1.本实用新型涉及一种纸袋设备及工艺的技术领域,尤其涉及一种具有双面离型纸手挽贴片能实现袋口粘合的外卖手提袋的制造装置。
背景技术:
2.手挽袋也称手提袋、手袋等,用于盛放物品,制作材料有纸张、塑料、无纺布等。市场上常用的纸包装袋手挽主要有穿绳的、纸制类的等,而纸手挽大多数是敞开的。现在技术中,用于外卖用途的手提袋一般要求有一定的保温功能和提手功能;多数情况下,纸绳粘贴在手提袋的内表面,即实现了手提功能又不破坏纸袋外表的美观;常规的纸绳粘贴是通过两面普通的贴片在中间夹着手挽纸绳实现并成型,而在袋口内侧面向的贴片是没有任何密封功能,贴片只是作为手挽纸绳粘贴在袋口内侧的粘结片之用,即面向的两块贴片一面具有粘性,另一面则不具有粘合作用,这就不能实现了手提袋在装载相应食物后对袋口进行密封,达到对食品或饮料等装载物进行较长时间的保温,也不能防止装载物从手提袋中意外掉出的目的。另外,袋口打开的手提袋在外卖运送过程中也容易受到天气、湿度、温度等的环境影响,导致装载物被污染或质素下降等。因此,为了避免现有技术中存在的缺点,有必要对现有技术做出一定的改进,以开发一种具有在装载物置于袋子后能实现对袋口密封的外卖手提袋。但是,现有的生产设备均为采用适应单面贴纸与手挽纸绳和袋子生产的机器,对于带袋口密封功能的生产装置和工艺没有专门的设备,也不适用于带袋口密封外卖手提袋的制备,尤其对于在袋口处采用双面胶和离型纸所形成的双面贴纸应用于外卖手提袋上的生产设备均没有出现。因此,对于外卖手提袋的生产装置和工艺需要进一步的研发和改进,以适合于生产带有离型纸和双面胶实现袋口密封作用的外卖手提袋。
技术实现要素:
3.本实用新型的目的是为了克服上述现有技术的缺点,提供一种外卖手提袋的制造装置,该外卖手提袋的制造装置能生产具有双面胶离型纸手挽的外卖手提袋产品,外卖手提袋的袋口具有不干胶密封功能,使用时只需撕开离型纸,把面向的两个不干胶相互粘合,即可实现外卖手提袋的袋口粘合密封,粘性强,不容易分开,更不容易受天气、温度、湿度等因素影响,袋子更加牢固实用。该外卖手提袋生产装置具有可连线生产配合将手挽自动粘贴在纸袋上成型并一同生产出来形成完整外卖手提袋产品,也可以先生产纸袋再贴手挽进行离线生产,还可以人手工折叠袋子以及粘贴手挽完成手工生产;该外卖手提袋的制造装置所制成的带不干胶离型纸贴的手挽不仅可以粘贴在牛皮纸的袋子材质上,还可以粘贴在铝箔纸等袋子材质上;整体的制造装置可实现具有密封袋口作用的手提外卖袋的连续性生产,生产效率高,手挽粘贴牢固,良品率高,专为生产具有防打开功能的外卖手提袋而设置,大大节省了生产该外卖手提袋所需的人力资源。
4.本实用新型解决其技术问题所采用的技术方案是:一种外卖手提袋的制造装置,包括上料放卷机构、联线印刷机构、手挽制作机构、手挽贴合机构、纸袋成型机构、纸袋成型
部机构、收袋机构。
5.所述的上料放卷机构包括放卷机架、设置于放卷机架上的上料装置、与上料装置连接并装载料卷固定纸芯的气涨轴、与气涨轴连接并对其锁紧的气涨轴锁紧装置、设于放卷机架上并对料卷放卷自动纠正纸袋纸位置的纠偏机构、对纸袋纸张力进行感应检测的张力传感器、控制放卷动作的放卷操作面板;操作人员将纸袋纸卷料推送到放卷机架,通过凸键式结构的气涨轴装料,固定纸芯;利用液压升降结构调整放卷位置;放卷采用磁粉制动,自动恒张力控制,纠偏机构可以自动纠正纸张位置。
6.所述的联线印刷机构包括与上料放卷机构的纸袋纸放卷端承接的进料部、与进料部承接并对纸袋纸进行印刷的印刷部、与印刷部进行承接并对纸袋纸进行烘干的烘干部、与烘干部进行承接并对纸袋纸进行出纸工序的出纸部。
7.所述的手挽制作机构包括手挽放料装置、手挽成型装置和手挽传输装置;手挽放料放置装置包括对手挽圆绳进行放料的手挽机、对手挽圆绳进行拉扯定位成型成方形波的定位装置、对双层贴纸进行放料的双层贴纸放料机构、对纸绳纸进行放料的纸绳纸放料机构;手挽成型装置包括对双层贴纸底面涂布热熔胶的熔胶装置和纸绳纸底面涂布水胶的不锈钢压力罐及喷胶头、对带有双层贴纸的手挽圆绳另一面与纸绳纸进行贴片粘合并冲孔的贴片冲孔装置、对方形波的手挽圆绳和双层贴纸贴合后沿传输方向进行一开二纵向裁切的手挽裁切装置;手挽的双层贴纸卷料安放在双层贴纸放料机构中,双层贴纸为双层预制不干胶贴纸,手挽圆绳由手挽机带动可在圆绳过环和链条节中滑动穿过,手挽机采用独立的伺服电机驱动,通过浮动辊调整与生产线同速,双层贴纸分别涂布热熔胶和水胶,由一台熔胶装置提供热溶胶,以及由不锈钢压力罐及喷胶头供应水胶;手挽圆绳贴上双层贴纸形成贴片后冲孔,保证手挽后续的精确输送和裁切;分切好的手挽通过传送装置等输送到制袋机的手挽贴合机构中。
