1.本发明涉及锂电池制造技术领域,具体为一种锂电池自动化输送堆叠码放设备。
背景技术:
2.将多颗单电芯通过并串方式组成在一起形成模块,多个模块再串联组成锂电池模组。在多个模块串联组成模组的过程中,需要对多个模块进行定位整形,并将其压缩至指定尺寸,然后使用打包带拉紧固定,完成模组堆叠。
3.申请号为cn201822268827.7的中国实用新型专利公开了一种锂电池模组堆叠工装,该实用新型设计通过采用侧推气缸和主推气缸代替手工操作的方式,达到减小定位误差以及快速精确的将多个模块堆叠在一起组成模组的目的。
4.但上述的工作方式存在以下问题:在进行堆叠前需要人工手动拾取锂电池板放入工装中,并手动进行排列,操作较为繁琐,而且需要手动扶住锂电池板防止其倾倒,容易发生夹到手的情况,安全性较低;此外,在锂电池板生产完成传送运输的过程中,锂电池板大多都是歪斜的放置在传送带上,不利于后续的堆叠工作。
技术实现要素:
5.要解决的技术问题:本发明提供的一种锂电池自动化输送堆叠码放设备,可以解决上述背景技术中指出的难题。
6.技术方案:为达到以上目的,本发明采用以下技术方案,一种锂电池自动化输送堆叠码放设备,包括承载板,所述承载板上端面固定安装有输送带机构,所述承载板上端面左部通过固定杆固定连接有u形架,所述u形架内腔左腔壁和右腔壁之间前后对称固定连接有两个承载滑杆,两个所述承载滑杆外部共同滑动连接有用于对锂电池板进行码放的堆叠机构,且堆叠机构位于输送带机构的左部正上方,所述堆叠机构包括多级伸缩安装板、转轴、卡板和限位柱,两个所述承载滑杆外部均左右对称滑动连接有滑环,每个所述滑环的侧端面均固定连接有多级伸缩安装板,前后相邻的两个多级伸缩安装板之间共同等距转动连接有若干个转轴,所述转轴外部均固定连接有卡板,所述转轴外表壁前部和多级伸缩安装板前端面共同固定连接有扭簧,且扭簧套设在转轴外部,所述卡板上端面远离多级伸缩安装板的部分开设有限位槽,前后相对应的两个多级伸缩安装板的侧端面通过连接杆共同固定连接有和限位槽相配合的限位柱,且限位柱的数量和卡板的数量相匹配,所述卡板上端面远离限位柱的部分开设有卡槽,位于前部的两个所述滑环共同安装有第一剪叉式自动伸缩架,所述u形架内腔右腔壁固定连接有横杆,所述横杆左端和第一剪叉式自动伸缩架中部相互固定连接,位于后部的所述多级伸缩安装板后端面均固定安装有第二剪叉式自动伸缩架,所述承载板上端面左部且位于堆叠机构的下方安装有用于将锂电池板从输送带机构上转移至堆叠机构上的转运机构,所述多级伸缩安装板上端面共同卡接有收集框机构,所述收集框机构包括l形框板,所述l形框板用于对锂电池板的四角进行限位,所述承载板上端面右部通过支撑杆固定连接有用于对锂电池板调整位置的摆正机构。
7.进一步的,横向相邻的两个所述卡板相互靠近的一侧下端面为高度与其到转轴之间的距离呈正比的倾斜形状,所述卡板的侧部斜面安装有滑动组件,所述滑动组件包括滑动带和滚轴,所述卡板侧部斜面开设有空槽,所述空槽内腔前槽壁和后槽壁之间转动连接有滚轴,且滚轴设置有两个,两个所述滚轴外部共同套设有滑动带。
8.进一步的,所述卡槽槽壁固定连接有弹性橡胶层,且弹性橡胶层上表壁开设有防滑纹。
