1.本发明涉及对卡盘工作台的高度或倾斜进行调整的微调装置和具有该微调装置的加工装置。
背景技术:
2.如专利文献1、2所公开的那样,使用磨削磨具对卡盘工作台的保持面所保持的被加工物进行磨削的磨削装置具有微调装置,该微调装置对卡盘工作台的倾斜进行调整,以便使保持面与磨削磨具的下表面平行。
3.这样的微调装置利用电动机使支承卡盘工作台的螺纹支柱旋转,通过螺纹支柱的螺入而将卡盘工作台推起或按下,从而变更卡盘工作台的倾斜。
4.专利文献1:日本特开2002-001653号公报
5.专利文献2:日本特开2008-264913号公报
6.以往在使卡盘工作台下降时,当使螺纹支柱向使卡盘工作台下降的方向旋转时,卡盘工作台会过度地下降,使螺纹支柱向上升方向旋转而使卡盘工作台上升该过度的量(反冲调整)。因此,存在倾斜调整花费时间的问题。
技术实现要素:
7.由此,本发明的目的在于提供能够缩短调整时间的卡盘工作台的微调装置和具有该微调装置的加工装置。
8.根据本发明的一个方式,提供微调装置,其夹设在工作台基座与支承该工作台基座的基台之间,对该工作台基座与该基台之间的距离进行调整,该工作台基座将在保持面上保持被加工物的卡盘工作台支承为能够旋转,其中,该微调装置具有:支承部件,其具有上部、中间部以及下部,该上部固定于工作台基座,该中间部固定于基台;收纳室,其形成于该支承部件;压电致动器,其收纳于该收纳室内,能够在垂直方向上伸缩;以及伸缩构造部,其交替形成多个从第1侧将该中间部部分地切断的第1缝和从该第1侧的相反侧将该中间部部分地切断的第2缝,由此能够使该收纳室在垂直方向上伸缩,通过控制提供至该压电致动器的电压而使该压电致动器伸缩,从而使该伸缩构造部伸缩而能够变更该基台与该工作台基座之间的距离。
9.优选上述微调装置还具有使该伸缩构造部压缩的压缩弹簧机构。
10.根据本发明的另一方式,提供加工装置,其中,该加工装置具有:卡盘工作台,其在保持面上保持被加工物;加工单元,其具有配设成能够旋转的加工器具,该加工单元对该卡盘工作台的该保持面所保持的被加工物进行加工;控制单元;以及微调装置,其夹设在将该卡盘工作台支承为能够旋转的工作台基座与配设有该工作台基座的基台之间,对该工作台基座与该基台之间的距离进行调整,该微调装置包含:支承部件,其具有上部、中间部以及下部,该上部固定于工作台基座,该中间部固定于基台;收纳室,其形成于该支承部件;压电致动器,其收纳于该收纳室内,能够在垂直方向上伸缩;以及伸缩构造部,其交替形成多个
从第1侧将该中间部部分地切断的第1缝和从该第1侧的相反侧将该中间部部分地切断的第2缝,由此能够使该收纳室在垂直方向上伸缩,该控制单元通过控制提供至该微调装置的该压电致动器的电压而使该压电致动器伸缩,从而能够调整以能够旋转的方式搭载于该工作台基座上的该卡盘工作台的保持面的倾斜。
11.优选该加工单元包含呈环状配设有多个磨削磨具的能够旋转的磨削磨轮,该加工装置还具有:电动机,其以该保持面为中心而使该卡盘工作台的旋转轴旋转;以及编码器,其对该旋转轴的旋转角度进行检测,该控制单元根据该编码器所检测的该旋转角度而控制提供至该压电致动器的电压,根据该旋转角度使该保持面的倾斜变化,利用该磨削磨具对被加工物进行磨削。
12.本发明的微调装置通过形成于支承部件的中间部的多个缝所构成的弹性构造而具有较高的响应性,因此与以往的调整轴相比能够以较短的时间变更保持面的倾斜或变更高度位置。另外,微调装置使用压电致动器,因此也能够极轻微地调整工作台基座与基台之间的距离。另外,微调装置具有压缩弹簧机构,因此能够使全长缩短,还能够实现加工装置的小型化。
附图说明
13.图1是示出加工装置的整体的立体图。
14.图2是示出工作台基座和微调装置的立体图。
15.图3是微调装置的立体图。
16.图4是微调装置的剖视图。
17.图5是尤其将微调装置的内部中的伸缩构造部局部放大而示出的剖视图。
18.图6是示出被加工物的一例的俯视图。
19.图7的(a)是示出对大扇形部分进行磨削的情况的剖视图,图7的(b)是示出对小扇形部分进行磨削的情况的剖视图。
20.图8是示出被加工物的其他例的俯视图。
21.标号说明
