1.本发明涉及三维自由弯曲成形技术,尤其涉及的是一种在自由弯曲成形过程中防止管材异常转动的装置和方法。
背景技术:
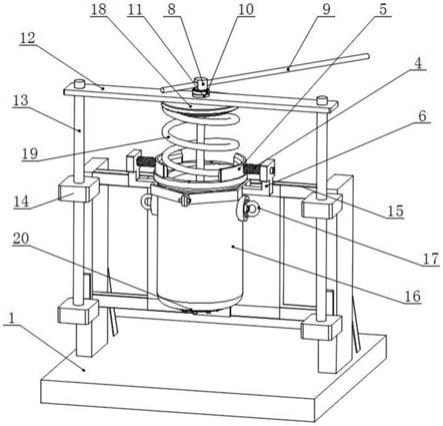
2.三维自由弯曲成形是一种新型管材柔性弯曲成形技术,可用于具有不同封闭截面轮廓和复杂空间轴线等特征管材的弯曲成形。如附图1所示,该技术通过控制球面轴承1在x-y平面的运动改变弯曲模2的空间位置和运动姿态,同时配合推装置8在z向的进给运动实现管材5的三维弯曲成形。因为对应同一种管材无需为了适应弯曲半径的变化不断更换模具结构,因此可以实现同时具有连续多弯、连续变曲率等多种特征结构的管材一次性整体弯曲成形,具有极高的成形效率、成形精度及较低的使用成本,同时有效避免了使用传统绕弯工艺分段制造再焊接所引起的焊接缺陷和原材料浪费,提高了构件的使用安全性与可靠性,因此,近年来在航空航天、交通运输、能源工程等领域所使用的复杂管路系统的生产加工方面得到了广泛应用。
3.为实现同时具有多个弯曲段,且每个弯曲段所对应弯曲半径r和弯曲方向φ各不相同时,需不断通过控制球面轴承的运动,调整弯曲模的运动位置和空间姿态,以改变弯曲半径和弯曲方向。在改变弯曲方向的过程中,由于管材产生弯曲变形后,弯曲模中心偏离推进轴,在改变方向时对弯曲段管材的作用力会形成一对力矩m(m=f
×
u),使管材围绕原始轴线产生一定的异常旋转使得实际旋转方向角小于目标方向角引起管材轴线弯曲方向成形精度降低,并随着弯曲段的增多不断积累,最终导致管材整体加工误差的大幅度扩大。除此以外,大量的实验证明,由于管材再弯曲过程中的异常转动,对弯曲段的曲率半径也会造成显著影响。
4.目前,解决弯曲成形过程中管材异常转动的方法主要有增强压紧力和在推杆前端增加填充物两种方法。增强压紧力的方法,虽能起到限制管材5异常旋转的作用,但较大的压力同时会阻碍管材5的进给运动,导致管材5发生轴向失稳起皱。如附图2(a)所示增加弹性或图2(b)刚性啮齿式填充物的方法,虽然可起到良好的防转效果,但会造成管材5尾部形成扩口,阻碍卸料过程,且在成形较薄的管材时,推杆7会直接涨破管材5尾端,无法继续成形。除此以外,以上两种方法皆因强度不足而无法满足长期反复使用的要求,且因为防转过程不可逆,无法在成形过程中随意解除,在必要情况下对管材5的自由转动造成阻碍。如图3所示,为了避免已成型段与设备发生干涉,需使管材5处于可自由转动的状态下,并通过主动偏转操作的实现避干涉。
技术实现要素:
5.针对现有三维自由弯曲成形技术的不足,本发明提出了一种在自由弯曲成形过程中防止管材异常转动的装置和方法,从而实现防止管材在弯曲过程发生异常转动的推进方法。本发明主要用于解决采用三维自由弯曲成形技术成形具有连续多弯且弯曲角度较大等
特征构件,由于弯曲方向不断变化,在弯曲模具对弯曲段管材造成的旋转力矩,使管材产生异常旋转的问题;或在发生干涉需要频繁进行主动偏转避干涉操作时,出现的管材自由旋转受阻的问题,从而提高弯曲成形效率和成形质量。
6.一种在自由弯曲成形过程中防止管材异常转动的装置,包括防转块(6),防转块(6)设置在推杆(7)和管材(5)之间,防转块(6)尾部和推杆(7)之间通过压紧弹簧(10)连接;防转块(6)尾端面和推杆(7)前端面设置有扇形啮齿防转结构,防转块(6)尾端面和推杆(7)前端面被压紧在一起的时候,防转块(6)和推杆(7)之间不会相对转动;防转块(6)的前端面和管材(5)尾端面被压紧在一起的时候,防转块(6)的前端面作用于管材(5)尾端面,能够防止防转块(6)和管材(5)之间相对转动。
7.所述的装置,在防转块(6)尾部和推杆(7)的端部均设置能够容纳压紧弹簧(10)的环形槽,压紧弹簧(10)的两端分别放置在防转块(6)尾端和推杆(7)的环形槽中。
8.所述的装置,防转块(6)为圆柱体结构,在圆柱中轴位置设置有导向柱(11),导向柱的一端固定在防转块(6),另一端可活动的插入推杆(7)端部的沉孔中,在防转块(6)和推杆(7)分离以及压合在一起的时候起导向作用。
9.所述的装置,防转块(6)尾端面和推杆(7)前端面设置有扇形啮齿防转结构,其单个啮齿圆心角为1
°