9.进一步的,所述转运机构包括导向滑座、导向滑柱、弹簧伸缩顶杆、弹性橡胶块、c形架、顶动伸缩杆和电动伸缩杆,所述承载板上端面左部前后对称固定连接有安装架,两个所述安装架上端面均左右对称固定连接有两个导向滑座,横向相邻的两个所述导向滑座相互靠近的一侧端面均开设有导向滑槽,所述导向滑槽中部段从下至上为逐渐向输送带机构靠近的倾斜形状,横向相邻的两个导向滑槽之间共同滑动连接有导向滑柱,所述导向滑柱外表壁通过固定块对称固定连接有两个弹簧伸缩顶杆,所述弹簧伸缩顶杆远离导向滑柱的一端均固定连接有弹性橡胶块,横向相邻的两个固定块侧端面共同固定连接有c形架,所述安装架上端面均固定连接有电动伸缩杆,所述电动伸缩杆上端固定连接有顶动伸缩杆,且电动伸缩杆和顶动伸缩杆之间呈相互垂直的状态,所述顶动伸缩杆远离电动伸缩杆的一端固定连接在c形架侧端面上。
10.进一步的,所述收集框机构包括弹簧伸缩板、连接伸缩杆、双向伸缩杆和l形框板,所述弹簧伸缩板设置有两个且呈前后对称的状态并位于多级伸缩安装板的上方,所述弹簧伸缩板的左端面和右端面均固定连接有调节滑座,所述调节滑座的内腔均滑动连接有l形连接板,所述l形连接板下端面均固定连接有插柱,所述多级伸缩安装板上端面开设有和插柱相配合的圆孔,两个所述弹簧伸缩板之间左右对称固定连接有两个连接伸缩杆,两个所述弹簧伸缩板之间共同连接有双向伸缩杆,两个所述弹簧伸缩板上端面共同固定连接有u形把手,所述u形把手的横向段为可伸缩杆,两个所述弹簧伸缩板下端面均左右对称固定连接有两个l形框板。
11.进一步的,所述l形框板中的两个内腔壁均通过圆轴转动连接有导向带,且所述导向带下部为向外扩张的倾斜形状,所述l形框板下端面通过竖轴转动连接有扇形挡板。
12.进一步的,所述摆正机构包括摆正推板、往复驱动电机、凸轮板和弹簧伸缩拉板,所述承载板上端面右部通过竖板左右对称固定连接有两个安装滑杆,两个所述安装滑杆之间前后对称滑动连接有两个摆正推板,所述承载板上端面通过折形杆固定连接有往复驱动电机,所述往复驱动电机的输出轴固定连接有凸轮板,所述凸轮板的两端均转动连接有弹簧伸缩拉板,两个所述弹簧伸缩拉板远离凸轮板的一端分别通过转柱转动连接在两个摆正推板的上端面。
13.进一步的,所述输送带机构的前端面右部安装有间歇驱动电机。
14.有益效果:(1)、通过转运机构和堆叠机构相互配合,在锂电池板移动至堆叠机构正下方时,转运机构自动将锂电池板抬升至堆叠机构中,并依次卡入卡板,实现自动堆叠,省去了人工手动拾取放入的步骤,提高了安全性,在堆叠的过程中,通过l形框板分别对堆叠进堆叠机构中的锂电池板的四个角进行导向和限位,使得锂电池板能够整齐有序的堆叠在一起,提升堆叠质量。
15.(2)、通过摆正机构中的摆正推板、往复驱动电机、凸轮板和弹簧伸缩拉板相互配
合,在锂电池板移动至摆正机构中时,往复驱动电机通过凸轮板和弹簧伸缩拉板带动两个摆正推板相互靠近移动,对倾斜的锂电池板进行摆正,方便后续的堆叠工作。
16.(3)、通过第一剪叉式自动伸缩架和第一剪叉式自动伸缩架相互配合的方式能够调节卡板的横向间距和纵向间距,从而能够对不同长度和厚度的锂电池板进行堆叠,增大了适用范围。
附图说明
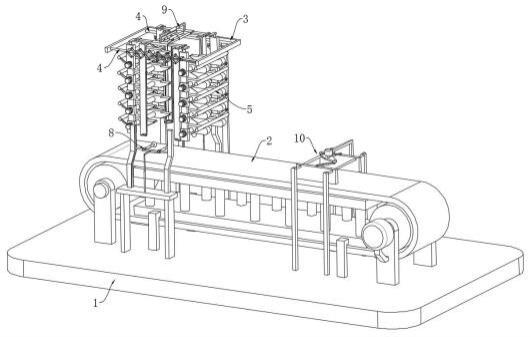
17.图1为本发明整体结构示意图。
18.图2为本发明整体结构后视视角示意图。
19.图3为本发明摆正机构安装结构示意图。
20.图4为本发明转运机构结构示意图。
21.图5为本发明堆叠机构和收集框机构组装结构示意图。
22.图6为本发明堆叠机构和收集框机构未组装时结构示意图。
23.图7为本发明堆叠机构后视视角结构示意图。
24.图8为本发明卡板结构剖视示意图。
25.图9为本发明收集框机构结构示意图。
26.图10为本发明图9中的a部分结构放大示意图。