22.1:加工装置;10:基座;11:柱;100:内部基座;14:被加工物;140:上表面;15:被加工物;150:上表面;151:小扇形部分;152:大扇形部分;16:被加工物;160:上表面;161:第1部分;162:第2部分;18:厚度测量单元;19:控制单元;2:保持单元;20:卡盘工作台;21:吸引部;210:保持面;22:框体;220:上表面;23:工作台基座;230:凹部;231:贯通孔;27:罩;28:折皱;29:固定螺钉;260:电动机;261:编码器;2100:中心;3:加工单元;31:壳体;30:主轴电动机;32:主轴;33:安装座;34:磨削磨轮;35:旋转轴线;340:磨削磨具;341:磨轮基台;342:下表面;4:加工进给机构;40:滚珠丝杠;41:导轨;42:z轴电动机;43:升降板;44:支托;45:旋转轴线;470:标尺;471:读取部;5:水平移动机构;50:滚珠丝杠;51:导轨;52:y轴电动机;53:基台;55:旋转轴线;6:基座与基台之间的距离;7:微调装置;70:支承部件;73:缝;700:上部;701:螺纹孔;702:中间部;704:下部;709:下端;71:压电致动器;72:收纳室;720:上端;74:贯通孔;740:上部;741:内螺纹;742:中部;744:下部;8:伸缩构造部;80:压缩弹簧机构;81:碟形弹簧;82:螺栓;820:轴部;821:外螺纹;822:凸缘部。
具体实施方式
23.图1所示的加工装置1是使用加工单元3对圆板状的被加工物14进行磨削加工的磨削装置。以下,对加工装置1的结构进行说明。如图1所示,加工装置1具有沿y轴方向延伸设置的基座10以及竖立设置于基座10的 y方向侧的柱11。
24.在柱11的-y方向侧的侧面上配设有将加工单元3支承为能够升降的加工进给机构4。加工单元3例如是磨削单元,该磨削单元具有:主轴32,其具有z轴方向的旋转轴线35;壳体31,其将主轴32支承为能够旋转;主轴电动机30,其使主轴32以z轴方向的轴心为轴而旋转驱动;安装座33,其与主轴32的下端连接;以及磨削磨轮34,其以能够装卸的方式安装于安装座33的下表面上。
25.磨削磨轮34具有磨轮基台341以及呈环状排列在磨轮基台341的下表面的大致长方体状的多个磨削磨具340。磨削磨具340是对被加工物14进行加工的加工器具。磨削磨具340的下表面342是与被加工物14接触的磨削面。
26.使用主轴电动机30使主轴32旋转,由此与主轴32连接的安装座33和安装于安装座33的下表面的磨削磨轮34一体地旋转。
27.加工进给机构4具有:滚珠丝杠40,其具有z轴方向的旋转轴线45;一对导轨41,它们与滚珠丝杠40平行地配设;z轴电动机42,其使滚珠丝杠40以旋转轴线45为轴而旋转;升降板43,其内部的螺母与滚珠丝杠40螺合,升降板43的侧部与导轨41滑动接触;以及支托44,其与升降板43连结,对加工单元3进行支承。
28.当通过z轴电动机42对滚珠丝杠40进行驱动而使滚珠丝杠40以旋转轴线45为轴进行旋转时,与此相伴升降板43被导轨41引导而在z轴方向上进行升降移动,并且支托44所保持的加工单元3在z轴方向上移动。
29.在导轨41的-y方向侧的侧面上配设有标尺470,在升降板43的 x方向侧的侧面上配设有读取部471。读取部471例如具有对形成于标尺470的刻度的值进行读取的光学式的识别机构等,能够对标尺470的刻度进行识别而识别出加工单元3的高度位置。
30.在基座10上配设有保持单元2。保持单元2具有对被加工物14进行保持的卡盘工作台20。卡盘工作台20具有圆板状的吸引部21以及对吸引部21进行支承的框体22。吸引部21的上表面是对被加工物14进行保持的保持面210,框体22的上表面220与保持面210形成为同一平面。
31.另外,保持单元2具有:电动机260,其使卡盘工作台20以保持面210的中心2100为轴而旋转;以及编码器261,其对卡盘工作台20的旋转角度进行检测。能够一边使用编码器261对卡盘工作台20的旋转角度进行检测一边使用电动机260使卡盘工作台20旋转。