8.手挽贴合机构包括把手挽裁切成单个手挽的手挽裁切装置、对手挽进行涂胶的手挽涂胶装置、与联线印刷机构的出纸部承接并对纸袋纸进行贴手挽的位置进行切口和涂胶的切口涂胶装置、把纸袋纸和手挽汇合后手挽粘贴于纸袋纸上并压实复合的复合装置。由联线印刷机构送来的纸袋纸和手挽制作机构送来的手挽在手挽贴合机构汇合,手挽裁切装置负责将手挽按规定的长度切断成单个的手挽,再将其粘贴到纸袋纸的规定位置上并压实,在粘贴之前在纸袋纸上对应手挽处打切口和涂胶。
9.纸袋成型机构包括纸袋成型机座、设于纸袋成型机座上并承接手挽贴合机构出纸端并由成形上模板和成形下模板组成的成型模板组件、设于纸袋成型机座上并把手挽贴合机构出来的纸袋纸进行压住的压纸轮、位于成形上模板和成形下模板中间位置的插边轮、与插边轮连接安装可调节插边轮插入深度的调节座手轮、设于压纸轮上可任意调节压纸轮位置的调节手柄;压纸轮上还设有配重块,纸袋成型机座上还设有调整成型上模板和成形下模板固定于纸袋成型机座中心位置的中心固定杆。根据不同的袋宽,选择好不同的成形上模板和成形下模板,把成形上模板和成形下模板固定座安装到纸袋成型机座的中心;根据调整好的成形上模板和成形下模板,调整插边轮,使插边轮在成形上、下模板的中间位置,再根据不同袋的纸筒夹边大小,调整调节座手轮,实现调节插边轮的插入深度;纸筒的大、小边成形是由压纸轮压住而成,不同的袋宽与夹边的纸筒,压纸轮的位置是不同的;松开压纸轮上的调节手柄可任意调节压纸轮的位置;压纸轮上的配重块也可根据需要任意加
减配合;在纸筒从成形上模板和成形下模板出来,调整中心固定杆上的调节螺母,可使成形上模板和成形下模板固定在纸袋成型机座的中心位置。
10.所述的纸袋成型部机构包括主机机构和主机,还包括设于主机上的拉料牵引装置、切断装置、传送轮装置、压线装置、开底装置、翻底装置、方底成型大毂装置、上底胶装置、插底装置、合底装置、控制装置、传送毂装置和收袋大毂装置。主机采用伺服电机驱动。
11.所述的拉料牵引装置包括将纸袋成型机构中出来的纸筒拉紧并拉动纸筒的拉料牵引轮、设于拉料牵引轮上对其进行锁定的牵引轮锁紧螺钉、设于拉料牵引轮上对其进行拉紧压力调整的牵引力调压手柄、与拉料牵引轮配合并实现其脱离拉紧力状态的离压手柄。拉料牵引装置可以将纸筒拉紧并提供适当的压力来拉动纸筒,拉料牵引轮会将纸袋纸拉过纸袋成型机构的成型模板组件并形成纸筒出来,然后再送至切断装置进行裁切。拉料牵引轮是由伺服电机所驱动,因此在拉料牵引轮的每一回转间的拉纸量都可以设定。
12.所述的切断装置包括有切断上辊滚筒、对切断下辊滚筒对向设置并同步反向转动的切断下辊滚筒、设于切断上辊滚筒底部的切断刀上座、安装于切断刀上座上并向下伸出的切断刀、设于切断刀下辊滚筒顶部对应切断刀上座配合设置并容许切断刀滑入或滑出的切断刀下座。切断上辊滚筒每一个回转都会驱动切断刀,将纸筒切成设定的长度。切断装置的切断刀采用旋转式锯齿切断刀或平刃切断刀切断纸筒,切断装置上还设有光电眼自动修正切断长度。
13.所述的传送轮装置包括对从切断装置出来的纸筒进行传送的上压轮和下压轮。传送装置的作用在于切断装置切断纸筒时,保持稳定的纸筒张力。传送装置还包括有对上压力和下压轮进行距离调整的调节螺钉和调节齿轮。
14.所述的压线装置包括有压纸轮、安装于压纸轮上的第一压线上刀和第二压线上刀、与压纸轮配合安装的底刀轮、安装于底刀轮上与第一压线上刀配合压线的第一压线底刀和与第二压线上刀配合压线的第二压线底刀。第一压线上刀和第二压线上刀以上刀调节座安装于压纸轮上,第一压线底刀和第二压线底刀以底刀固定座安装于底刀轮上。压线装置可以通过可调式底部压痕装置来调节纸袋底宽所需尺寸。
15.所述的开底装置采用开底辊筒和开底夹子的结构,开底辊筒处于方底成型大毂装置的上方转动;操作时,开底夹子伸入纸筒的夹边内,再将纸筒夹边的上页拨开,使袋体打开。当纸筒进入方底成型大毂装置时,开底夹子就会退出夹边区域。开底装置还设置有可调节所需纸袋底宽的凸轮。该开底装置也可以采用本领域技术人员所熟知的常规开底结构。
16.所述的翻底装置由侧导板和中间导杆构成,当纸筒离开开底辊筒时,侧导板会将已打开的袋底压平在方底成型大毂装置上,使袋底可以准备上胶。该翻底装置也可以采用本领域技术人员所熟知的常规翻底结构。
