合进行分散控制的多个控制器51构成。另外,控制器51可以由微型计算机构成,也可以由mpu、plc(programmable logic controller)、逻辑电路等构成。
[0075]
存储器31是能够读出地存储基本程序、各种数据的装置,作为存储器31,由公知的存储器、硬盘等存储装置等构成。存储器31并不需要是单一的,也可以作为多个存储装置(例如,随机访问存储器及硬盘驱动器)而构成。在控制器51等由微型计算机构成的情况下,存储器31的至少一部分可以作为微型计算机的内部存储器而构成,也可以作为独立的存储器而构成。
[0076]
此外,可以在存储器31中存储数据,并能够从控制器51以外进行数据的读出,当然
也可以能够由控制器51等进行数据的写入。
[0077]
输入器32是能够对控制器51输入与摩擦搅拌点接合的控制相关的各种参数或其他数据等的装置,由键盘、触摸面板、按钮开关组等公知的输入装置构成。在本实施方式1中,至少被接合物60的接合条件,例如,被接合物60的厚度、材质等数据能够通过输入器32输入。
[0078]
位置检测器33构成为对肩部件12的前端部(前端面12a)的位置信息进行检测,并将检测到的位置信息输出至控制器51。作为位置检测器33,例如,可以使用lvdt、编码器等。
[0079]
在这样构成的本实施方式1所涉及的摩擦搅拌点接合装置50中,在销部件11的外周面11c、肩部件12的内周面12b、肩部件12的外周面12c以及夹紧部件13的内周面13b中的至少一个周面配置(涂覆)有油剂70。
[0080]
由此,通过油剂70的润滑作用,能够为了工具的移动(进退方向以及/或者旋转方向)不被抑制,而在工具间的间隙抑制源自被接合物60的材料的侵入(附着)。另外,在工具的周面形成油膜,所以能够在工具间的间隙抑制源自被接合物60的材料的侵入(附着)。并且,在工具的周面形成油膜,所以能够在工具的周面抑制源自被接合物60的材料的凝集。
[0081]
因此,在本实施方式1所涉及的摩擦搅拌点接合装置50中,与现有的摩擦搅拌点接合装置相比,能够增加连续执行摩擦搅拌点接合动作的次数。
[0082]
(实施方式2)
[0083]
对于本实施方式2所涉及的摩擦搅拌点接合装置而言,在实施方式1所涉及的摩擦搅拌点接合装置中,在销部件的外周面、肩部件的内周面、肩部件的外周面以及夹紧部件的内周面中的至少一个周面,形成有凹部。
[0084]
以下,边参照图6~图8,边对本实施方式2所涉及的摩擦搅拌点接合装置的一个例子详细进行说明。
[0085]
[摩擦搅拌点接合装置的结构]
[0086]
图6~图8是表示本实施方式2所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
[0087]
如图6~图8所示,本实施方式2所涉及的摩擦搅拌点接合装置50的基本结构与实施方式1所涉及的摩擦搅拌点接合装置50相同,但在销部件11的外周面11c、肩部件12的内周面12b、肩部件12的外周面12c以及夹紧部件13的内周面13b中的至少一个周面形成有凹部这一点不同。
[0088]
具体而言,在图6及图8所示的摩擦搅拌点接合装置50中,在销部件11的外周面11c形成有凹部80a,在肩部件12的内周面12b形成有凹部80b。另外,在图7及图8所示的摩擦搅拌点接合装置50中,在肩部件12的外周面12c形成有凹部80c,在夹紧部件13的内周面13b形成有凹部80d。此外,以下,在不区别凹部80a~80d的情况下,有时称为凹部80。
[0089]
从向工具的前端部的周面供给油剂70的观点出发,凹部80也可以形成于工具的基端部。另外,凹部80只要能够保持(存积)油剂70,可以是任何形状。凹部80例如可以如凹部80a及凹部80c那样由凹陷构成,例如也可以如凹部80b及凹部80d那样由槽构成。
[0090]
在凹部80由槽构成的情况下,该槽可以形成为沿着轴线xr延伸,也可以形成有相对于轴线xr在倾斜方向上延伸,也可以以沿着圆周的方式形成为圆弧(圆环)状,也可以形成为螺旋状。
[0091]
此外,在图6及图8所示的摩擦搅拌点接合装置50中,在销部件11的外周面11c及肩部件12的内周面12b这两周面形成有凹部80,但只要在任一个周面形成有凹部80即可。相同地,在图7及图8所示的摩擦搅拌点接合装置50中,在肩部件12的外周面12c及夹紧部件13的内周面13b这两周面形成有凹部80,但只要在任一个周面形成有凹部80即可。另外,凹部80在任一个周面可以形成有一个凹部,也可以形成有多个凹部。
