1.本发明涉及消失模铸造技术领域,尤其涉及一箱多件斗齿消失模铸造系统。
背景技术:
2.消失模铸造是一种精密、环保、适应性广的新型铸造工艺,是将聚苯乙烯泡沫塑料通过模具成型制成模型,俗称白模,表面涂耐火涂料,烘干后,在抽真空砂箱内用干砂填砂埋箱,浇铸成铸;挖掘机斗齿是挖掘机上的重要部件,传统的斗齿制备是通过消失模铸造单个制备,但是这种方式铸造的效率低,不能一次获得多个斗齿,且斗齿完成铸造的关键因素就是沙的紧密度,沙的紧密密度若是过低,则会造成铸件避免不完整,出现缺陷,为了提高斗齿铸件的制备效率,提高斗齿的完整性,我们提出一箱多件斗齿消失模铸造系统。
技术实现要素:
3.本发明的目的是针对背景技术中存在的:传统斗齿单一铸造效率低,完整性有待提高的问题,提出一箱内可以成型多件斗齿消失模的铸造系统。
4.本发明的技术方案:一箱多件斗齿消失模铸造系统,包括箱体,所述箱体内放置有模具本体,所述箱体的底部设置有振动电机,所述振动电机的底部连接有安装板,所述安装板的一侧固定连接有支撑板,所述箱体的两侧固定连接有滑杆,所述支撑板上开设有滑孔,所述滑杆贯穿滑孔,所述模具本体的顶部连接有连接管,所述模具本体的外部沿其周向阵列设置有多个导液管,所述导液管的另一端连接有斗齿模。
5.优选的,所述连接管内设有浇道,所述模具本体内开设有空腔,所述空腔与浇道贯通连接,所述导液管为中空管结构。
6.优选的,所述箱体的底部开设有出沙口,所述出沙口内设置有挡板,所述挡板的一侧与箱体的底部外壁转动连接,所述挡板的另一侧与箱体的底部外壁卡扣连接。
7.优选的,所述滑杆与滑孔的内壁滑动连接,所述滑杆为“t”字型杆,所述滑杆的一端外径大于滑孔的最大内径。
8.优选的,所述支撑板上开设有设置在滑孔两侧的定位槽,所述定位槽内转动连接有定位栓。
9.优选的,所述滑杆上开设有定位孔,所述定位栓与定位孔相互适配。
10.与现有技术相比,本发明具有如下有益的技术效果:1、本发明通过模具本体和连接管导液管的设置,且在模具本体和导液管和浇道中开设贯通的通道,使得浇筑时一个箱体内能成型多个斗齿铸件,提高斗齿铸件的加工效率,降低损耗,提高生产效率;2、本发明通过振动电机的设置在填砂的时候抖动箱体,使得箱体内的砂与模具充分紧密填充,提高铸件外表面的完整性,提高铸件的外观形象,出砂将箱体底部的挡板打开,使得砂从底部放出,将成型后的铸件拿取出箱体即可,减少拉动铸件从箱体内拔出的力量输出,生产更为便捷;
3、综上所述,本发明结构新颖紧凑,以此能铸造多个斗齿铸件,工作效率提高,对砂抖动,使得砂与模具更为贴合紧密,提高铸件外表面的完整性,出砂后取铸件,减少工人拉力投入使用,提高工作效率。
附图说明
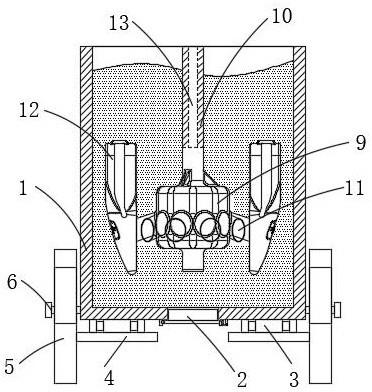
11.图1是一箱多件斗齿消失模铸造系统的主视图;图2是图1中支撑板的侧视结构图;图3是图1中模具本体和斗齿模的俯视示意图。
12.附图标记:1、箱体;2、挡板;3、振动电机;4、安装板;5、支撑板;6、滑杆;7、滑孔;8、定位栓;9、模具本体;10、连接管;11、导液管;12、斗齿模;13、浇道。
具体实施方式
13.下文结合附图和具体实施例对本发明的技术方案做进一步说明。
14.实施例一如图1-3所示,本发明提出的一箱多件斗齿消失模铸造系统,包括箱体1,箱体1内放置有模具本体9,箱体1的底部设置有振动电机3,振动电机3的设置在填砂时抖动箱体1,使得砂充分的与模具贴合,振动电机3的底部连接有安装板4,安装板4的一侧固定连接有支撑板5,箱体1的两侧固定连接有滑杆6,支撑板5上开设有滑孔7,支撑板5上开设有设置在滑孔7两侧的定位槽,定位槽内转动连接有定位栓8,滑杆6上开设有定位孔,定位栓8与定位孔相互适配,定位栓8将滑杆6在支撑板5上的位置固定,用于浇筑时保持平稳,滑杆6贯穿滑孔7,滑杆6与滑孔7的内壁滑动连接,滑杆6为“t”字型杆,滑杆6的一端外径大于滑孔7的最大内径,模具本体9的顶部连接有连接管10,模具本体9的外部沿其周向阵列设置有多个导液管11,导液管11的另一端连接有斗齿模12,连接管10内设有浇道13,模具本体9内开设有空腔,空腔与浇道13贯通连接,导液管11为中空管结构,中空管的设置有用于在浇筑的时候可以将金属液充分流通。