17.所述的方底成型大毂装置包括大毂轮,还包括安装于大毂轮上的中心夹子、第一夹具、夹边夹子、衬板和第二夹具,第二夹具上安装有第二夹具辐板锁紧螺母、中心夹子上安装有中心夹子辐板锁紧螺母。当袋底开底之后,会在大毂轮上完成折叠、上底胶、封底、压平等工作。位于大毂轮表面的中心夹子会夹住纸筒的前缘,大毂轮的夹边夹子会夹住纸筒的下页,帮助袋底在开底辊筒上打开,大毂轮上的第一夹具和第二夹具会打开,使插底装置的插入刀可以将纸筒插入对应夹具内。大毂轮分为四等分,大毂轮每转一圈,可做出四个袋子。方底成型大毂装置为多层结构,中心夹子、第一夹具和第二夹具以及夹边夹子为可同步
调整,方便尺寸调整。
18.所述的上底胶装置包括有对底胶进行上料的上胶辊、与上胶辊接触或接近接触形成传送底胶的传胶辊、与传胶辊接触或接近接触并对纸筒袋底进行涂胶的涂胶辊;涂胶辊上设有对袋底进行涂胶的涂胶橡胶。袋底上胶时,是由上胶辊带起,转送到传胶辊上,再涂在涂胶辊上,涂胶橡胶设有u型胶面,将u型胶面的底胶转涂到纸筒的袋底上。上底胶装置的底部涂胶离合为气动控制。
19.所述的插底装置包括有插底凸轮,以及还包括有安装于插底凸轮上的插底刀、与插底刀连接安装配合的插底刀固定臂和插底刀摆动臂,方底成型大毂装置的第一夹具和第二夹具上还设有与插底刀配合安装的夹具固定刀座。插底刀会将打开的袋底插入第一夹具和第二夹具内。插底刀可以前后转动,使插底刀可以在对应的夹具闭合时顺利缩回。
20.所述的合底装置包括有合底棒和闭合板,合底棒由链条带动,合底棒会以比纸筒和大毂轮更快的速度转动,将第二袋底的折页折起来,然后第一袋底折页(袋底前缘)会接触到固定不动的闭合板而将袋底完全封合起来。该合底装置也可以采用本领域技术人员所熟知的常规翻底结构。
21.由方底成型大毂装置的大毂轮制作好的袋子经传送毂装置的传送毂传送给收袋大毂装置的收袋大毂,传送毂和收袋大毂上均安装有叼纸牙夹住成品袋子的底部前沿,最后汇集在收袋机构上。传送毂和收袋大毂都由齿轮传动与主机同步以保证袋子传送的精确性。
22.收袋机构包括与主机同步驱动的收袋机,收袋机对应纸袋成型部机构的出袋端设置平带输送纸袋,收袋机侧边设有侧边手袋工作台,侧边收袋工作台上设有侧边手袋输送带传送纸袋。收袋机构与主机同步驱动,主机至收集位置采用平带输送;侧边收袋工作台采用输送带传送,成品计数按设定数量自动移位,方便计数。
23.进一步的,所述的印刷部包括盛载有油墨的油墨槽、部分浸没于油墨槽内的传墨辊、与传墨辊对应接触并传导粘附传墨辊表面油墨的网纹辊、与网纹辊对应接触并传导粘附网纹辊表面油墨的印刷辊、沿印刷辊表面环形贴合安装的树脂板、与树脂板表面对应设置并与树脂板表面配合压印油墨于纸袋纸上的压印辊;还包括有对应网纹辊表面设置把网纹辊表面多余油墨刮走循环回流到油墨槽内的刮墨刀,网纹辊表面设有凹陷设置收纳油墨的孔穴,树脂板表面带有凸出的图文图案。传墨辊将油墨从油墨槽传导到网纹辊上,刮墨刀将多余的油墨从网纹辊表面刮走,多余油墨循环回到油墨槽中,网纹辊孔穴中的油墨传输到带有图文的树脂版表面,在压印辊的作用下,油墨从树脂板转印到纸袋纸上。
24.进一步的,还包括有对双层贴纸进行复合粘贴的双层贴纸复合机构,所述的双层贴纸复合机构包括对原纸进行放卷的原纸放料卷部分、承接原纸放料卷部分并对原纸涂布不干胶的涂布部分、对离型纸进行放卷的离型纸放卷部分、承接离型纸放卷部分的离型纸出纸端并传导离型纸的传导部分、把涂布部分的原纸和传导部分的离型纸汇合后采用压辊复合形成双层贴纸的复合部分、对复合后的双层贴纸收卷形成双层贴纸母卷的收卷部分;收卷部分的放料端设有把双层贴纸母卷分切成所需宽度尺寸的分切部分,分切部分的出料端承接双层贴纸放料机构的入料端。该手挽的贴纸也可以采用3层以上的预制不干胶贴纸,包含原纸,胶水层以及离型纸等3层结构;原纸从原纸放料卷部分进料,经过涂布部分的涂布机构进行施胶,胶水的厚度和尺寸根据手挽的贴纸规格进行调整;离型纸从离型纸放卷
部分进料,在复合部分处与涂胶的原纸汇合,在压辊的作用下完成复合工序;不干胶贴纸完成复合后进入收卷部分,然后根据手挽所需贴纸的尺寸将母卷分切成所需的宽度尺寸。
25.进一步的,所述的上料放卷机构上装载的料卷最大放卷直径为1500mm,纸袋纸最大宽度为970mm,纸袋纸克重为90-170g/m2,纸袋纸类型为褐色牛皮纸、白色牛皮纸、再生纸、覆膜纸、pe淋膜纸;所述的联线印刷机构对纸袋纸的最大印刷宽度为1050mm,最大印刷速度为120m/min,印刷颜色最多为4色,重复周长为390-800mm。
26.进一步的,所述的手挽制作机构的手挽裁切装置所裁切形成的手挽绳凸出高度为100-125mm,双层贴纸的宽度为40-50mm以及长度为152.4mm,裁切后的手挽绳间距为76.2mm。