,相邻啮齿角度间隔1
°
,成形时通过轻微相对转动,防转块(6)尾端和推杆(7)前端啮齿一一嵌合,形成机械约束作用。
10.所述的装置,防转块(6)前端设置有防转齿(1),防转齿(1)靠近管材的前端面具有3
°
前倾角,当推进装置(8)推动推杆(7)向前运动一定距离d使防转块(6)与推杆(7)啮合,防转块(6)前端轻微嵌入管材(5)尾端,抵消弯曲模(2)对管材(5)造成的异常转动力矩,从而防止管材(5)异常转动的发生。
11.根据任一所述装置的防止管材异常转动的方法,在管材(5)需要自由转动的位置,推进装置(8)停止推进并后退一定距离d,防转块(6)在压紧弹簧(10)的弹力和导向柱(11)引导作用下保持与管材(5)尾部的嵌合,同时防转块(6)尾端与推杆(7)前端的啮齿啮合脱离,使防转块(6)处于可随管材(5)的转动而转动的状态,同时使管材处于可自由旋转状态,从而可根据弯曲成形工艺需要正常进行主动偏转避干涉;当重新进入需防止管材(5)产生异常旋转的成形区间时,推进装置(8)推动推杆(7)先向前运动一定距离d使防转块(6)与推杆(7)重新啮合后,管材的自由转动再次被限制,可继续开展后续弯曲成形过程。
12.所述的方法,具体过程如下:
13.(1)首先建立管坯及自由弯曲设备工作部件的三维实体模型,并导入运动仿真软件,通过模拟弯曲变形时管材(5)的运动过程,获得成形时管材(5)的运动数据以及相对成形机构的位置信息,并划分需防止管材(5)发生异常转动和管材(5)自由转动的运动位置或区间;
14.(2)当自由弯曲成形处于需防止管材(5)发生异常转动的运动区间时,推进装置(8)正常向前推进,弯曲模(2)偏离平衡位置对管材(5)产生进给阻力使复位弹簧(10)压紧,防转块(6)尾部与推杆(7)前端形成啮合,防转块(7)转动被限制,同时防转块(7)前端防转齿(12)轻微嵌入管材(5)尾端,产生抑制管材(5)周向异常转动的效果;
15.(3)当管材(5)弯曲成形至已成形段管材(5)即将与成形机构发生干涉,需解除管材(5)尾端约束使其处于可自由转动状态的位置时,推进装置(8)带动推杆(7)向后运动一
定距离d,在复位弹簧(10)和导向螺栓(11)的作用下防转块(6)与推杆(7)脱离啮合,且可实现自由转动,同时防转块(6)前端仍保证对管材(5)的作用,此时防转块(6)即不会发生相对管材(5)尾端的转动,又可在主动偏转避干涉等操作进行时跟随管材(5)任意转动;
16.(4)当管材(5)完成自由转动至目标位置后,推进装置(8)推动推杆(7)首先向前推进一定距离d,使防转块(6)与推杆(7)重新啮合,随后可继续进行后续自由弯曲成形过程。有益效果:
17.本发明所提出的推进方法,可以有效解决传统三维自由弯曲成形推进装置推进效果不佳、不可根据成形条件进行可控调节、不可反复使用等问题,在提高管材成形质量、成形精度及成形效率的同时,有效推进了三维自由弯曲成形主动避干涉方法的实际化应用,拓展了三维自由弯曲成形技术应用范围。
附图说明
18.图1为弯曲成形过程中管材周向异常转动的产生及本发明装置的安装示意图;
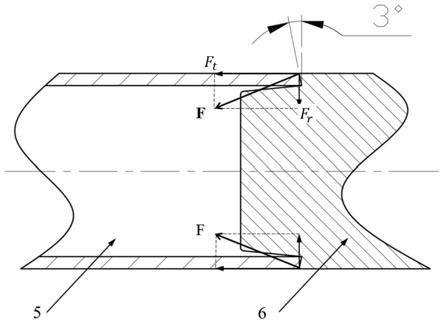
19.图2为传统推进装置对管材尾部的破坏示意图;
20.图3为翻转过程中管材与设备的干涉示意图;
21.图4为本发明推进装置结构设计示意图;a防转块和推杆压合状态,b防转块尾部和推杆分离状态;
22.图5为防转块结构及其与推杆前端啮合防转示意图;a防转块,b防转块端面的啮合齿,c防转块尾部和推杆齿形啮合示意图;
23.图6为防转块对管材尾端的夹紧作用示意图;
24.图7为存在弯曲成形干涉构件判断结果示意图;
25.图8为实施例复杂连续多弯空间弯曲构件示意图;
26.图9为本发明工作流程图;
27.1-球面轴承,2-弯曲模,3-导向模,4-模座,5-管材,6-防转块,7-推杆,8-推进装置,9-x-y面板,10-复位弹簧,11-导向柱,12-防转齿;
具体实施方式
28.以下结合具体实施例,对本发明进行详细说明。
