1.本发明涉及连铸机管理控制领域,特别涉及一种连铸机自动交接班系统。
背景技术:
2.目前炼钢行业里面一般采用三班轮换生产制,交接班提醒都是机长通过电话通知三操人员,交接时时间差异较大,且有时会由于交接班时间存在差异而产生纠纷,不利于生产正常有序的进行,不利于提供生产效率;此外在交接班时全靠人工估算交接班时的各项数据,数据不准且班与班之间有时会因交接时产生错误而影响班组绩效。为了防止数据不准确,每班的班组长都需要核对上一班的统计数据,避免造成统计错误或者数据不准确,这样大大降低了生产效率。
技术实现要素:
3.针对现有技术中存在的不足,本发明提供了一种连铸机自动交接班系统,解决连铸机交接班过程中因交接班时间差异而产生纠纷的问题。
4.本发明是通过以下技术手段实现上述技术目的的。
5.一种连铸机自动交接班系统,包括中包、拉矫机和切割车;所述中包用于钢坯浇注,所述拉矫机用于浇注后钢坯的拉矫;所述切割车用于切割拉矫后的钢坯;还包括控制器、重量传感器、变频器和控制开关;
6.所述重量传感器用于检测中包内的钢水重量;所述控制器与重量传感器连通,所述控制器根据中包内的钢水重量和钢坯的理论重量计算出中包内剩余钢水生产出的钢坯支数;
7.所述变频器安装在拉矫机上,用于检测拉矫机输出的转速;所述控制器与变频器连通,所述控制器获取切割车的切割信号,用于作为钢坯浇注长度累积的起始位;所述控制器根据拉矫机输出的转速和钢坯浇注长度累积的起始位计算出当前钢坯的累积长度;
8.通过按压控制开关,所述控制器输出当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度。
9.进一步,还包括工控机,所述工控机与控制器连接,用于显示当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度。
10.进一步,多个所述工控机位于主控室和操作车间内。
11.进一步,所述控制开关位于大包操作车间,报警系统安装在操作车间内,当按压控制开关后,所述控制器控制报警系统报警,且所述控制器使所述工控机发出大包车间停浇的报警信号。
12.本发明的有益效果在于:
13.1.本发明所述的连铸机自动交接班系统,可方便、准确、及时地提示停浇信息,第一时间让操作人员知道浇注情况。
14.2.本发明所述的连铸机自动交接班系统,通过称重传感器和变频器计算出中包重
量、剩余钢坯支数和当前钢坯的累积长度。
15.3.本发明所述的连铸机自动交接班系统,通过工控机显示当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度,这样交接班时所有数据一目了然,极大的方便了交接班工作的进行。操作简单,控制方便,使用效果显著,杜绝了操作工因交接班时间存在差异而产生纠纷,保证了生产的持续进行。
附图说明
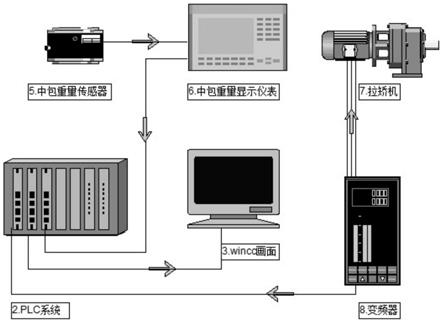
16.图1为本发明所述的连铸机自动交接班系统原理图。
17.图2为本发明所述的控制信号图。
18.图中:
19.1-控制开关;2-控制器;3-工控机;4-报警系统;5-重量传感器;6-称重显示仪表;7-拉矫机;8-变频器。
具体实施方式
20.下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
21.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“轴向”、“径向”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
23.现有的连铸机中包括中包、拉矫机7和切割车;所述中包用于钢坯浇注,所述拉矫机7用于浇注后钢坯的拉矫;所述切割车用于切割拉矫后的钢坯;现有的连铸机具体连接关系在此不再详细描述。而发明所述的连铸机自动交接班系统如图1所示,包括控制器2、重量传感器5、变频器8和控制开关1;所述重量传感器5安装在中包底部,用于检测中包内的钢水重量;所述重量传感器5将中包重量信号传输给称重显示仪表6并在称重显示仪表6上显示中包重量。所述控制器2与重量传感器5连通,控制器2采集重量传感器5输出的4-20ma电流信号,将其转换成当前中包重量g1,所述控制器2根据中包内的钢水重量g1和钢坯的理论重量计算出中包内剩余钢水生产出的钢坯支数;假设每支钢坯的理论重量为a,中包内剩余钢水生产出的钢坯支数=g1/a。