27.进一步的,所述的双层贴纸复合机构的原纸放料卷部分放卷的原纸克重为90-170g/m2,复合形成的双层贴纸为为双层预制不干胶贴纸,双层贴纸与手挽粘贴的原纸、不干胶层和离型纸,离型纸为硅油型离型纸;所述的纸袋成型机构和纸袋成型部机构所形成的纸筒长度为270mm-430mm,形成的纸袋宽度为200mm-320mm,所形成的袋底宽度为30mm-150mm。
28.另外,本实用新型还涉及一种外卖手提袋的制造方法,包括如下步骤:
29.(1)通过上料放卷机构对纸袋纸进行放卷;
30.(2)通过联线印刷机构对纸袋纸进行印刷和烘干;
31.(3)通过手挽制作机构制造手挽,手挽由外层的纸绳纸和双层贴纸复合粘合紧手挽绳而成,手挽绳位于纸绳纸和双层贴纸之间;
32.(4)通过手挽贴合机构把手挽裁切成单个手挽并把单个手挽依次排列粘合在纸袋纸上,手挽与纸袋纸形成压实复合;
33.(5)通过纸袋成型机构把带有手挽的纸袋纸涂边胶并压纸传动,把上下层的纸袋纸压合粘合形成纸筒;
34.(6)通过纸袋成型部机构对纸筒分切形成单个纸袖,然后成型成纸袋并压线,压线后把纸袋底部进行开底和翻底并涂上底胶,压合粘贴底部形成纸袋;
35.(7)通过收袋机构输送纸袋至纸袋收集箱或纸袋收集槽,然后装箱包装,入库。
36.进一步的,所述的步骤(1)中将纸袋纸卷料推送至放卷机架上,通过凸键式的气涨轴装料,固定纸芯;利用液压升降结构调整放卷位置;放卷采用磁粉制动,自动恒张力控制;采用纠偏机构自动纠正纸袋张位置。
37.进一步的,所述的步骤(2)中将纸袋纸从压印辊与树脂板之间通过,在压印辊的作用下,油墨从树脂板转印到纸袋纸上,形成印刷。
38.进一步的,所述的步骤(3)中将手挽圆绳由手挽机带动并在圆绳过环和链条节中滑动穿过;手挽机采用独立的伺服电机驱动,通过浮动辊调整与手挽制作机构的各部件同速进行;双层贴纸分别涂布热熔胶和水胶,由一台熔胶装置提供热溶胶,由不锈钢压力罐及喷胶头供应水胶;手挽贴片后冲孔,保证手挽的精确输送和裁切;分切好的手挽通过传送装置输送到步骤(4)中。
39.综上所述,本实用新型的外卖手提袋的制造装置能生产具有双面胶离型纸手挽的外卖手提袋产品,外卖手提袋的袋口具有不干胶密封功能,使用时只需撕开离型纸,把面向的两个不干胶相互粘合,即可实现外卖手提袋的袋口粘合密封,粘性强,不容易分开,更不
容易受天气、温度、湿度等因素影响,袋子更加牢固实用。该外卖手提袋生产装置具有可连线生产配合将手挽自动粘贴在纸袋上成型并一同生产出来形成完整外卖手提袋产品,也可以先生产纸袋再贴手挽进行离线生产,还可以人手工折叠袋子以及粘贴手挽完成手工生产;该外卖手提袋的制造装置所制成的带不干胶离型纸贴的手挽不仅可以粘贴在牛皮纸的袋子材质上,还可以粘贴在铝箔纸等袋子材质上;整体的制造装置可实现具有密封袋口作用的手提外卖袋的连续性生产,生产效率高,手挽粘贴牢固,良品率高,专为生产具有防打开功能的外卖手提袋而设置,大大节省了生产该外卖手提袋所需的人力资源。
附图说明
40.图1是本实用新型实施例1的上料放卷机构的结构示意简图;
41.图2是本实用新型实施例1的联线印刷机构的结构示意简图;
42.图3是本实用新型实施例1的手挽制作机构的结构示意简图;
43.图4是本实用新型实施例1的手挽贴合机构的结构示意简图;
44.图5是本实用新型实施例1的收袋机构的结构示意简图;
45.图6是双层贴纸复合机构的结构示意简图;
46.图7是印刷部的结构示意简图;
47.图8是图7中a处的放大图;
48.图9是手挽的结构示意简图;
49.图10是纸袋成型机构的结构示意图;
50.图11是纸袋成型部机构的结构示意图;
51.图12是拉料牵引装置的结构示意图;
52.图13是切断装置在切断纸筒前的示意图;
53.图14是切断装置在切断纸筒时的示意图;
54.图15是切断装置在切断纸筒后的示意图;
55.图16是传送轮装置与切断装置衔接的示意图;
56.图17是压线装置的示意图;
57.图18是方底成型大毂装置的局部侧面示意图;
58.图19是方底成型大毂装置的局部俯视示意图;
59.图20是涂胶橡胶与袋底涂胶时的示意图;
60.图21是插底装置的示意图;
61.附图中的标记为:上料放卷机构1;联线印刷机构2;手挽制作机构3;手挽贴合机构4;纸袋成型机构5;纸袋成型部机构6;收袋机构7;放卷机架8;上料装置9;气涨轴10;气涨轴锁紧装置11;纠偏机构12;放卷操作面板13;纸袋纸卷料14;进料部15;印刷部16;烘干部17;出纸部18;手挽放料装置19;手挽成型装置20;手挽传输装置21;手挽机22;定位装置23;双层贴纸放料机构24;纸绳纸放料机构25;贴片冲孔装置26;手挽裁切装置27;;手挽涂胶装置28;复合装置29;收袋机30;平带31;侧边手袋工作台32;侧边手袋输送带33;油墨槽34;传墨辊35;网纹辊36;印刷辊37;树脂板38;压印辊39;刮墨刀40;孔穴41;双层贴纸复合机构42;原纸放料卷部分43;涂布部分44;离型纸放卷部分45;传导部分46;复合部分47;收卷部分48;手挽原绳49;双层贴纸50;纸袋成型机座51;成型模板组件52;压纸轮53;插边轮54;调节
