1.本实用新型涉及锁具零件装配领域,特别是指一种销钉铆接设备。
背景技术:
2.在锁具(如服务器盖板锁)中,需要通过销钉将两个锁具零件相连;但是在现有的锁具生产上,一般是通过人工先将销钉穿过两个锁具零件,再人工通过锤子锤击销钉,从而使得销钉将两个零件铆接起来,这种生产方式存在着销钉装配效率低下的问题,严重影响了锁具的生产效率。为此有人研发了销钉铆接设备,现有的销钉铆接设备可以实现自动放销钉和自动冲压销钉,提高了销钉的装配效率;但是现有的销钉铆接设备存在一个问题,那就是人们取放零件的同时没有办法同时进行自动放销钉和自动冲压销钉,销钉的装配效率还是比较低下。
技术实现要素:
3.本实用新型的目的在于提供一种销钉铆接设备,其有效提高销钉的装配效率。
4.为了达成上述目的,本实用新型的解决方案是:
5.一种销钉铆接设备,其包括机架以及安装于机架上的零件轮转装置、销钉上料装置、销钉供料装置和销钉冲压装置;所述零件轮转装置包括可转动的配合于机架上的零件转盘、用于驱动零件转盘转动的转动电机以及至少两个设置在零件转盘上的零件定位治具;各零件定位治具关于零件转盘的旋转中心呈中心旋转对称分布;所述销钉上料装置包括上料治具、上料气缸以及与上料气缸的活塞杆相连的上料推块;上料治具高于零件定位治具,各零件定位治具随零件转盘的转动而依次通过上料治具下方;上料治具设有水平贯穿上料治具的上料通道以及上下贯穿上料治具的冲压通道,冲压通道与上料通道垂直相通且冲压通道处于零件定位嵌槽上方;上料治具还沿上下方向开设有进料孔,进料孔下端开口与上料通道相通;上料推块可平移的穿过上料通道,上料气缸驱动上料推块沿上料通道平移;所述销钉供料装置包括设有供料孔的供料底座、可转的设置于供料底座上侧的供料转轮以及驱动供料转轮转动的供料电机,供料底座高于上料治具,供料底座的供料孔通过透明的软管与上料治具的进料孔上端开口相连;供料转轮设有若个沿上下方向设置的供料通道,各供料通道关于供料转轮的转动中心呈中心旋转对称分布,且各供料通道下端开口活动对齐供料孔;所述销钉冲压装置包括设置于上料治具上方的冲压气缸以及与冲压气缸的活塞杆相连的冲压头,冲压头正对冲压通道且冲压头活动进出冲压通道,冲压气缸驱动冲压头上下移动。
6.所述上料推块设有上下贯穿的定位孔道,定位孔道活动对齐进料孔和冲压通道。
7.所述供料转轮中心设有中空通道;所述供料电机固定在供料座上且供料电机穿入供料转轮的中空通道中;所述供料电机的转轴与中空通道的内壁相连。
8.所述供料转轮外壁设有与各供料通道侧面分别连通的多个调节开口,调节开口两侧设有限位挡条。
9.所述的一种销钉铆接设备还包括安装于机架上的供料按钮,供料按钮用于控制供料电机工作。
10.所述的一种销钉铆接设备还包括安装于机架上的复位按钮,复位按钮用于控制上料气缸和冲压气缸复位。
11.所述机架包括机台以及支撑件;所述支撑件包括固定于机台上的支撑座以及与支撑座顶部相连的支撑板;所述零件转盘可转动的安装于机台上侧;所述转动电机固定在机台下侧且转动电机的转轴穿过机台后与零件转盘相连;所述销钉上料装置的上料治具和上料气缸固定于支撑座侧面;所述销钉上料装置的供料座固定在支撑板上;所述销钉冲压装置的冲压气缸固定于支撑板上,支撑板对应于冲压气缸的活塞杆设有让位孔,冲压气缸的活塞杆活动穿过让位孔。
12.所述机台为圆形结构。
13.所述零件定位治具设有零件定位嵌槽。
14.采用上述方案后,本实用新型在使用时,本实用新型的驱动电机驱动零件转盘间歇转动;这样本实用新型在零件转盘停歇时,操作人员进行上料操作而往空置的零件定位治具放置需要连接的两个锁具零件,与此同时,销钉上料装置和销钉冲压装置动作而自动将销钉与处于上料治具下方的零件定位治具上定位的两个锁具零件铆接;而本实用新型在零件转盘转动时,操作人员可以进行下料操作而取下已经通过铆接连接的两个锁固零件;由此可知,本实用新型能减少人工浪费,提高了销钉装配效率。
附图说明
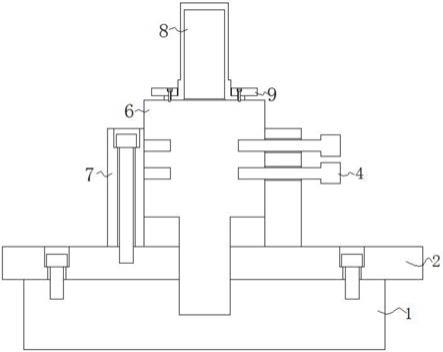
15.图1为本实用新型的结构示意图1;
16.图2为本实用新型的结构示意图2;
17.图3为本实用新型的销钉上料装置的结构分解图;
18.图4为本实用新型的销钉供料装置的结构分解图;
19.图5为本实用新型的供料转轮的俯视图;
20.标号说明:
21.机架1,机台11,支撑件12,支撑座121,支撑板122,
22.零件轮转装置2,零件转盘21,转动电机22,零件定位治具23,零件定位嵌槽231,