27.图中:1、承载板;2、输送带机构;3、u形架;4、承载滑杆;5、堆叠机构;51、多级伸缩安装板;52、转轴;53、卡板;54、限位柱;55、滑环;56、限位槽;57、卡槽;58、滑动组件;581、滑动带;582、滚轴;6、第一剪叉式自动伸缩架;7、第二剪叉式自动伸缩架;8、转运机构;81、导向滑座;82、导向滑柱;83、弹簧伸缩顶杆;84、弹性橡胶块;85、c形架;86、顶动伸缩杆;87、电动伸缩杆;88、导向滑槽;9、收集框机构;91、l形框板;92、弹簧伸缩板;93、连接伸缩杆;94、双向伸缩杆;95、调节滑座;96、u形把手;97、导向带;98、扇形挡板;10、摆正机构;101、摆正推板;102、往复驱动电机;103、凸轮板;104、弹簧伸缩拉板;105、安装滑杆;11、安装架;12、插柱;13、l形连接板。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.请参阅图1和图2,本发明提供一种技术方案:一种锂电池自动化输送堆叠码放设备,包括承载板1,承载板1上端面固定安装有输送带机构2,输送带机构2的前端面右部安装有间歇驱动电机,承载板1上端面左部通过固定杆固定连接有u形架3,u形架3内腔左腔壁和右腔壁之间前后对称固定连接有两个承载滑杆4,两个承载滑杆4外部共同滑动连接有用于对锂电池板进行码放的堆叠机构5,且堆叠机构5位于输送带机构2的左部正上方,堆叠机构5包括多级伸缩安装板51,承载板1上端面左部且位于堆叠机构5的下方安装有用于将锂电池板从输送带机构2上转移至堆叠机构5上的转运机构8,多级伸缩安装板51上端面共同卡接有收集框机构9,收集框机构9包括l形框板91,l形框板91用于对锂电池板的四角进行限
位,承载板1上端面右部通过支撑杆固定连接有用于对锂电池板调整位置的摆正机构10。
30.请参阅图3,本实施例中,摆正机构10包括摆正推板101、往复驱动电机102、凸轮板103和弹簧伸缩拉板104,承载板1上端面右部通过竖板左右对称固定连接有两个安装滑杆105,两个安装滑杆105之间前后对称滑动连接有两个摆正推板101,承载板1上端面通过折形杆固定连接有往复驱动电机102,往复驱动电机102的输出轴固定连接有凸轮板103,凸轮板103的两端均转动连接有弹簧伸缩拉板104,两个弹簧伸缩拉板104远离凸轮板103的一端分别通过转柱转动连接在两个摆正推板101的上端面。
31.在锂电池板生产完后被送至输送带机构2上时,启动间歇驱动电机带动输送带机构2运行,输送带机构2带动着其上部的锂电池板向左间歇移动,当锂电池板移动至摆正机构10的位置时,间歇驱动电机停止运行,接着启动往复驱动电机102带动凸轮板103转动,凸轮板103转动拉动弹簧伸缩拉板104移动,弹簧伸缩拉板104拉动两个摆正推板101相互靠近,摆正推板101在相互靠近的过程中将锂电池板自动矫正,便于后续的堆叠处理,矫正完成后往复驱动电机102再带动凸轮板103反向转动,凸轮板103接着通过弹簧伸缩拉板104推动两个摆正推板101相互远离,直至和锂电池板表壁分离,接着间歇驱动电机再次带动输送带机构2运行,将摆正完成后的锂电池板输送至堆叠机构5下方。