24.所述变频器8安装在拉矫机7上,用于检测拉矫机7输出的转速;所述控制器2与变
频器8连通,所述控制器2根据拉矫机7输出的转速和拉矫机7的参数可以计算出拉矫浇注后钢坯的长度。切割车通过火焰割枪切割钢坯,当切割车切割完成钢坯时,所述控制器2获取该信号,作为钢坯浇注长度累积的起始位;即当火焰割枪切割钢坯后此时下一根钢坯开始累积长度,累积长度通过拉矫机7输出的转速和拉矫机7的参数计算。当通过按压控制开关1,所述控制器2输出当前中包内剩余钢水生产出的钢坯支数和当前时刻钢坯的累积长度。所述控制器2可以是plc控制器,也可以是由移位器、加法器、比较器和逻辑门的电子硬件组成。
25.如图2所示,还包括工控机3,所述工控机3与控制器2连接,用于显示当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度。多个所述工控机3位于主控室和操作车间内。所述控制开关1位于大包操作车间,当按压控制开关1后,所述控制器2控制安装在操作车间内的报警系统4报警,且所述控制器2使所述工控机3发出大包车间停浇的报警信号。
26.在进行交接班时,大包停浇后只需要操作人员在大包停浇后按下大包操作箱上的控制开关1,操作简单。西门子plc控制器2会自动计算出中包重量、剩余钢坯支数和切割车后的钢坯长度生产信息。在操作人员按下控制开关1后,主操室工控机3上会显示大包停浇报警信号和中包重量、剩余钢坯支数和切割车后的钢坯长度生产信息,这样交接班时所有数据一目了然,极大的方便了交接班工作的进行。
27.所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本发明的保护范围。
技术特征:
1.一种连铸机自动交接班系统,包括中包、拉矫机(7)和切割车;所述中包用于钢坯浇注,所述拉矫机(7)用于浇注后钢坯的拉矫;所述切割车用于切割拉矫后的钢坯;其特征在于,还包括控制器(2)、重量传感器(5)、变频器(8)和控制开关(1);所述重量传感器(5)用于检测中包内的钢水重量;所述控制器(2)与重量传感器(5)连通,所述控制器(2)根据中包内的钢水重量和钢坯的理论重量计算出中包内剩余钢水生产出的钢坯支数;所述变频器(8)安装在拉矫机(7)上,用于检测拉矫机(7)输出的转速;所述控制器(2)与变频器(8)连通,所述控制器(2)获取切割车的切割信号,用于作为钢坯浇注长度累积的起始位;所述控制器(2)根据拉矫机(7)输出的转速和钢坯浇注长度累积的起始位计算出当前钢坯的累积长度;通过按压控制开关(1),所述控制器(2)输出当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度。2.根据权利要求1所述的连铸机自动交接班系统,其特征在于,还包括工控机(3),所述工控机(3)与控制器(2)连接,用于显示当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度。3.根据权利要求2所述的连铸机自动交接班系统,其特征在于,多个所述工控机(3)位于主控室和操作车间内。4.根据权利要求2所述的连铸机自动交接班系统,其特征在于,所述控制开关(1)位于大包操作车间,当按压控制开关(1)后,所述控制器(2)控制安装在操作车间内的报警系统(4)报警,且所述控制器(2)使所述工控机(3)发出大包车间停浇的报警信号。
技术总结
本发明提供了一种连铸机自动交接班系统,包括中包、拉矫机、切割车、控制器、重量传感器、变频器和控制开关;所述重量传感器用于检测中包内的钢水重量;所述控制器与重量传感器连通,所述控制器根据中包内的钢水重量和钢坯的理论重量计算出中包内剩余钢水生产出的钢坯支数;所述变频器用于检测拉矫机输出的转速;所述控制器根据拉矫机输出的转速和钢坯浇注长度累积的起始位计算出当前钢坯的累积长度;通过按压控制开关,所述控制器输出当前中包内剩余钢水生产出的钢坯支数和当前钢坯的累积长度。本发明解决连铸机交接班过程中因交接班时间差异而产生纠纷的问题。时间差异而产生纠纷的问题。时间差异而产生纠纷的问题。
技术研发人员:徐成刚 张明辉 朱松军 种传奇 王黎明 姜峰 吴骏
受保护的技术使用者:联峰钢铁(张家港)有限公司
技术研发日:2020.09.09
技术公布日:2022/3/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