23.销钉上料装置3,上料治具31,上料通道311,冲压通道312,进料孔313,上料气缸32,上料推块33,定位孔道331,
24.销钉供料装置4,供料底座41,供料孔411,供料转轮42,供料通道421,调节开口422,限位挡条4221,中空通道423,供料电机43,软管44,
25.销钉冲压装置5,冲压气缸51,冲压头52,
26.供料按钮6,复位按钮7。
具体实施方式
27.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
28.如图1至图5所示,本实用新型揭示了一种销钉铆接设备,其包括机架1以及安装于
机架1上的零件轮转装置2、销钉上料装置3、销钉供料装置4和销钉冲压装置5;其中其中零件轮转装置2用于定位需要连接的两个锁具零件并驱动锁具零件转动,销钉供料装置4用于给销钉上料装置3输送销钉,销钉上料装置3用于将销钉输送到两个零件所需连接处上,销钉冲压装置5则用于对销钉进行冲压而使得销钉将两个锁具零件铆接起来。
29.具体的,配合图1和图2所示,所述零件轮转装置2包括可转动的配合于机架1上的零件转盘21、用于驱动零件转盘21转动的转动电机22以及至少两个设置在零件转盘21上的零件定位治具23;各零件定位治具23关于零件转盘21的旋转中心呈中心旋转对称分布;所述零件定位治具23用于定位需要连接的两个锁具零件,该零件定位治具23可设有零件定位嵌槽231,该零件定位嵌槽231用于供两个零件放置,从而将两个锁具零件定位于零件定位治具23上。
30.配合图1至图3所示,所述销钉上料装置3包括上料治具31、上料气缸32以及与上料气缸32的活塞杆相连的上料推块33;上料治具31高于零件定位治具23,各零件定位治具23随零件转盘的转动而依次通过上料治具31下方;上料治具31设有水平贯穿上料治具31的上料通道311以及上下贯穿上料治具31的冲压通道312,冲压通道312与上料通道311垂直相通且冲压通道312处于零件定位嵌槽21上方;上料治具31还沿上下方向开设有进料孔313,进料孔313下端开口与上料通道311相通,进料孔313上端开口与销钉供料装置4相连,销钉供料装置4用于往进料孔313输送销钉;上料推块33可平移的穿过上料通道311,上料气缸32驱动上料推块33沿上料通道平移。所述销钉上料装置3的工作原理为:销钉供料装置4输送到销钉上料装置3的销钉先从进料孔313进入到上料通道311中,然后上料气缸32驱动上料推块33平移,使得上料推块33将从进料孔313进入进料通道311的销钉推送到冲压通道312处;最后,销钉从冲压通道312进入处于上料治具31下方的零件定位治具23上定位的两个锁具零件所需连接处,使得销钉穿过这两个锁具零件所需连接处。配合图3所示,所述上料推块33设有上下贯穿的定位孔道331,定位孔道331活动对齐进料孔313和冲压通道312,当定位孔道331对齐进料孔313时,从进料孔313进入到上料通道311中的销钉可以掉入到定位孔道331中,使得上料推块33能通过定位孔道331来定位住销钉而防止销钉在移动过程中出现偏转,而当定位孔道331对齐冲压通道312时,进入到定位孔道331的销钉则在重力作用下进入到冲压通道312中。
31.配合图1、图2、图4和图5所示,所述销钉供料装置4则包括设有供料孔411的供料底座41、可转的设置于供料底座41上侧的供料转轮42以及驱动供料转轮42转动的供料电机43,供料底座41高于上料治具31,供料底座41的供料孔411通过透明的软管44与上料治具的进料孔上端开口相连;供料转轮42设有若个沿上下方向设置的供料通道421,各供料通道421关于供料转轮42的转动中心呈中心旋转对称分布,且各供料通道421下端开口活动对齐供料孔411;所述供料通道421用于容置销钉,当供料转轮42的某一供料通道421与供料孔421对齐时,则容置该供料通道421中的销钉在自身重力作用下掉入软管44中,进入到软管44中的销钉再在重力的作用下掉入上料治具31的进料孔313中;本实用新型可以通过计数销钉冲压装置5的冲压次数来确认进入到软管44中的销钉是否使用完,若进入到软管44中的销钉使用完后,供料电机43再驱动供料转轮42转动,使得其他容置有销钉的供料通道421与供料孔411对齐,从而再次往软管44中输送销钉;而且由于供料转轮42的供料通道421为若干个而使得供料转轮42可容置的销钉数量多,从而使得销钉供料装置4长时间往销钉上