32.请参阅图4,本实施例中,转运机构8包括导向滑座81、导向滑柱82、弹簧伸缩顶杆83、弹性橡胶块84、c形架85、顶动伸缩杆86和电动伸缩杆87,承载板1上端面左部前后对称固定连接有安装架11,两个安装架11上端面均左右对称固定连接有两个导向滑座81,横向相邻的两个导向滑座81相互靠近的一侧端面均开设有导向滑槽88,导向滑槽88中部段从下至上为逐渐向输送带机构2靠近的倾斜形状,横向相邻的两个导向滑槽88之间共同滑动连接有导向滑柱82,导向滑柱82外表壁通过固定块对称固定连接有两个弹簧伸缩顶杆83,弹簧伸缩顶杆83远离导向滑柱82的一端均固定连接有弹性橡胶块84,横向相邻的两个固定块侧端面共同固定连接有c形架85,安装架11上端面均固定连接有电动伸缩杆87,电动伸缩杆87上端固定连接有顶动伸缩杆86,且电动伸缩杆87和顶动伸缩杆86之间呈相互垂直的状态,顶动伸缩杆86远离电动伸缩杆87的一端固定连接在c形架85侧端面上。
33.当被矫正的锂电池板被输送带机构2带动移动至堆叠机构5的正下方时,间歇驱动电机再次停止运行,此时两个电动伸缩杆87同时伸长并带动顶动伸缩杆86上升,顶动伸缩杆86再通过c形架85带动导向滑柱82上升,由于导向滑槽88的中部段从下至上为逐渐向输送带机构2靠近的倾斜状态,因而导向滑柱82在上升至导向滑槽88倾斜段时会朝着输送带机构2的方向移动,并通过弹簧伸缩顶杆83带动弹性橡胶块84移动,使得前后相对应的两个弹性橡胶块84相互靠近,将位于两个弹性橡胶块84之间的锂电池板夹持住,接着电动伸缩杆87继续伸长带动弹性橡胶块84上升,弹性橡胶块84带动夹持着的锂电池板上升,输送至堆叠机构5中。
34.请参阅图5、图6、图7和图8,堆叠机构5包括多级伸缩安装板51、转轴52、卡板53和限位柱54,两个承载滑杆4外部均左右对称滑动连接有滑环55,每个滑环55的侧端面均固定连接有多级伸缩安装板51,前后相邻的两个多级伸缩安装板51之间共同等距转动连接有若干个转轴52,转轴52外部均固定连接有卡板53,横向相邻的两个卡板53相互靠近的一侧下端面为高度与其到转轴52之间的距离呈正比的倾斜形状,卡板53的侧部斜面安装有滑动组件58,滑动组件58包括滑动带581和滚轴582,卡板53侧部斜面开设有空槽,空槽内腔前槽壁
和后槽壁之间转动连接有滚轴582,且滚轴582设置有两个,两个滚轴582外部共同套设有滑动带581,通过滑动带581的转动能够在将锂电池板逐渐向上堆叠顶动卡板53转动的过程中起到导向作用,便于锂电池板滑动至卡板53上部,同时还能够起到保护作用,避免卡板53下部和锂电池板外部产生直接摩擦导致出现划伤的情况。
35.转轴52外表壁前部和多级伸缩安装板51前端面共同固定连接有扭簧,且扭簧套设在转轴52外部,卡板53上端面远离多级伸缩安装板51的部分开设有限位槽56,前后相对应的两个多级伸缩安装板51的侧端面通过连接杆共同固定连接有和限位槽56相配合的限位柱54,且限位柱54的数量和卡板53的数量相匹配,卡板53上端面远离限位柱54的部分开设有卡槽57,卡槽57槽壁固定连接有弹性橡胶层,且弹性橡胶层上表壁开设有防滑纹,能够增大锂电池板和卡槽57之间的摩擦力,使得锂电池板能够稳稳的放置在卡槽57上,位于前部的两个滑环55共同安装有第一剪叉式自动伸缩架6,u形架3内腔右腔壁固定连接有横杆,横杆左端和第一剪叉式自动伸缩架6中部相互固定连接,位于后部的多级伸缩安装板51后端面均固定安装有第二剪叉式自动伸缩架7。
36.请参阅图9和图10,收集框机构9包括弹簧伸缩板92、连接伸缩杆93、双向伸缩杆94和l形框板91,弹簧伸缩板92设置有两个且呈前后对称的状态并位于多级伸缩安装板51的上方,弹簧伸缩板92的左端面和右端面均固定连接有调节滑座95,调节滑座95的内腔均滑动连接有l形连接板13,l形连接板13下端面均固定连接有插柱12,多级伸缩安装板51上端面开设有和插柱12相配合的圆孔,两个弹簧伸缩板92之间左右对称固定连接有两个连接伸缩杆93,两个弹簧伸缩板92之间共同连接有双向伸缩杆94,双向伸缩杆94可为现有的液压缸,两个弹簧伸缩板92上端面共同固定连接有u形把手96,u形把手96的横向段为可伸缩杆,两个弹簧伸缩板92下端面均左右对称固定连接有两个l形框板91,l形框板91中的两个内腔壁均通过圆轴转动连接有导向带97,且导向带97下部为向外扩张的倾斜形状,l形框板91下端面通过竖轴转动连接有扇形挡板98。