32.在与卡盘工作台20相邻的位置配设有对被加工物14的厚度进行测量的厚度测量单元18。厚度测量单元18例如具有接触式的高度计等,使该高度计与被加工物14的上表面140和框体22的上表面220接触而测量两者的高度差,由此能够测量被加工物14的厚度。
33.另外,在卡盘工作台20的周围配设有罩27,罩27以能够伸缩的方式与折皱28连结。构成为当卡盘工作台20在y轴方向上水平移动时,罩27与卡盘工作台20一体地在y轴方向上移动而使折皱28伸缩。
34.在基座10的内部配设有内部基座100。在内部基座100上配设有使卡盘工作台20在水平方向上移动的水平移动机构5。水平移动机构5具有:滚珠丝杠50,其具有y轴方向的旋
转轴线55;y轴电动机52,其使滚珠丝杠50以旋转轴线55为轴而旋转;一对导轨51,它们与滚珠丝杠50平行地配设;以及基台53,其底部的螺母与滚珠丝杠50螺合,沿着导轨51在y轴方向上移动。使用y轴电动机52使滚珠丝杠50旋转,由此基台53被导轨51引导而在y轴方向上水平地移动。
35.卡盘工作台20以能够旋转的方式支承于工作台基座23。如图2所示,工作台基座23形成为圆环状,在工作台基座23的内周孔23a中插入有卡盘工作台20的未图示的支承轴,在支承轴与工作台基座23的内周面之间借助轴承而将卡盘工作台20以能够旋转的方式搭载于支承基座23。在工作台基座23的同一圆周上的等间隔的位置例如形成有三个凹部230,在凹部230形成有沿z轴方向贯通工作台基座23的贯通孔231。
36.卡盘工作台20例如支承于三个微调装置7。如图3所示,各微调装置7具有沿z轴方向延伸的支承部件70。支承部件70具有圆筒状的上部700。上部700形成为能够与图2所示的工作台基座23的贯通孔231松动嵌合。在图2中,支承部件70的上部700(在图2中未图示)松动嵌合于工作台基座23的贯通孔231而使微调装置7和工作台基座23成为一体。
37.在上部700中形成有与固定螺钉29螺合的螺纹孔701。例如如图2所示,在上部700与工作台基座23的贯通孔231松动嵌合而使微调装置7和工作台基座23成为一体的状态下,使固定螺钉29与螺纹孔701螺合,由此将微调装置7固定于工作台基座23。
38.如图3所示,支承部件70具有:大致长方体状的中间部702,其与上部700的下端连接;以及圆筒状的下部704,其与中间部702的下端连接。与上部700相比,下部704形成为大直径。下部704插入至形成于图1所示的基台53的孔56中,微调装置7以能够调整的方式将工作台基座23和基台53连结。
39.如图3所示,在中间部702上形成有未将支承部件70完全切断的多个缝73。各个缝73形成于与z轴方向垂直的xy平面方向,从中间部702的-x方向侧向 x方向切入而形成的缝73和从中间部702的 x方向侧向-x方向切入而形成的缝73隔开间隔而交替排列,构成层。如图3所示,在支承部件70的中间部702的两侧形成有一对安装孔703。
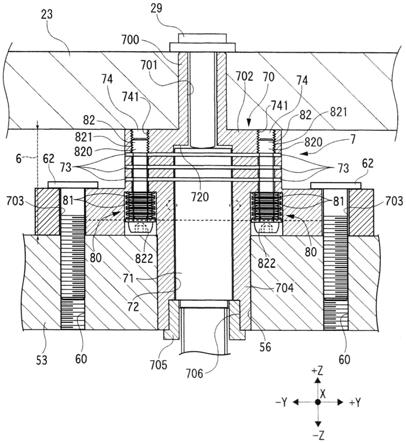
40.如图4所示,微调装置7具有从支承部件70的中间部702的内部到下部704的内部沿z轴方向延伸的收纳室72,在收纳室72的下部形成有内螺纹706,在内螺纹706上螺合有环状螺钉705。在收纳室72中收纳有能够在z轴方向上伸缩的压电致动器71。压电致动器71与未图示的电源连接,从该电源向压电致动器71提供电压,由此能够使压电致动器71在z轴方向上伸缩。压电致动器71被固定螺钉29和环状螺钉705压缩。
41.如图4所示,关于微调装置7的支承部件70,将螺钉62插入至形成于中间部702的安装孔703中,使螺钉62与形成于基台53的螺纹孔60螺合,由此支承部件70固定于基台53。
42.微调装置7具有伸缩构造部8,该伸缩构造部8具有形成于支承部件70的多个缝73和压缩弹簧机构80。
43.压缩弹簧机构80具有形成于支承部件70的内部的收纳室72的 y方向侧和-y方向侧的两个贯通孔74。在图5中示出将形成于收纳室72的 y方向侧的贯通孔74放大的局部放大图。贯通孔74形成为沿z轴方向贯通支承部件70,贯通孔74具有上部740、中部742以及下部744。上部740和中部742具有大致相同的直径,与上部740和中部742相比,下部744形成为大直径。在上部740形成有内螺纹741。