座手轮55;调节手柄56;中心固定杆57;主机58;拉料牵引装置59;切断装置60;传送轮装置61;压线装置62;开底装置63;翻底装置64;方底成型大毂装置65;上底胶装置66;插底装置67;合底装置68;传送毂装置69;收袋大毂装置70;拉料牵引轮71;牵引轮锁紧螺钉72;牵引力调压手柄73;离压手柄74;切断上辊滚筒75;切断下辊滚筒76;切断刀上座77;切断刀78;切断刀下座79;上压轮80;下压轮81;压纸轮82;第一压线上刀83;第二压线上刀84;底刀轮85;第一压线底刀86;第二压线底刀87;上刀调节座88;底刀固定座89;大毂轮90;中心夹子91;第一夹具92;夹边夹子93;衬板94;第二夹具95;第二夹具辐板锁紧螺母96;中心夹子辐板锁紧螺母97;涂胶橡胶98;袋底99;插底凸轮100;插底刀101;插底刀固定臂102;插底刀摆动臂103;夹具固定刀座104。
具体实施方式
62.实施例1
63.本实施例1所描述的一种外卖手提袋的制造装置,包括上料放卷机构1、联线印刷机构2、手挽制作机构3、手挽贴合机构4、纸袋成型机构5、纸袋成型部机构6、收袋机构7。
64.如图1所示,所述的上料放卷机构包括放卷机架8、设置于放卷机架上的上料装置9、与上料装置连接并装载料卷固定纸芯的气涨轴10、与气涨轴连接并对其锁紧的气涨轴锁紧装置11、设于放卷机架上并对料卷放卷自动纠正纸袋纸位置的纠偏机构12、对纸袋纸张力进行感应检测的张力传感器(图中没显示)、控制放卷动作的放卷操作面板13;操作人员将纸袋纸卷料14推送到放卷机架,通过凸键式结构的气涨轴装料,固定纸芯;利用液压升降结构调整放卷位置;放卷采用磁粉制动,自动恒张力控制,纠偏机构可以自动纠正纸张位置。
65.如图2所示,所述的联线印刷机构包括与上料放卷机构的纸袋纸放卷端承接的进料部15、与进料部承接并对纸袋纸进行印刷的印刷部16、与印刷部进行承接并对纸袋纸进行烘干的烘干部17、与烘干部进行承接并对纸袋纸进行出纸工序的出纸部18。
66.如图3所示,所述的手挽制作机构包括手挽放料装置19、手挽成型装置20和手挽传输装置21;手挽放料放置装置包括对手挽圆绳进行放料的手挽机22、对手挽圆绳进行拉扯定位成型成方形波的定位装置23、对双层贴纸进行放料的双层贴纸放料机构24、对纸绳纸进行放料的纸绳纸放料机构25;手挽成型装置包括对双层贴纸底面涂布热熔胶的熔胶装置(图中未显示)和纸绳纸底面涂布水胶的不锈钢压力罐及喷胶头(图中未显示)、对带有双层贴纸的手挽圆绳另一面与纸绳纸进行贴片粘合并冲孔的贴片冲孔装置26、对方形波的手挽圆绳和双层贴纸贴合后沿传输方向进行一开二纵向裁切的手挽裁切装置27;手挽的双层贴纸卷料安放在双层贴纸放料机构中,双层贴纸为双层预制不干胶贴纸,手挽圆绳由手挽机带动可在圆绳过环和链条节中滑动穿过,手挽机采用独立的伺服电机驱动,通过浮动辊调整与生产线同速,双层贴纸分别涂布热熔胶和水胶,由一台熔胶装置提供热溶胶,以及由不锈钢压力罐及喷胶头供应水胶;手挽圆绳贴上双层贴纸形成贴片后冲孔,保证手挽后续的精确输送和裁切;分切好的手挽通过传送装置等输送到制袋机的手挽贴合机构中。如图9所示,手挽包括了手挽原绳49和双层贴纸50。
67.如图4所示,手挽贴合机构包括把手挽裁切成单个手挽的手挽裁切装置(图中未显示)、对手挽进行涂胶的手挽涂胶装置28、与联线印刷机构的出纸部承接并对纸袋纸进行贴
手挽的位置进行切口和涂胶的切口涂胶装置(图中未显示)、把纸袋纸和手挽汇合后手挽粘贴于纸袋纸上并压实复合的复合装置29。由联线印刷机构送来的纸袋纸和手挽制作机构送来的手挽在手挽贴合机构汇合,手挽裁切装置负责将手挽按规定的长度切断成单个的手挽,再将其粘贴到纸袋纸的规定位置上并压实,在粘贴之前在纸袋纸上对应手挽处打切口和涂胶。
