1.本发明涉及铝基复合材料连接技术领域,具体而言,涉及一种铝基复合材料与铝合金的连接方法。
背景技术:
2.铝基复合材料的连接方法主要包括熔化焊、固相焊、钎焊。哈尔滨工业大学许志武《焊接铝基复合材料和钛合金使焊缝金属间化合物颗粒弥散强化的钎焊方法cn110860754a》发明利用超声波作用下液态钎料的声空化作用实现对钛合金的快速表面改性,完成超声焊接,获得的接头强度可达70mpa以上。长春理工大学石岩《一种焊接辅助试剂及其应用和一种碳化硅颗粒增强铝基复合材料焊接方法cn111151923a》发明提供的焊接辅助试剂喷涂在待焊接工件焊接坡口表面,然后进行焊接,相对于不喷涂所述焊接辅助试剂的焊接的抗拉强度提高了9.39~11.10%。哈尔滨工业大学的闫久春等人发明了有关铝基复合材料的振动焊、超声波毛细焊接等工艺,从而对碳化硅颗粒增铝基复合材料的焊接开辟了新的研究思路。
3.目前,现有的铝基复合材料与铝合金的连接方法,具有诸多不足:
4.(1)由于铝基复合材料与铝合金性能差异较大,采用常规熔焊方法存在界面反应增强相易偏聚(分布不均)、严重的冶金不相容性、焊缝成形差、易产生气孔和裂纹等缺陷、接头性能低难以达到使用要求、焊后容易产生残余应力等问题。
5.(2)钎焊焊接温度低于母材熔点,但是要实现铝基复合材料与铝合金的钎焊,需要研制或选择合适的钎料、钎剂,采用焊接辅助试剂、加入激光或者超声辅助等措施。由于钎焊自身局限性,焊缝钎料往往是铝基复合材料与铝合金接头的薄弱环节,断裂形式也多为脆性断裂,并存在力学性能较低的问题,强度和密封很难达到产品技术要求。
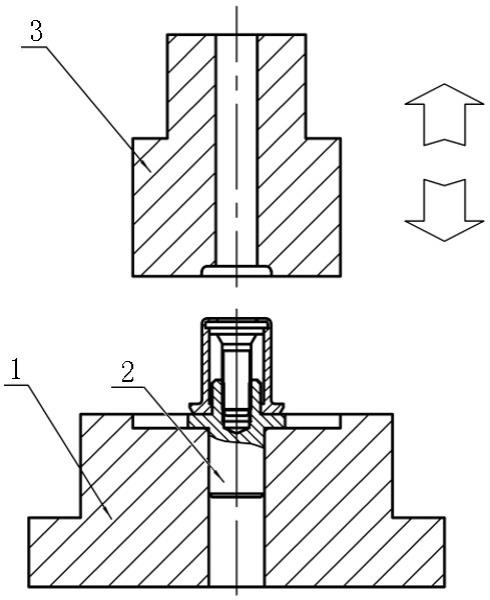
6.(3)对于大面积搭接的铝基复合材料与铝合金连接结构,较多采用扩散焊可获得较好的连接效果,即便是这种铝基复合材料与铝合金大面积贴合的结构扩散焊,焊接后也会出现局部的薄弱连接区域,比如说铝基复合材料外围与铝合金搭接的区域。针对镶嵌结构或者有竖缝存在的铝基复合材料与铝合金连接结构,单独扩散焊的方法难以完全满足连接强度和气密性等性能要求,效果不一定好,尤其是存在竖缝的情况,竖缝的部分区域会成为连接的薄弱区域。为了提高存在竖缝的铝基复合材料和铝合金连接结构的扩散焊的质量一般都需要设计特殊的工装,并且严格要求精度和参数控制,相对成本较高,工装图如图1所示。
7.(4)搅拌摩擦焊和扩散焊均属于固相焊接,焊接温度均低于材料熔点。对于铝基复合材料和铝合金的连接结构,也可采用搅拌摩擦焊,但是由于铝基复合材料较脆,尤其是对于增强相占比大的铝基复合材料,大面积的完全采用搅拌摩擦焊容易造成铝基复合材料破碎,造成成品率低,成本高。
8.综上可知,由于铝基复合材料的增强相与铝基体物理性能的巨大差异,使得铝基复合材料与铝合金的焊接工艺参数难以控制,采用熔化焊、钎焊进行铝基复合材料和铝合
金的焊接与单独进行铝合金焊接相比存在较大的困难,主要表现为接头区域在热和力的作用下增强相及其与基体的界面可能被破坏。另外,目前绝大多数关于铝基复合材料与铝合金的熔化焊和钎焊的研究均为搭接接头,这就限制了它在实际工程焊接中的应用。对于镶嵌结构或者有竖缝存在的铝基复合材料与铝合金连接结构,采用单一的固相焊(扩散焊、搅拌摩擦焊)方法很难保障各方面的性能要求。
9.为解决以上不足,亟需提供一种既能保障连接强度和气密等性能要求,同时又方便实现铝基复合材料与铝合金连接和制造实施的新方法。这将为铝基复合材料连接技术的提升提供支撑,为电子封装等相关铝基复合材料产品的质量和性能提供保障。