44.另外,压缩弹簧机构80具有与贯通孔74卡合的螺栓82。螺栓82具有沿z轴方向延伸
的轴部820和形成于轴部820的下端的凸缘部822。轴部820形成为能够进入至贯通孔74的上部740和中部742的大小,凸缘部822形成为能够进入至下部744的大小。
45.在轴部820的前端形成有与内螺纹741对应的外螺纹821。在压缩弹簧机构80中,轴部820的外螺纹821与贯通孔74的内螺纹741螺合而将轴部820紧固于贯通孔74的上部740。
46.在贯通孔74的下部744收纳有能够在z轴方向上伸缩的碟形弹簧81。碟形弹簧81在被轴部820贯通的状态下支承于凸缘部822。
47.在微调装置7中,当对图4所示的压电致动器71提供电压时,压电致动器71在z轴方向上伸长,并且通过压电致动器71将收纳室72的内壁的上端720向 z方向推起,收纳室72伸长,支承部件70的上部700和中间部702的上部分被向 z方向推起。
48.当支承部件70的上部700和中间部702的上部分被压电致动器71向 z方向推起时,固定于图5所示的贯通孔74的上部740的轴部820被向 z方向拉起。由此,支承部件70的中间部702的下部分按照缝73的弹性构造而在z轴方向上伸长,并且螺栓82的凸缘部822向 z方向上升,碟形弹簧81在凸缘部822与支承部件70的中间部702的下端709之间被压缩。
49.通过这样的动作,图4所示的支承部件70的上部700向 z方向上升,并且支承部件70的中间部702在z轴方向上伸长,由此能够使工作台基座23与基台53之间的距离6伸长。
50.另外,通过停止对压电致动器71提供电压,压电致动器71在z轴方向上收缩而返回至原来的长度,并且收纳室72返回至原来的长度,支承部件70的上部700和中间部702的高度位置返回至原来的高度位置。
51.通过对压电致动器71提供电压而使压电致动器71伸长或者停止对压电致动器71提供电压而使压电致动器71收缩,能够变更工作台基座23与基台53之间的距离6。
52.例如通过使用图2所示的三个微调装置7中的一个微调装置7来变更配设有该微调装置7的一处的工作台基座23与基台53之间的距离6,能够变更卡盘工作台20的保持面210的倾斜。通过使用三个微调装置7中的两个微调装置7来变更配设有这两个微调装置7的两处的工作台基座23与基台53之间的距离6,也能够变更保持面210的倾斜。
53.另外,例如通过使用三个微调装置7来按照相同的大小变更配设有这三个微调装置7的三处的工作台基座23与基台53之间的距离6,能够变更卡盘工作台20的保持面210的高度。
54.如图1所示,加工装置1具有对加工装置1的各种机构进行控制的控制单元19。控制单元19特别是具有如下的功能:对提供至微调装置7的压电致动器71的电压的大小进行控制而将保持面210的倾斜变更成适当的倾斜或将保持面210的高度变更成适当的高度。
55.在使用加工装置1对被加工物14进行磨削加工时,首先将图1所示的被加工物14载置于卡盘工作台20的保持面210上。并且,使与卡盘工作台20连接的未图示的吸引源进行动作,将所产生的吸引力传递至保持面210上。由此,将被加工物14吸引保持于保持面210上。
56.接着,在将被加工物14吸引保持于保持面210上的状态下,使用水平移动机构5使卡盘工作台20向 y方向移动,将被加工物14定位于加工单元3的下方。此时,按照磨削磨具340的下表面342通过被加工物14的中心的方式调整两者的水平位置关系。
57.另外,预先使用电动机260使卡盘工作台20以中心2100为轴而旋转从而使保持面210所保持的被加工物14旋转,并且使用主轴电动机30使磨削磨具340以旋转轴线35为轴而旋转。
58.在保持面210所保持的被加工物14旋转且磨削磨具340以旋转轴线35为轴而旋转的状态下,使用加工进给机构4使加工单元3向-z方向下降。由此,磨削磨具340的下表面342与被加工物14的上表面140接触。