68.如图10所示,纸袋成型机构包括纸袋成型机座51、设于纸袋成型机座上并承接手挽贴合机构出纸端并由成形上模板和成形下模板组成的成型模板组件52、设于纸袋成型机座上并把手挽贴合机构出来的纸袋纸进行压住的压纸轮53、位于成形上模板和成形下模板中间位置的插边轮54、与插边轮连接安装可调节插边轮插入深度的调节座手轮55、设于压纸轮上可任意调节压纸轮位置的调节手柄56;压纸轮上还设有配重块,纸袋成型机座上还设有调整成型上模板和成形下模板固定于纸袋成型机座中心位置的中心固定杆57。根据不同的袋宽,选择好不同的成形上模板和成形下模板,把成形上模板和成形下模板固定座安装到纸袋成型机座的中心;根据调整好的成形上模板和成形下模板,调整插边轮,使插边轮在成形上、下模板的中间位置,再根据不同袋的纸筒夹边大小,调整调节座手轮,实现调节插边轮的插入深度;纸筒的大、小边成形是由压纸轮压住而成,不同的袋宽与夹边的纸筒,压纸轮的位置是不同的;松开压纸轮上的调节手柄可任意调节压纸轮的位置;压纸轮上的配重块也可根据需要任意加减配合;在纸筒从成形上模板和成形下模板出来,调整中心固定杆上的调节螺母,可使成形上模板和成形下模板固定在纸袋成型机座的中心位置。
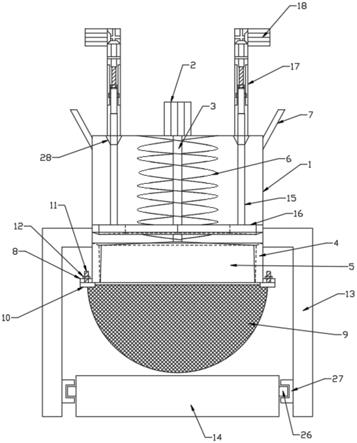
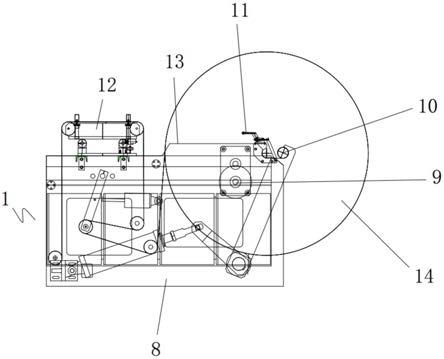
69.如图11所示,纸袋成型部机构包括主机机构和主机58,还包括设于主机上的拉料牵引装置59、切断装置60、传送轮装置61、压线装置62、开底装置63、翻底装置64、方底成型大毂装置65、上底胶装置66、插底装置67、合底装置68、控制装置(图中未显示)、传送毂装置69和收袋大毂装置70。主机采用伺服电机驱动。
70.如图12所示,所述的拉料牵引装置包括将纸袋成型机构中出来的纸筒拉紧并拉动纸筒的拉料牵引轮71、设于拉料牵引轮上对其进行锁定的牵引轮锁紧螺钉72、设于拉料牵引轮上对其进行拉紧压力调整的牵引力调压手柄73、与拉料牵引轮配合并实现其脱离拉紧力状态的离压手柄74。拉料牵引装置可以将纸筒拉紧并提供适当的压力来拉动纸筒,拉料牵引轮会将纸袋纸拉过纸袋成型机构的成型模板组件并形成纸筒出来,然后再送至切断装置进行裁切。拉料牵引轮是由伺服电机所驱动,因此在拉料牵引轮的每一回转间的拉纸量都可以设定。
71.如图13、图14和图15所示,所述的切断装置包括有切断上辊滚筒75、对切断下辊滚筒对向设置并同步反向转动的切断下辊滚筒76、设于切断上辊滚筒底部的切断刀上座77、安装于切断刀上座上并向下伸出的切断刀78、设于切断刀下辊滚筒顶部对应切断刀上座配合设置并容许切断刀滑入或滑出的切断刀下座79。切断上辊滚筒每一个回转都会驱动切断刀,将纸筒切成设定的长度。切断装置的切断刀采用旋转式锯齿切断刀或平刃切断刀切断纸筒,切断装置上还设有光电眼自动修正切断长度。
72.如图16所示,所述的传送轮装置包括对从切断装置出来的纸筒进行传送的上压轮80和下压轮81。传送装置的作用在于切断装置切断纸筒时,保持稳定的纸筒张力。传送装置还包括有对上压力和下压轮进行距离调整的调节螺钉(图中未显示)和调节齿轮(图中未显示)。
73.如图17所示,所述的压线装置包括有压纸轮82、安装于压纸轮上的第一压线上刀83和第二压线上刀84、与压纸轮配合安装的底刀轮85、安装于底刀轮上与第一压线上刀配合压线的第一压线底刀86和与第二压线上刀配合压线的第二压线底刀87。第一压线上刀和第二压线上刀以上刀调节座88安装于压纸轮上,第一压线底刀和第二压线底刀以底刀固定座89安装于底刀轮上。压线装置可以通过可调式底部压痕装置来调节纸袋底宽所需尺寸。
74.所述的开底装置采用开底辊筒和开底夹子的结构,开底辊筒处于方底成型大毂装置的上方转动;操作时,开底夹子伸入纸筒的夹边内,再将纸筒夹边的上页拨开,使袋体打开。当纸筒进入方底成型大毂装置时,开底夹子就会退出夹边区域。开底装置还设置有可调节所需纸袋底宽的凸轮。该开底装置也可以采用本领域技术人员所熟知的常规开底结构。
75.所述的翻底装置由侧导板和中间导杆构成,当纸筒离开开底辊筒时,侧导板会将已打开的袋底压平在方底成型大毂装置上,使袋底可以准备上胶。该翻底装置也可以采用本领域技术人员所熟知的常规翻底结构。
76.如图18和图19所示,所述的方底成型大毂装置包括大毂轮90,还包括安装于大毂轮上的中心夹子91、第一夹具92、夹边夹子93、衬板94和第二夹具95,第二夹具上安装有第二夹具辐板锁紧螺母96、中心夹子上安装有中心夹子辐板锁紧螺母97。当袋底开底之后,会在大毂轮上完成折叠、上底胶、封底、压平等工作。位于大毂轮表面的中心夹子会夹住纸筒的前缘,大毂轮的夹边夹子会夹住纸筒的下页,帮助袋底在开底辊筒上打开,大毂轮上的第一夹具和第二夹具会打开,使插底装置的插入刀可以将纸筒插入对应夹具内。大毂轮分为四等分,大毂轮每转一圈,可做出四个袋子。方底成型大毂装置为多层结构,中心夹子、第一夹具和第二夹具以及夹边夹子为可同步调整,方便尺寸调整。