29.参考图1-4,在自由弯曲成形过程中防止管材异常转动的装置,包括防转块6,防转块6设置在推杆7和管材5之间,防转块6尾部和推杆7之间通过压紧弹簧10连接,在防转块6尾部和推杆7的端部均设置能够容纳压紧弹簧10的环形槽,压紧弹簧10的两端分别放置在防转块6尾端和推杆7的环形槽中,防转块6为圆柱体结构,在圆柱中轴位置设置有导向柱11,导向柱的一端固定在防转块6,另一端可活动的插入推杆7端部的沉孔中,在防转块6和推杆7分离以及压合在一起的时候起导向作用;
30.防转块6尾端面和推杆7前端面设置有图5所示的扇形啮齿防转结构,其单个啮齿圆心角为1
°
,相邻啮齿角度间隔1
°
,成形时通过轻微相对转动,防转块6尾端和推杆7前端啮齿一一嵌合,形成机械约束作用,因此可实现
±1°
的弯曲方向精度;
31.防转块6前端设置有图4所示防转齿1,防转齿1靠近管材的前端面具有3
°
前倾角,当推进装置8推动推杆7向前运动一定距离d使防转块6与推杆7啮合,防转块6前端轻微嵌入
管材5尾端,抵消弯曲模2对管材5造成的异常转动力矩,从而防止管材5异常转动的发生;由于防转块6前端存在图4所示具有3
°
前倾角的防转齿1,管材5尾部受到附图6所示作用力f,其中指向管材5前进方向的力f
t
推动管材5进给,指向管材5径向力的作用力fr,使管材5尾部发生轻微塑性变形后与防转齿12形成嵌合,并产生向内的夹紧效果,在产生抑制管材周向异常转动的同时,不会使管材5尾端形成扩口缺陷;
32.在管材5需要自由转动的位置,推进装置8停止推进并后退一定距离d,防转块6在压紧弹簧10的弹力和导向柱11引导作用下保持与管材5尾部的嵌合,同时防转块6尾端与推杆7前端的啮齿啮合脱离,使防转块6处于可随管材5的转动而转动的状态(图4(b)所示状态),同时使管材处于可自由旋转状态,从而可根据弯曲成形工艺需要正常进行主动偏转避干涉等需管材5处于可自由转动状态的操作;当重新进入需防止管材5产生异常旋转的成形区间时,推进装置8推动推杆7先向前运动一定距离d使防转块6与推杆7重新啮合后,管材的自由转动再次被限制(图4(a)所示状态),可继续开展后续弯曲成形过程。
33.如附图7所示,为具有多个不同弯曲半径和弯曲角度的空间弯曲构件,在三维自由弯曲成形过程中,弯曲段b3与b4两处已成形段管材将与成形机构发生干涉,为避免干涉问题的出现并尽可能提高弯曲成形极限,在成形存在干涉现象的管材时,将通过主动偏转避干涉将弯曲方向改变至图1所示的x-y象限或(-x)-y象限后,再成形后续弯曲段。
34.a1、首先将有限元模型导入运动仿真软件,经模拟仿真计算得到附图7所示区间划分;
35.a2、在成形弯曲段1与弯曲段2时,由于无需进行主动偏转避干涉操作,但为防止管材5在弯曲和换向过程中出现异常转动,推进装置8始终保持推进,此时复位弹簧10在管材阻力作用下被压缩,防转块6后端与推杆7前端形成啮合,前端齿形轻微嵌入管材5尾端,形成夹紧作用,防止管材5异常转动;
36.a3、在成形弯曲段3时,为防止已成形段与成形机构干涉,必须在弯曲中间段进行主动偏转避干涉操作,在x-y象限或(-x)-y象限中不存在干涉的方向完成后续弯曲段的成形,在执行偏转避干涉前,首先控制推进装置8停止推进并向后运动一定距离d,复位弹簧10在导向螺栓11引导下展开,使推进块6后端与推杆7前端脱离啮合,同时保持防转块6前端与管材5尾端的持续嵌合,执行主动偏转避干涉操作,防转块跟随管材5自由转动;
37.a4、当管材5偏转至不存在干涉的位置后,推进装置8推动推杆7向前推进一段距离d,复位弹簧10在导向螺栓的引导下重新被压缩,防转块6尾端与推杆7前端重新啮合,限制管材5的继续转动,继续执行弯曲段3后续弯曲成形程序即可;
38.a5、在成形弯曲段4时,与弯曲段3相同,需在弯曲中间段执行主动偏转避干涉操作,首先停止推进装置8停止推进并向后运动一定距离d,使管材5处于可自由转动状态,再执行偏转避干涉操作;
39.a6、同弯曲段3相同,当完成主动偏转避干涉后,推杆7首先向前运动一段距离d,使防转块6与推杆7重新啮合,对管材5的自由转动进行锁止后,继续成形弯曲段4后续弯曲段。
40.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。