技术实现要素:
10.本发明旨在提供一种铝基复合材料与铝合金的连接方法,以解决上述存在的问题。
11.本发明提供的一种铝基复合材料与铝合金的连接方法,包括:
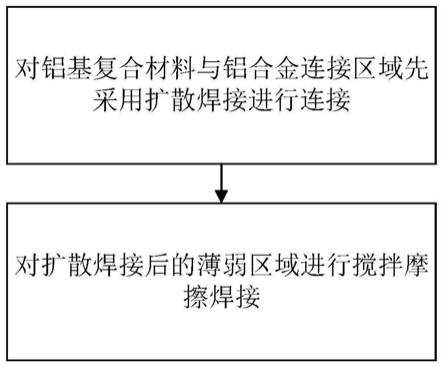
12.对铝基复合材料与铝合金连接区域先采用扩散焊接进行连接;
13.对扩散焊接后的薄弱区域进行搅拌摩擦焊接。
14.在一些实施例中,对于强度要求不高的结构,所述对扩散焊接后的薄弱区域进行搅拌摩擦焊接的方法为:
15.针对扩散焊接后的薄弱区域,在搅拌摩擦焊接时搅拌针位于铝合金一侧并且搅拌针外边缘距离铝基复合材料一定范围内进行搅拌摩擦焊接,使搅拌摩擦焊接将铝基复合材料附近的铝合金挤压至薄弱区域的铝基复合材料一侧,填补扩散焊接后的薄弱区域可能存在的缝隙,从而实现铝基复合材料与铝合金紧密的冶金连接。
16.可选的,当铝基复合材料镶嵌在铝合金内部时,所述搅拌针选用无角度搅拌针。
17.可选的,当铝基复合材料大面半镶嵌在铝合金内部时,所述搅拌针选用无角度搅拌针。
18.可选的,当铝基复合材料大面完全镶嵌在铝合金内部时,选用无角度搅拌针。
19.在一些实施例中,对于强度要求较高的结构,所述对扩散焊接后的薄弱区域进行搅拌摩擦焊接的方法为:
20.针对扩散焊接后的薄弱区域,采用搅拌摩擦焊接将薄弱区域的铝基复合材料和铝合金连接,搅拌针中心偏向铝合金一侧,只要保证铝基复合材料和铝合金实现连接即可;搅拌针的位置范围为搅拌针外边缘与铝基复合材料贴合~搅拌针中心位于铝基复合材料与铝合金的连接面位置。
21.可选的,当铝基复合材料镶嵌在铝合金内部时,所述搅拌针选用无角度搅拌针。
22.可选的,当铝基复合材料大面半镶嵌在铝合金内部时,所述搅拌针选用无角度搅拌针或有角度搅拌针。
23.可选的,当铝基复合材料大面完全镶嵌在铝合金内部时,选用无角度搅拌针或有角度的搅拌针。
24.综上所述,由于采用了上述技术方案,本发明的有益效果是:
25.1、本发明采用先扩散焊接再对扩散焊接后的薄弱区域进行搅拌摩擦焊接组合的工艺方法来实现铝基复合材料和铝合金的高质量连接,两者焊接工艺成熟且都属于固相
焊,焊接温度较低,可避免焊后出现脆性相、增强相偏聚、气孔等缺陷,能保证铝基复合材料与铝合金连接的结构强度、气密性及质量稳定性。
26.2、利用本发明的方法可使铝基复合材料和铝合金之间达到良好的界面结合,连接质量好,材料变形小,强塑性和散热等性能好,操作简单,成本低廉,容易实现工业化批量规模生产,可大幅提升铝基复合材料与铝合金连接结构的在电子封装等应用领域的应用前景和价值。
27.3、本发明可以尽可能的避免采用单一扩散焊进行铝基复合材料与铝合金连接后产生的存在竖缝位置区域或者扩散焊缝周边区域产生结合不良等薄弱区域,进而导致连接强度低、气密性不合格等问题,降低产品报废风险。
28.4、本发明可以尽可能的避免采用单一搅拌摩擦焊进行铝基复合材料与铝合金连接时产生的铝基复合材料破碎,或者性能变化大,进而导致成品率低、产品技术指标不满足要求等问题,降低产品报废风险。
29.5、本发明中由于后续有搅拌摩擦焊接的作用,扩散焊接时无需制作特殊工装,也无需制作涂层或者中间层,操作简单,容易实现。
30.6、本发明的扩散焊接与搅拌摩擦焊接组合的工艺方法对于铝基复合材料镶嵌结构、非镶嵌结构、存在竖缝结构铝基复合材料与铝合金的连接效果更明显。
附图说明
31.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