77.所述的上底胶装置包括有对底胶进行上料的上胶辊、与上胶辊接触或接近接触形成传送底胶的传胶辊、与传胶辊接触或接近接触并对纸筒袋底进行涂胶的涂胶辊;涂胶辊上设有对袋底99进行涂胶的涂胶橡胶98。袋底上胶时,是由上胶辊带起,转送到传胶辊上,再涂在涂胶辊上,涂胶橡胶设有u型胶面,将u型胶面的底胶转涂到纸筒的袋底上。如图20所示。上底胶装置的底部涂胶离合为气动控制。
78.如图21所示,所述的插底装置包括有插底凸轮100,以及还包括有安装于插底凸轮上的插底刀101、与插底刀连接安装配合的插底刀固定臂102和插底刀摆动臂103,方底成型大毂装置的第一夹具和第二夹具上还设有与插底刀配合安装的夹具固定刀座104。插底刀会将打开的袋底插入第一夹具和第二夹具内。插底刀可以前后转动,使插底刀可以在对应的夹具闭合时顺利缩回。
79.所述的合底装置包括有合底棒和闭合板,合底棒由链条带动,合底棒会以比纸筒和大毂轮更快的速度转动,将第二袋底的折页折起来,然后第一袋底折页(袋底前缘)会接触到固定不动的闭合板而将袋底完全封合起来。该合底装置也可以采用本领域技术人员所熟知的常规翻底结构。
80.由方底成型大毂装置的大毂轮制作好的袋子经传送毂装置的传送毂传送给收袋大毂装置的收袋大毂,传送毂和收袋大毂上均安装有叼纸牙夹住成品袋子的底部前沿,最后汇集在收袋机构上。传送毂和收袋大毂都由齿轮传动与主机同步以保证袋子传送的精确性。
81.如图5所示,收袋机构包括与主机同步驱动的收袋机30,收袋机对应纸袋成型部机
构的出袋端设置平带31输送纸袋,收袋机侧边设有侧边手袋工作台32,侧边收袋工作台上设有侧边手袋输送带33传送纸袋。收袋机构与主机同步驱动,主机至收集位置采用平带输送;侧边收袋工作台采用输送带传送,成品计数按设定数量自动移位,方便计数。
82.在本实施例1中,如图7和图8所示,所述的印刷部包括盛载有油墨的油墨槽34、部分浸没于油墨槽内的传墨辊35、与传墨辊对应接触并传导粘附传墨辊表面油墨的网纹辊36、与网纹辊对应接触并传导粘附网纹辊表面油墨的印刷辊37、沿印刷辊表面环形贴合安装的树脂板38、与树脂板表面对应设置并与树脂板表面配合压印油墨于纸袋纸上的压印辊39;还包括有对应网纹辊表面设置把网纹辊表面多余油墨刮走循环回流到油墨槽内的刮墨刀40,网纹辊表面设有凹陷设置收纳油墨的孔穴41,树脂板表面带有凸出的图文图案。传墨辊将油墨从油墨槽传导到网纹辊上,刮墨刀将多余的油墨从网纹辊表面刮走,多余油墨循环回到油墨槽中,网纹辊孔穴中的油墨传输到带有图文的树脂版表面,在压印辊的作用下,油墨从树脂板转印到纸袋纸上。
83.在本实施例1中,如图6所示,还包括有对双层贴纸进行复合粘贴的双层贴纸复合机构42,所述的双层贴纸复合机构包括对原纸进行放卷的原纸放料卷部分43、承接原纸放料卷部分并对原纸涂布不干胶的涂布部分44、对离型纸进行放卷的离型纸放卷部分45、承接离型纸放卷部分的离型纸出纸端并传导离型纸的传导部分46、把涂布部分的原纸和传导部分的离型纸汇合后采用压辊复合形成双层贴纸的复合部分47、对复合后的双层贴纸收卷形成双层贴纸母卷的收卷部分48;收卷部分的放料端设有把双层贴纸母卷分切成所需宽度尺寸的分切部分(图中未显示),分切部分的出料端承接双层贴纸放料机构的入料端。该手挽的贴纸也可以采用3层以上的预制不干胶贴纸,包含原纸,胶水层以及离型纸等3层结构;原纸从原纸放料卷部分进料,经过涂布部分的涂布机构进行施胶,胶水的厚度和尺寸根据手挽的贴纸规格进行调整;离型纸从离型纸放卷部分进料,在复合部分处与涂胶的原纸汇合,在压辊的作用下完成复合工序;不干胶贴纸完成复合后进入收卷部分,然后根据手挽所需贴纸的尺寸将母卷分切成所需的宽度尺寸。
84.在本实施例1中,所述的上料放卷机构上装载的料卷最大放卷直径为1500mm,纸袋纸最大宽度为970mm,纸袋纸克重为90-170g/m2,纸袋纸类型为褐色牛皮纸、白色牛皮纸、再生纸、覆膜纸、pe淋膜纸;所述的联线印刷机构对纸袋纸的最大印刷宽度为1050mm,最大印刷速度为120m/min,印刷颜色最多为4色,重复周长为390-800mm。
85.在本实施例1中,所述的手挽制作机构的手挽裁切装置所裁切形成的手挽绳凸出高度为100-125mm,双层贴纸的宽度为40-50mm以及长度为152.4mm,裁切后的手挽绳间距为76.2mm。