15.本实施例中,将砂铺设在箱体1的底部,将模具本体9放置在砂的上表面,此时将砂继续投入箱体1中,将定位栓8从滑杆6上取下,并将振动电机3启动,使得振动电机3将箱体1进行抖动,使得砂与模具外壁充分接触,提高铸件外表面的完整性,完成抖动后将定位栓8与定位孔定位槽安装,固定箱体1的位置,对连接管10内的浇道13浇筑,使得浇道13将金属液通过模具本体9和导液管11输送至斗齿模12内,且斗齿模12有多个,一次浇筑成型多个,工作效率高。
16.实施例二如图1-3所示,本发明提出的一种主题,相较于实施例一,本实施例还包括箱体1,箱体1内放置有模具本体9,箱体1的底部设置有振动电机3,振动电机3的底部连接有安装板4,安装板4的一侧固定连接有支撑板5,箱体1的两侧固定连接有滑杆6,支撑板5上开设有滑孔7,滑杆6贯穿滑孔7,模具本体9的顶部连接有连接管10,模具本体9的外部沿其周向阵列设置有多个导液管11,导液管11的另一端连接有斗齿模12,箱体1的底部开设有出沙口,出沙口内设置有挡板2,挡板2的一侧与箱体1的底部外壁转动连接,挡板2的另一侧与箱体1的底部外壁卡扣连接,挡板2用于将填砂从箱体1中流出。
17.本实施例中,完成浇筑冷却成型后,将挡板2一侧的卡扣打开,将挡板2从出沙口脱离,使得出沙口打开,通过振动电机3的抖动,使得砂从箱体1的底部流出,不用将铸件从箱体1的顶部拉拔出去,减少力气的使用。
18.上述具体实施例仅仅是本发明的几种优选的实施例,基于本发明的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
技术特征:
1.一箱多件斗齿消失模铸造系统,包括箱体(1),所述箱体(1)内放置有模具本体(9),其特征在于:所述箱体(1)的底部设置有振动电机(3),所述振动电机(3)的底部连接有安装板(4),所述安装板(4)的一侧固定连接有支撑板(5),所述箱体(1)的两侧固定连接有滑杆(6),所述支撑板(5)上开设有滑孔(7),所述滑杆(6)贯穿滑孔(7),所述模具本体(9)的顶部连接有连接管(10),所述模具本体(9)的外部沿其周向阵列设置有多个导液管(11),所述导液管(11)的另一端连接有斗齿模(12)。2.根据权利要求1所述的一箱多件斗齿消失模铸造系统,其特征在于,所述连接管(10)内设有浇道(13),所述模具本体(9)内开设有空腔,所述空腔与浇道(13)贯通连接,所述导液管(11)为中空管结构。3.根据权利要求1所述的一箱多件斗齿消失模铸造系统,其特征在于,所述箱体(1)的底部开设有出沙口,所述出沙口内设置有挡板(2),所述挡板(2)的一侧与箱体(1)的底部外壁转动连接,所述挡板(2)的另一侧与箱体(1)的底部外壁卡扣连接。4.根据权利要求1所述的一箱多件斗齿消失模铸造系统,其特征在于,所述滑杆(6)与滑孔(7)的内壁滑动连接,所述滑杆(6)为“t”字型杆,所述滑杆(6)的一端外径大于滑孔(7)的最大内径。5.根据权利要求1所述的一箱多件斗齿消失模铸造系统,其特征在于,所述支撑板(5)上开设有设置在滑孔(7)两侧的定位槽,所述定位槽内转动连接有定位栓(8)。6.根据权利要求5所述的一箱多件斗齿消失模铸造系统,其特征在于,所述滑杆(6)上开设有定位孔,所述定位栓(8)与定位孔相互适配。
技术总结
本发明涉及消失模铸造技术领域,尤其涉及一箱多件斗齿消失模铸造系统。其主要针对传统斗齿单一铸造效率低,完整性有待提高的问题,提出如下技术方案:包括箱体,所述箱体内放置有模具本体,所述箱体的底部设置有振动电机,所述振动电机的底部连接有安装板,所述安装板的一侧固定连接有支撑板,所述箱体的两侧固定连接有滑杆,所述支撑板上开设有滑孔,所述滑杆贯穿滑孔。本发明结构新颖紧凑,以此能铸造多个斗齿铸件,工作效率提高,对砂抖动,使得砂与模具更为贴合紧密,提高铸件外表面的完整性,出砂后取铸件,减少工人拉力投入使用,提高工作效率。工作效率。工作效率。
技术研发人员:余祎裕 曾冬珍 刘波 郭跃广
受保护的技术使用者:龙工(福建)铸锻有限公司
技术研发日:2022.01.17
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。