[0092]
即使是这样构成的本实施方式2所涉及的摩擦搅拌点接合装置50,也起到与实施方式1所涉及的摩擦搅拌点接合装置50相同的作用效果。
[0093]
另外,在本实施方式2所涉及的摩擦搅拌点接合装置50中,在工具的周面形成有凹部80,在该凹部80保持有油剂70。因此,能够向工具的前端部的周面供给油剂70,所以能够进一步增加连续执行摩擦搅拌点接合动作的次数。
[0094]
(实施方式3)
[0095]
对于本实施方式3所涉及的摩擦搅拌点接合装置而言,在实施方式1或2所涉及的摩擦搅拌点接合装置中,还具备油剂供给机构,该油剂供给机构构成为将油剂供给至周面。
[0096]
另外,在本实施方式3所涉及的摩擦搅拌点接合装置中,还具备控制器,控制器可以构成为若摩擦搅拌点接合动作成为预先设定的规定的第一次数以上,则通过油剂供给机构,将油剂供给至周面。
[0097]
以下,边参照图9~图11,边对本实施方式3所涉及的摩擦搅拌点接合装置的一个例子详细进行说明。
[0098]
[摩擦搅拌点接合装置的结构]
[0099]
图9~图11是表示本实施方式3所涉及的摩擦搅拌点接合装置的主要部分的概略结构的示意图。
[0100]
如图9~图11所示,本实施方式3所涉及的摩擦搅拌点接合装置50的基本结构与实施方式1所涉及的摩擦搅拌点接合装置50相同,但还具备油剂供给机构100这一点不同。
[0101]
油剂供给机构100只要能够将油剂70供给至摩擦搅拌点接合装置50,则可以是任何形式,例如可以由存积油剂70的容器、和送出容器内的油剂70的泵(活塞)构成。
[0102]
另外,油剂供给机构100也可以由存积油剂70的容器、和机器人构成,该机器人以使销部件11以及/或者肩部件12的前端部比夹紧部件13的前端部突出的状态,保持摩擦搅拌点接合装置50,使销部件11以及/或者肩部件12的前端部侵入至容器内。此外,该机器人也可以从摩擦搅拌点接合装置50卸下销部件11以及/或者肩部件12并保持。
[0103]
另外,油剂供给机构100也可以由附着了油剂70的刷子、棉棒等构成。该情况下,机器人以使销部件11以及/或者肩部件12的前端部比夹紧部件13的前端部突出的状态,保持摩擦搅拌点接合装置50,使销部件11以及/或者肩部件12的前端部与刷子等抵接,从而向工具的周面供给油剂70。
[0104]
并且,油剂供给机构100也可以构成为在被接合物60的上表面(与工具抵接的面)配置油剂70。该情况下,摩擦搅拌点接合装置50通过对该被接合物60的配置有油剂70的部分进行摩擦搅拌点接合,从而向工具的周面供给油剂70。
[0105]
此外,也可以使作业者或机器人保持布等,去除附着于工具的前端面的油剂70。
[0106]
在图9及图11所示的摩擦搅拌点接合装置50中,在肩部件12的基端部12e的周面设置有贯通孔90a。贯通孔90a经由流路91a,与油剂供给机构100连接。由此,能够从油剂供给
机构100经由贯通孔90a,向销部件11的外周面11c以及/或者肩部件12的内周面12b供给油剂70。
[0107]
此外,流路91a由适当的配管等构成,不需要始终配置于摩擦搅拌点接合装置50。流路91a可以构成为在从油剂供给机构100供给油剂70时,将油剂供给机构100和贯通孔90a连接。
[0108]
另外,在图10及图11所示的摩擦搅拌点接合装置50中,在夹紧部件13的周面设置有贯通孔90b。贯通孔90b经由流路91b,与油剂供给机构100连接。由此,能够从油剂供给机构100经由贯通孔90b,向肩部件12的外周面12c以及/或者夹紧部件13的内周面13b供给油剂70。
[0109]
此外,流路91b由适当的配管等构成,不需要始终配置于摩擦搅拌点接合装置50。流路91b可以构成为在从油剂供给机构100供给油剂70时,将油剂供给机构100和贯通孔90b连接。
[0110]
另外,在图11中,贯通孔90a和贯通孔90b配置为在从水平方向观察时不重叠,但并不限定于此,也可以配置为重叠。
[0111]
[摩擦搅拌点接合装置的动作及作用效果]
[0112]
接下来,参照图12,对本实施方式3所涉及的摩擦搅拌点接合装置50的动作具体进行说明。此外,对于以下的动作,控制器51通过读出存储器31中储存的程序而执行。
[0113]
图12是表示本实施方式3所涉及的摩擦搅拌点接合装置的动作的一个例子的流程图。
[0114]
如图12所示,控制器51判定作业者是否操作输入器32,输入了被接合物60的摩擦搅拌点接合动作的执行指令(步骤s101)。