86.在本实施例1中,所述的双层贴纸复合机构的原纸放料卷部分放卷的原纸克重为90-170g/m2,复合形成的双层贴纸为为双层预制不干胶贴纸,双层贴纸与手挽粘贴的原纸、不干胶层和离型纸,离型纸为硅油型离型纸;所述的纸袋成型机构和纸袋成型部机构所形成的纸筒长度为270mm-430mm,形成的纸袋宽度为200mm-320mm,所形成的袋底宽度为30mm-150mm。
87.另外,本实施例1还涉及一种外卖手提袋的制造方法,包括如下步骤:
88.(1)通过上料放卷机构对纸袋纸进行放卷;
89.(2)通过联线印刷机构对纸袋纸进行印刷和烘干;
90.(3)通过手挽制作机构制造手挽,手挽由外层的纸绳纸和双层贴纸复合粘合紧手挽绳而成,手挽绳位于纸绳纸和双层贴纸之间;
91.(4)通过手挽贴合机构把手挽裁切成单个手挽并把单个手挽依次排列粘合在纸袋纸上,手挽与纸袋纸形成压实复合;
92.(5)通过纸袋成型机构把带有手挽的纸袋纸涂边胶并压纸传动,把上下层的纸袋纸压合粘合形成纸筒;
93.(6)通过纸袋成型部机构对纸筒分切形成单个纸袖,然后成型成纸袋并压线,压线后把纸袋底部进行开底和翻底并涂上底胶,压合粘贴底部形成纸袋;
94.(7)通过收袋机构输送纸袋至纸袋收集箱或纸袋收集槽,然后装箱包装,入库。
95.在本实施例1中,所述的步骤(1)中将纸袋纸卷料推送至放卷机架上,通过凸键式的气涨轴装料,固定纸芯;利用液压升降结构调整放卷位置;放卷采用磁粉制动,自动恒张力控制;采用纠偏机构自动纠正纸袋张位置。
96.在本实施例1中,所述的步骤(2)中将纸袋纸从压印辊与树脂板之间通过,在压印辊的作用下,油墨从树脂板转印到纸袋纸上,形成印刷。
97.在本实施例1中,所述的步骤(3)中将手挽圆绳由手挽机带动并在圆绳过环和链条节中滑动穿过;手挽机采用独立的伺服电机驱动,通过浮动辊调整与手挽制作机构的各部件同速进行;双层贴纸分别涂布热熔胶和水胶,由一台熔胶装置提供热溶胶,由不锈钢压力罐及喷胶头供应水胶;手挽贴片后冲孔,保证手挽的精确输送和裁切;分切好的手挽通过传送装置输送到步骤(4)中。
98.该外卖手提袋的制造装置能生产具有双面胶离型纸手挽的外卖手提袋产品,外卖手提袋的袋口具有不干胶密封功能,使用时只需撕开离型纸,把面向的两个不干胶相互粘合,即可实现外卖手提袋的袋口粘合密封,粘性强,不容易分开,更不容易受天气、温度、湿度等因素影响,袋子更加牢固实用。该外卖手提袋生产装置具有可连线生产配合将手挽自动粘贴在纸袋上成型并一同生产出来形成完整外卖手提袋产品,也可以先生产纸袋再贴手挽进行离线生产,还可以人手工折叠袋子以及粘贴手挽完成手工生产;该外卖手提袋的制造装置所制成的带不干胶离型纸贴的手挽不仅可以粘贴在牛皮纸的袋子材质上,还可以粘贴在铝箔纸等袋子材质上;整体的制造装置可实现具有密封袋口作用的手提外卖袋的连续性生产,生产效率高,手挽粘贴牢固,良品率高,专为生产具有防打开功能的外卖手提袋而设置,大大节省了生产该外卖手提袋所需的人力资源。
99.该外卖手提袋的制造装置及其制造方法生产出来的外卖手提袋产品能装载单杯饮料或双杯饮料,根据不同的装载容量而调整手提袋大小尺寸。
100.该外卖手提袋的性能测试表格如下:
101.102.[0103][0104]
从上述的性能测试表格中可知,油墨耐磨性能上,无明显掉色,性能优越;底胶及边胶粘合的性能上,粘结牢固,纤维撕裂不小于70%;离型纸剥离力的性能上,胶水测试180度剥离力,为:≥0.68kn/m(20mm),剥离性能优越;离型纸粘合力的性能上,粘结牢固,胶水对胶水粘合位置纤维撕裂不小于70%;承重测试,其动态和静态承重测试上的性能优越,纸袋韧性足,不容易破裂;不干胶粘合测试,不干胶粘结牢固,没有被剥离弹开,性能优越。
[0105]
该外卖手提袋的悬挂测试表格如下:
[0106]
[0107][0108]
从上述的悬挂测试中可知,其手挽的离型纸剥离后通过不干胶粘贴形成袋口密封后,通过不同时间段和温度等的设定进行的测试,其袋口没有被打开的情况出现,且手挽与纸袋的粘固性好,牢固,悬挂性能十分优越。
[0109]
该外卖手提袋的外卖环境中进行外卖测试的表格如下:
[0110]
[0111][0112]
从上述的外卖测试中可知,其手挽的离型纸剥离后通过不干胶粘贴形成袋口密封后,通过在保温箱的外卖环境设定中进行测试,其袋口没有被打开的情况出现,且手挽与纸袋的粘固性好,牢固,悬挂性能十分优越。
[0113]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的结构作任何
形式上的限制。凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。