59.在磨削磨具340的下表面342与被加工物14的上表面140接触的状态下,进一步使磨削磨具340向-z方向下降,由此对被加工物14进行磨削。在被加工物14的磨削加工中,使用厚度测量单元18测量被加工物14的厚度。
60.在使用加工装置1进行磨削加工时,有时形成图6所示那样的局部具有不同厚度的被加工物15。这样的厚度差例如是1μm以下。图6所示的被加工物15由具有不同厚度的小扇形部分151和大扇形部分152构成。小扇形部分151的厚度比大扇形部分152的厚度大,被加工物15的上表面150未形成为均匀的高度。
61.在对这样的被加工物15进行磨削而修正为均匀的厚度时,首先一边使用图1所示的厚度测量单元18测量被加工物15的厚度一边使用电动机260使卡盘工作台20旋转,并且使用编码器261对卡盘工作台20的旋转角度进行检测。由此,按照卡盘工作台20的旋转角度测量被加工物15的厚度。
62.并且,如图7的(a)所示,使旋转的磨削磨具340的下表面342与保持面210所保持的被加工物15接触。在图7的(a)所示的状态下,磨削磨具340的下表面342与被加工物15的大扇形部分152接触,但通过电动机260使卡盘工作台20旋转,因此不久如图7的(b)所示,磨削磨具340的下表面342与被加工物15的小扇形部分151接触。
63.这里,通过控制单元19进行控制,对支承卡盘工作台20的三个微调装置7的压电致动器71提供电压,保持面210向 z方向上升。由此,相比于磨削磨具340的下表面342与被加工物15的大扇形部分152接触时,保持面210的高度增高,相比于磨削磨具340的下表面342与大扇形部分152接触时,更大幅地磨削被加工物15的小扇形部分151。
64.在进一步使卡盘工作台20旋转而如图7的(a)所示那样再次使磨削磨具340的下表面342与被加工物15的大扇形部分152接触时,通过控制单元19进行控制,提供至三个压电致动器71的电压减小,保持面210下降至原来的高度位置。
65.这样,根据卡盘工作台20的旋转角度,控制提供至压电致动器71的电压而变更保持面210的高度,由此在磨削磨具340的下表面342与小扇形部分151接触时,相比于磨削磨具340的下表面342与大扇形部分152接触时,更大幅地进行磨削,从而能够将被加工物15修正成均匀的厚度。
66.另外,也可以不像上述那样使用微调装置7使整个保持面210向 z方向上升,而是变更保持面210的倾斜以便更大幅地磨削被加工物15的小扇形部分151。具体而言,在磨削磨具340的下表面342与小扇形部分151接触时,使用三个微调装置7中的一个或两个,使保持面210中的保持着被加工物15的小扇形部分151的部分向 z方向上升,由此相比于磨削磨具340的下表面342与大扇形部分152接触时,能够更大幅地磨削被加工物15的小扇形部分151,从而能够将被加工物15修正成均匀的厚度。
67.另外,在图8所示那样的具有第1部分161和第2部分162(具有比第1部分161薄的厚度)的被加工物16中,也一边使用编码器261检测卡盘工作台20的旋转角度一边使用微调装置7调整保持面210的高度,并且使磨削磨具340的下表面342与被加工物16的上表面160接触,由此能够对被加工物16进行磨削而修正成均匀的厚度。
68.另外,图8所示的被加工物16是四边形,因此由于磨削磨具的轨迹的长度而产生厚度差。因此,根据被加工物16的大小,预先对旋转角度设定提供至微调装置7的电压。另外,第1部分161与第2部分162的边界的厚度慢慢变化。因此,在边界,根据旋转角度而使电压持续变化。
69.微调装置7通过形成于图3所示的支承部件70的多个缝73所构成的弹性构造而具有较高的响应性,因此与以往的调整轴相比能够以高速变更保持面210的倾斜或变更高度位置。另外,微调装置7也能够根据较高的响应性而极轻微地调整工作台基座23与基台53之间的距离6。另外,微调装置7与以往相比能够使全长缩短,因此能够实现加工装置1的小型化。
70.另外,在上述实施方式中,说明了加工装置1是磨削装置的情况,但本技术的加工装置1不限于磨削装置,也能够同样地应用于使研磨垫旋转而对晶片进行研磨的研磨装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。