[0115]
控制器51在判定为未输入摩擦搅拌点接合动作的执行指令的情况(步骤s101中为否)下,例如,在50msec后再次执行步骤s101的处理。另一方面,控制器51在判定为输入了摩擦搅拌点接合动作的执行指令的情况(步骤s101中为是)下,执行步骤s102的处理。
[0116]
在步骤s102中,控制器51使摩擦搅拌点接合装置50执行被接合物60的摩擦搅拌点接合动作。此外,由摩擦搅拌点接合装置50进行的摩擦搅拌点接合动作与公知的摩擦搅拌点接合动作相同地被执行,因此省略其详细说明。
[0117]
接下来,控制器51使存储器31存储摩擦搅拌点接合动作的次数n(步骤s103)。具体而言,例如,控制器51取得存储器31中存储的次数nk。接下来,控制器51可以每执行一次摩擦搅拌点接合动作(接合一处被接合部),在次数nk加上一次的次数,作为次数n
k 1
,存储于存储器31。
[0118]
接下来,控制器51判定在步骤s03中存储的次数n是否为预先设定的规定的第一次数以上(步骤s104)。这里,第一次数能够通过预先实验等来设定。对于第一次数而言,例如从维持在工具的周面形成有油膜的状态的观点出发,在使用液状的油剂70的情况下,可以是100次,也可以是150次,也可以是200次。另外,对于第一次数而言,例如从维持在工具的周面形成有油膜的状态的观点,在使用半固体状的油剂70的情况下,可以是1000次,也可以是1500次,也可以是2000次。
[0119]
控制器51在判定为在步骤s103中存储的次数n不足第一次数的情况(步骤s104中为否)下,结束本程序,例如,在50msec后再次执行步骤s101的处理。另一方面,控制器51在
判定为在步骤s103中存储的次数n为第一次数以上的情况(步骤s104中为是)下,执行步骤s105的处理。
[0120]
在步骤s105中,控制器51使油剂70从油剂供给机构100供给至摩擦搅拌点接合装置50。接下来,控制器51使存储器31中存储的次数n
k 1
复位(使次数n
k 1
为0;步骤s106),结束本程序。
[0121]
即使是这样构成的本实施方式3所涉及的摩擦搅拌点接合装置50,也起到与实施方式1所涉及的摩擦搅拌点接合装置50相同的作用效果。
[0122]
此外,在本实施方式3所涉及的摩擦搅拌点接合装置50中,控制器51采用了若成为第一次数以上,则使油剂70从油剂供给机构100供给至摩擦搅拌点接合装置50的方式,但并不限定于此。
[0123]
例如,控制器51也可以采用在执行摩擦搅拌点接合装置50的维护作业之后,使油剂70从油剂供给机构100供给至摩擦搅拌点接合装置50的方式。另外,控制器51也可以采用在由摩擦搅拌点接合装置50执行摩擦搅拌点接合动作之前(步骤s101中,判定为输入了摩擦搅拌点接合动作的执行指令之后),使油剂70从油剂供给机构100供给至摩擦搅拌点接合装置50的方式。
[0124]
另外,在本实施方式3所涉及的摩擦搅拌点接合装置50中,采用了实施方式1所涉及的摩擦搅拌点接合装置50的结构,但也可以采用实施方式2所涉及的摩擦搅拌点接合装置50的结构。
[0125]
[试验例]
[0126]
接下来,对实施方式1所涉及的摩擦搅拌点接合装置50的试验例进行说明。
[0127]
(试验例1)
[0128]
在试验例1中,使用在销部件11的外周面11c及肩部件12的内周面12b配置有油剂70的摩擦搅拌点接合装置50(参照图2),连续接合被接合物60。
[0129]
此外,作为油剂70,使用molypaste s(商品名),在连续接合被接合物60之前,在销部件11的外周面11c及肩部件12的内周面12b涂覆油剂70。另外,以下,有时将接合被接合物60的次数称为打点数。
[0130]
(试验例2)
[0131]
在试验例2中,与试验例1相同地,使用在销部件11的外周面11c及肩部件12的内周面12b配置有油剂70的摩擦搅拌点接合装置50(参照图2),连续接合被接合物60。作为油剂70,使用sumico hi-temp g(商品名),每112打点,供给油剂70。作业者通过使附着了油剂70的棉棒与肩部件12的内周面12b抵接,而执行油剂70的供给。
[0132]
(比较例)
[0133]
在比较例中,使用未在工具配置油剂70的现有的摩擦搅拌点接合装置,连续接合被接合物60。
[0134]
(试验结果)
[0135]