32.图1为目前的铝基复合材料镶嵌结构扩散焊所用工装示意图。
33.图2为铝基复合材料与铝合金的连接方法的流程图。
34.图3为本发明扩散焊接后搅拌摩擦焊接挤压铝合金实现铝基复合材料与铝合金连接(强度要求不高)的原理图。
35.图4为本发明扩散焊接后搅拌摩擦焊接实现铝基复合材料与铝合金连接(有强度要求)的原理图。
36.图5为本发明实施例1铝基复合材料镶嵌在铝合金内部的结构示意图。
37.图6为本发明实施例1铝基复合材料镶嵌在铝合金内部的结构采用工艺一示意图。
38.图7为本发明实施例2铝基复合材料镶嵌在铝合金内部的结构采用工艺二示意图。
39.图8为本发明实施例3铝基复合材料大面半镶嵌在铝合金内部的结构采用工艺一示意图。
40.图9为本发明实施例4铝基复合材料大面半镶嵌在铝合金内部的结构采用工艺二示意图。
41.图10为本发明实施例5铝基复合材料大面完全镶嵌在铝合金内部的结构采用工艺一示意图。
42.图11为本发明实施例6铝基复合材料大面完全镶嵌在铝合金内部的结构采用工艺二示意图。
43.图标:1-搅拌头、2-铝合金、3-铝基复合材料。
具体实施方式
44.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
45.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.如图2所示,本发明提出一种铝基复合材料与铝合金的连接方法,包括:
47.对铝基复合材料与铝合金连接区域先采用扩散焊接进行连接;
48.对扩散焊接后的薄弱区域进行搅拌摩擦焊接。
49.本发明中结合了扩散焊接与搅拌摩擦焊接来实现种铝基复合材料与铝合金的紧密连接,两种焊接工艺成熟且都属于固相焊,焊接温度较低,可避免焊后出现脆性相、增强相偏聚、气孔等缺陷,能保证铝基复合材料与铝合金连接的结构强度、气密性及质量稳定性。
50.针对不同的强度要求,可以采用以下两种工艺:
51.工艺一:如图3所示,对于强度要求不高的结构,在对铝基复合材料3与铝合金2连接区域先采用扩散焊接进行连接后,针对扩散焊接后的薄弱区域,在搅拌摩擦焊接时搅拌针位于铝合金2一侧并且搅拌针外边缘距离铝基复合材料3一定范围内进行搅拌摩擦焊接,使搅拌摩擦焊接将铝基复合材料3附近的铝合金2挤压至薄弱区域的铝基复合材料3一侧,填补扩散焊接后的薄弱区域可能存在的缝隙,从而实现铝基复合材料3与铝合金2紧密的冶金连接。
52.工艺二:如图4所示,对于强度要求较高的结构,在对铝基复合材料3与铝合金2连接区域先采用扩散焊接进行连接后,针对扩散焊接后的薄弱区域,采用搅拌摩擦焊接将薄弱区域的铝基复合材料3和铝合金2连接,搅拌针中心偏向铝合金2一侧,只要保证铝基复合材料3和铝合金2实现连接即可;搅拌针的位置范围为搅拌针外边缘与铝基复合材料3贴合~搅拌针中心位于铝基复合材料3与铝合金2的连接面位置。
53.实施例1:
54.本实施例在于得到一种如图5所示的铝基复合材料3与铝合金2复合连接的工件;其中铝基复合材料3镶嵌在铝合金2内部。
55.步骤1,将铝基复合材料3和铝合金2加工成所需尺寸;
56.步骤2,对加工完的铝基复合材料3和铝合金2进行焊前清洗;
57.步骤3,将铝基复合材料3放入铝合金2的方形凹槽中,装配到位即可;
58.步骤4,将装配完成的铝基复合材料3和铝合金2放入真空扩散焊接设备中进行扩散焊接。具体地:真空扩散焊接设备上压头对铝合金2施加压力,使铝基复合材料3和铝合金2上下面完成焊接。由于左右的竖缝区域没有受到压力,所以铝基复合材料3和铝合金2左右