37.在对锂电池板进行堆叠前先根据锂电池板的长度和厚度分别通过第一剪叉式自动伸缩架6和第二剪叉式自动伸缩架7来调节卡板53横向和纵向的间距,启动第一剪叉式自动伸缩架6带动滑环55移动,滑环55再带动横向相邻的多级伸缩安装板51相互远离或者靠近,从而能够根据锂电池板的长度来调节横向卡板53的间距,接着再启动第二剪叉式自动伸缩架7带动多级伸缩安装板51伸长或者缩短,多级伸缩安装板51进而带动位于纵向上的卡板53相互靠近或者远离,从而能够根据锂电池板的厚度来调节卡板53纵向的间距,然后通过插柱12和圆孔相互配合将收集框机构9安装在堆叠机构5中,拉动弹簧伸缩板92伸长,使得插柱12和多级伸缩安装板51上的圆孔对准,接着向下移动插柱12插入圆孔中,将收集框机构9和堆叠机构5安装在一起,然后再通过双向伸缩杆94调节两个弹簧伸缩板92的间距,使得四个l形框板91的位置和锂电池板的四角处于同一竖直线上,接着转动扇形挡板98使l形框板91下部处于打开的状态。
38.转运机构8将锂电池板从输送带机构2提升至堆叠机构5的过程中,第一块被转运的锂电池板会被转运机构8带动向上移动,到达堆叠机构5中时,锂电池板顶动卡板53转动,此时扭簧被压缩,当锂电池板完全移动至第一个卡板53的上方时,锂电池板和卡板53分离,接着扭簧复位带动卡板53转动恢复至初始位置,然后转运机构8下降,锂电池板被放置在卡槽57上,此时转运机构8继续下降,而锂电池板被卡板53抵住,因而弹性橡胶块84会从锂电
池板外部强行滑下脱离,然后转运机构8再带动下一块锂电池板上升,被带动的锂电池板在上升的过程中会移动至上一块卡在堆叠机构5中的锂电池板的下方,并顶动其上升至第二个卡板53的位置,然后转运机构8继续带动下一个锂电池板上升重复上述步骤,循环往复,实现锂电池板的堆叠,且在堆叠的过程中锂电池板的四个角抵触在l形框板91的内腔壁上,能够起到导向限位的作用,使得锂电池板整齐有序的堆叠在一起,避免出现偏离的情况,在堆叠数量完成后,转动扇形挡板98将l形框板91下部关闭,接着向上提拉u形把手96将收集框机构9从堆叠机构5中抽出,并将下一个收集框机构9安装在堆叠机构5中,能够进行批量化的堆叠,提高生产效率。
39.工作时,首先根据待堆叠的锂电池板的长度和宽度来调节堆叠机构5中的卡板53横向和纵向的间距,接着将生产完成后的锂电池板放置在输送带机构2上,接着启动间歇驱动电机带动输送带机构2运行,带动着锂电池板向左移动,当移动至摆正机构10的位置时,输送带机构2停止运行,摆正机构10运行对锂电池板进行矫正,矫正完成后输送带机构2再次运行将矫正完成的锂电池板运送至堆叠机构5的正下方,接着启动转运机构8运行将锂电池板转运至堆叠机构5中,循环往复,将锂电池板堆叠在一起,最后再通过向上提拉收集框机构9即可将堆叠完成后的锂电池板运出。
40.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素”。
41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