作为被接合物60亦即第一部件61、第二部件62,使用厚度尺寸为1.0mm的铝合金板(a6061),通过试验例1、试验例2以及比较例的摩擦搅拌点接合装置50,连续进行摩擦搅拌点接合,对构成销驱动器的马达的电流值进行检测。
[0136]
图13是表示构成销驱动器的马达的电流值相对于打点数的变化的曲线图。图13的
横轴表示通过摩擦搅拌点接合装置50接合被接合物60的被接合部的次数亦即打点数。另外,图13的纵轴表示马达的各打点时的使销部11的前端相对于肩部件12的前端退后时的最大电流值(以下,称为销轴最大电流值)。
[0137]
并且,在图13中,菱形(虚线)表示使用比较例的摩擦搅拌点接合装置50来连续接合时的各打点时的销轴最大电流值,三角形(点划线)表示使用试验例1的摩擦搅拌点接合装置50来连续接合时的各打点时的销轴最大电流值,四边形(实线)表示使用试验例2的摩擦搅拌点接合装置50来连续接合时的各打点时的销轴最大电流值。
[0138]
如图13所示,示出了在使用比较例的摩擦搅拌点接合装置50来连续接合的情况下,销轴最大电流值急剧地上升的情形。这是因为源自被接合物60的材料凝集于销部件11的外周面11c以及/或者肩部件12的内周面12b,其结果是,用于使销部件11进退移动的扭矩变大,沿销驱动器531流动的电流值增加。
[0139]
另一方面,示出了在使用试验例1的摩擦搅拌点接合装置50来连续接合的情况下,即使超过2000打点,销轴最大电流值也能够保持3安培左右的较低的电流值的情形。并且,示出了在使用试验例2的摩擦搅拌点接合装置50来连续接合的情况下,即使超过8000打点,销轴最大电流值也能够保持3安培左右的较低的电流值的情形。
[0140]
由此,示出了若使油剂70配置于销部件11的外周面11c及肩部件12的内周面12b,则在这些周面抑制源自被接合物60的材料的凝集(未图示),其结果是,与现有的摩擦搅拌点接合装置相比,能够增加连续执行摩擦搅拌点接合动作的次数。
[0141]
另外,根据试验例2的结果,示出了每隔规定的打点数(第一次数),就将油剂70供给至工具的周面,从而能够进一步增加连续执行摩擦搅拌点接合动作的次数。因此,启示了通过维持在工具的周面配置有油剂70的状态,能够进一步增加连续执行摩擦搅拌点接合动作的次数。
[0142]
并且,在试验例2中,直到超过2000打点为止,销轴最大电流值为0.1~0.3安培左右,与此相对地,若超过2000打点,则急剧增加到0.6~1安培。因此,发明人们发现在超过2000打点时,执行工具的清扫(凝集于工具的材料的去除),从而能够抑制销轴最大电流值的急剧增加。
[0143]
根据上述说明,对于本领域技术人员而言,可清楚知道本发明的较多的改进或其他实施方式。因此,上述说明仅作为例示来进行解释,将执行本发明的最好的方式以向本领域技术人员提示的目的提供。能够以不脱离本发明的方式,实质上变更其结构以及/或者功能的详情。另外,通过上述实施方式所公开的多个结构要素的适当组合,能够形成各种发明。
[0144]
工业上的可利用性
[0145]
本发明的摩擦搅拌点接合装置及复动式摩擦搅拌点接合装置的运转方法与现有的摩擦搅拌点接合装置相比,能够在工具的周面抑制源自被接合物的材料的凝集,所以适用。
[0146]
附图标记说明
[0147]
11...销部件;11a...前端面;11c...外周面;11d...前端部;11e...基端部;12...肩部件;12a...前端面;12b...内周面;12c...外周面;12d...前端部;12e...基端部;13...夹紧部件;13a...前端面;13b...内周面;13d...前端部;13e...基端部;31...存储器;
32...输入器;33...位置检测器;41...夹紧驱动器;50...摩擦搅拌点接合装置;51...控制器;52...工具固定器;53...进退驱动器;55...支承部;56...衬垫部件;56a...支承面;57...旋转驱动器;60...被接合物;61...第一部件;62...第二部件;70...油剂;80...凹部;80a...凹部;80b...凹部;80c...凹部;80d...凹部;90a...贯通孔;90b...贯通孔;91a...流路;91b...流路;100...油剂供给机构;521...旋转工具固定器;522...夹紧固定器;531...销驱动器;532...肩驱动器;p1...箭头;p2...箭头;p3...箭头;xr...轴线
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。