的竖缝区域的连接效果较差,即所述铝基复合材料3镶嵌在铝合金2内部的结构的竖缝区域为薄弱区域;
59.步骤5,如图6所示,焊接竖缝区域采用搅拌摩擦焊接进行挤压,搅拌针选用无角度搅拌针,此时搅拌针外缘距离铝基复合材料1mm左右,进行搅拌摩擦焊接;
60.步骤6,精加工到所需产品尺寸。
61.实施例2:
62.实施例2与实施例1只有步骤5不同,其余步骤相同,如图7所示。不同之处在于搅拌针的位置,搅拌针的位置范围为搅拌针外边缘与铝基复合材料3贴合(搅拌针偏于铝合金2一侧)~搅拌针中心位于铝基复合材料3与铝合金2的连接面位置。此时搅拌针选用无角度搅拌针。
63.实施例3
64.本实施例在于得到一种铝基复合材料3与铝合金2复合连接的工件。其中,铝基复合材料3大面半镶嵌在铝合金2内部。
65.步骤1,将铝基复合材料3和铝合金2加工成所需尺寸;
66.步骤2,对加工完的铝基复合材料3和铝合金2进行焊前清洗;
67.步骤3,将铝基复合材料3放入铝合金2的方形凹槽中,装配到位即可;
68.步骤4,将装配完成的铝基复合材料3和铝合金2放入真空扩散焊接设备中进行扩散焊接。具体地:真空扩散焊接设备上压头对铝基复合材料3施加压力,使铝基复合材料3和铝合金2连接面完成焊接。由于三个侧边没有受到压力,所以铝基复合材料3大面半镶嵌在铝合金2内部的结构的三个竖缝连接的区域连接效果较差,即铝基复合材料3大面半镶嵌在铝合金2内部的结构的三个竖缝连接的区域为薄弱区域;
69.步骤5,如图8所示,焊接三个竖缝连接的区域采用搅拌摩擦焊接进行挤压,搅拌针根据结构可选用无角度搅拌针,此时搅拌针外缘距铝基复合材料1mm左右,进行搅拌摩擦焊接;
70.步骤6,精加工到所需产品尺寸。
71.实施例4:
72.实施例4与实施例3只有步骤5不同,其余步骤相同,如图9所示。不同之处在于搅拌针的位置,搅拌针的位置范围为搅拌针外边缘与铝基复合材料3贴合(搅拌针偏于铝合金2一侧)~搅拌针中心位于铝基复合材料3与铝合金2的连接面位置。搅拌针可选用无角度搅拌针或有角度搅拌针。
73.实施例5:
74.本实例在于得到一种铝基复合材料3与铝合金2复合连接的工件。其中,铝基复合材料3大面完全镶嵌在铝合金2内部。
75.步骤1,将铝基复合材料3和铝合金2加工成所需尺寸;
76.步骤2,对加工完的铝基复合材料3和铝合金2进行焊前清洗;
77.步骤3,将铝基复合材料3放入铝合金2的方形凹槽中,装配到位即可;
78.步骤4,将装配完成的铝基复合材料3和铝合金2放入真空扩散焊接设备中进行扩散焊接。具体地:真空扩散焊节设备上压头对铝基复合材料3施加压力,使铝基复合材料3和铝合金2连接面完成焊接。由于四个侧边没有受到压力,所以铝基复合材料3大面完全镶嵌
在铝合金2内部的结构的大面积扩散焊接后的周边区域的连接效果不好;
79.步骤5,如图10所示,焊接四个侧边采用搅拌摩擦焊接进行挤压,搅拌针根据结构可选用无角度搅拌针,此时搅拌针外缘距铝基复合材料1mm左右,进行搅拌摩擦焊接;
80.步骤6,精加工到所需产品尺寸。
81.实施例6:
82.实施例6与实施例5只有步骤5不同,其余步骤相同,如图11所示。不同之处在于搅拌针的位置,搅拌针的位置范围为搅拌针外边缘与铝基复合材料3贴合(搅拌针偏于铝合金2一侧)~搅拌针中心位于铝基复合材料3与铝合金2的连接面位置。焊接四个侧边采用搅拌摩擦焊接,搅拌针可选用无角度搅或有角度的搅拌针。
83.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。