料装置3输送销钉。其中所述软管44为透明结构,使得人们可以观察销钉通过软管44的情况,若是销钉在软管44中卡住,人们可以方便的发现销钉卡住的位置,从而便于人们进行维护。配合图5所示,所述供料转轮42外壁设有与各供料通道421侧面分别连通的多个调节开口422,调节开口422两侧设有限位挡条4221,限位挡条4221能限位容置于供料通道421中销钉而防止销钉从调节开口422掉出,而人们可以通过调节开口422来调节容置在供料通道421中的销钉而防止销钉卡住。配合图4所示,所述供料转轮42中心设有中空通道423;所述供料电机43固定在供料座41上且供料电机43穿入供料转轮42的中空通道423中;所述供料电机43的转轴与中空通道423的内壁相连而使得供料电机43能驱动供料转轮42转动;而供料电机43穿入供料转轮42中而使得销钉供料装置4结构紧凑。
32.配合图1和图2所示,所述销钉冲压装置5包括设置于上料治具31上方的冲压气缸51以及与冲压气缸51的活塞杆相连的冲压头52,冲压头52正对冲压通道312且冲压头52活动进出冲压通道,冲压气缸51驱动冲压头52上下移动;当销钉从冲压通道312进入到处于上料治具31下方的零件定位治具23上定位的两个锁具零件所需连接处后,冲压气缸51驱动冲压头52下移而使得冲压头52对该销钉进行冲压,从而使得销钉铆接两个锁具零件。
33.配合图1和图2所示,所述机架1可包括机台11和支撑件12;所述支撑件12包括固定于机台11上的支撑座121以及与支撑座121顶部相连的支撑板122;其中所述零件轮转装置2的零件转盘21可转动的安装于机台11上侧,零件轮转装置2的转动电机22固定在机台11下侧且转动电机22的转轴穿过机台11后与零件转盘21相连;所述机台11可为圆形结构,这样可以避免机台干扰操作人员的操作。所述销钉上料装置3的上料治具31和上料气缸32则固定于支撑座121侧面;所述销钉供料装置4的供料座41则固定在支撑板122上,软管44穿过支撑板122后与供料座41的供料孔411相连;所述销钉冲压装置5的冲压气缸51固定于支撑板122上,支撑板122对应于冲压气缸51的活塞杆设有让位孔,冲压气缸51的活塞杆活动穿过让位孔。
34.配合图1所示,本实用新型还可包括安装于机架1的支撑板122上的供料按钮6,供料按钮6用于控制供料电机43工作;人们可以手动按压供料按钮6而控制供料电机43转动,使得供料电机43驱动供料转轮42转动一次,从而往软管44手动送一次销钉。
35.配合图1所示,本实用新型还可包括安装于机架1的支撑板122的复位按钮7,复位按钮7用于控制上料气缸32和冲压气缸51复位;这样本实用新型若是在使用过程中出现上料气缸32和冲压气缸51的动作出错,人们可以手动按压复位按钮7,从而将上料气缸32和冲压气缸51复位。
36.为便于理解本实用新型,以下具体阐述本实用新型的工作原理。
37.本实用型在使用时,首先,操作人员先往零件轮转装置2的每个零件定位治具23均放置两个需要连接的锁具零件;然后本实用新型的零件轮转装置2的转动电机22驱动零件转盘21间歇转动,使得各零件定位治具23依次在上料治具31下方停歇;当零件转盘21停歇时,销钉上料装置3先动作而将销钉输送到处于上料治具31下方的零件定位治具23上定位的两个锁具零件所需连接处,接着销钉冲压装置5动作而对输送到处于上料治具31下方的零件定位治具23上定位的两个锁具零件所需连接处的销钉进行冲压,使得销钉将两个锁具零件铆接;其中在零件转盘21转动的过程中,操作人员可以将已经通过销钉铆接的两个锁具零件从零件定位治具23上取下;而在零件转盘21停歇时,即销钉上料装置3和销钉冲压装
置5动作的过程中,操作人员可以往空置的零件定位治具23放置需要连接的两个锁具零件。
38.综上可知,本实用新型的驱动电机22能驱动零件转盘21间歇转动;这样本实用新型在零件转盘21转动时,操作人员可以进行下料操作而取下已经通过铆接连接的两个锁固零件;而本实用新型在零件转盘21停歇时,操作人员则进行上料操作而往空置的零件定位治具23放置需要连接的两个锁具零件,与此同时,销钉上料装置3和销钉冲压装置5动作而自动将销钉与处于上料治具31下方的零件定位治具23上定位的两个锁具零件铆接。由此可知,本实用新型能减少人工浪费,销钉装配效率高。
39.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。