1.本发明涉及传送结构技术领域,尤其是指一种用于多工位传送模的料片自动旋转机构。
背景技术:
2.现有技术中,传统的多工位传送模传送料片时,通常是分离料片后,直接用自动夹钳往下一站输送,有时候料片的长度过于太长时,模具宽度随之增加,导致超出原本计划的冲床参数,从而增加机台成本;另外,传统的料片运输过程不够稳定,起点和终点的定位效果不好,容易发生位置偏移,导致后续加工精度不足,良品率低,无法满足现代化生产的需求。
技术实现要素:
3.本发明要解决的技术问题是提供一种用于多工位传送模的料片自动旋转机构,能够通过控制驱动装置,从而控制旋转料片的角度,达到增加料片利用率,减少模具成本,降低生产成本,起点和终点的定点定位效果好,提高精确性、可靠性,提升良品率。
4.为了解决上述技术问题,本发明采用如下技术方案:一种用于多工位传送模的料片自动旋转机构,其包括工作台架、抬料板、联动板、滑动板、第一导向块、第二导向块、夹持装置和驱动装置,所述联动板的一端转动安装于所述工作台架,所述联动板的另一端与所述抬料板连接,所述滑动板位于所述抬料板的下方且滑动安装于所述工作台架,所述驱动装置固定安装于所述工作台架,所述驱动装置的输出端与所述滑动板连接,所述第一导向块安装于所述抬料板底部的一端,所述第二导向块安装于所述抬料板底部的另一端,所述工作台架设有第一弧形槽,所述滑动板设有第二弧形槽,所述第一导向块突伸至所述第一弧形槽内,所述第二导向块突伸至所述第一弧形槽内,所述夹持装置安装于所述抬料板,料片承载于所述抬料板,所述夹持装置用于将料片夹紧于所述抬料板;所述第二弧形槽的两端均设有定点弯折槽,所述第二导向块位于所述定点弯折槽时,所述抬料板定点到位。
5.进一步地,所述抬料板的边缘处设有多个挡料块,所述挡料块围设形成定位空间,料片位于所述定位空间。
6.进一步地,所述夹持装置包括驱动本体、第一夹持臂和第二夹持臂,所述驱动本体安装于所述抬料板,所述抬料板设有一缺口,所述第一夹持臂和所述第二夹持臂均突伸至所述缺口,所述第一夹持臂和所述第二夹持臂相对设置且均转动安装于所述驱动本体,所述驱动本体用于驱使所述第一夹持臂和所述第二夹持臂彼此靠近或彼此远离,所述第一夹持臂和所述第二夹持臂均设有多个防滑凸点,所述防滑凸点与料片相抵。
7.进一步地,所述第一夹持臂设有一弧形夹槽,所述第二夹持臂设有一弧形夹槽,两个所述弧形夹槽相对设置。
8.进一步地,所述第二夹持臂设有一吹气通孔,多个所述防滑凸点围绕所述吹气通
孔设置。
9.进一步地,所述工作台架安装有多个槽型滑轨,所述滑动板设有多个适配凸边,所述适配凸边与所述槽型滑轨相匹配。
10.进一步地,所述抬料板设有多个吸嘴,所述吸嘴用于吸附料片。
11.本发明的有益效果:本技术通过对模具宽度,机台参数,材料利用率等因素的考虑,通过控制驱动装置,从而控制旋转料片的角度,达到增加料片利用率,减少模具成本,降低生产成本,起点和终点的定点定位效果好,提高精确性和可靠性。
附图说明
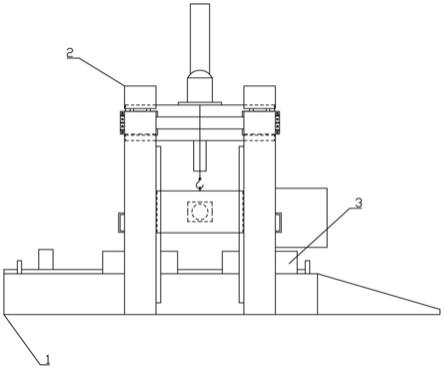
12.图1为本发明的局部立体结构示意图。
13.图2为本发明的抬料板旋转前的结构示意图。
14.图3为本发明的抬料板旋转后的结构示意图。
15.图4为本发明第一视角的抬料板的结构示意图。
16.图5为本发明第二视角的抬料板的结构示意图。
17.图6为本发明的滑动板的结构示意图。
18.图7为本发明的夹持装置的结构示意图。
具体实施方式
19.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
20.如图1至图7所示,本发明提供的一种用于多工位传送模的料片自动旋转机构,其包括工作台架1、抬料板2、联动板3、滑动板4、第一导向块5、第二导向块6、夹持装置7和驱动装置8,联动板3的一端转动安装于工作台架1,联动板3的另一端与抬料板2连接,滑动板4位于抬料板2的下方且滑动安装于工作台架1,驱动装置8固定安装于工作台架1,驱动装置8的输出端与滑动板4连接,第一导向块5安装于抬料板2底部的一端,第二导向块6安装于抬料板2底部的另一端,工作台架1设有第一弧形槽9,滑动板4设有第二弧形槽10,第一导向块5突伸至第一弧形槽9内,第二导向块6突伸至第一弧形槽9内,夹持装置7安装于抬料板2,料片承载于抬料板2,夹持装置7用于将料片夹紧于抬料板2;第二弧形槽10的两端均设有定点弯折槽11,第二导向块6位于定点弯折槽11时,抬料板2定点到位。驱动装置8可以选用气缸或电缸或电机。
21.实际应用中,如图2所示,料片已经完成分离,即将进行旋转,第一导向块5位于图2中的第一弧形槽9的最左端,第二导向块6位于图2中的第二弧形槽10最左端的定点弯折槽11内;驱动装置8驱使滑动板4沿图2中的下方向移动,第一导向块5位于第一弧形槽9内滑动,第二导向块6位于第二弧形槽10内滑动,如图3所示,在第一导向块5和第二导向块6的导向作用下,抬料板2旋转至图3位置,第二导向块6位于图3中的第二弧形槽10最右端的定点弯折槽11内,起到定点定位的作用。本技术通过对模具宽度,机台参数,材料利用率等因素的考虑,通过控制驱动装置8,从而控制旋转料片的角度,达到增加料片利用率,减少模具成本,降低生产成本,起点和终点的定点定位效果好,提高精确性和可靠性。
22.本实施例中,抬料板2的边缘处设有多个挡料块12,挡料块12围设形成定位空间
13,料片位于定位空间13,料片的定位效果好,定位精准,有利于后续的加工工序进行。
23.本实施例中,夹持装置7包括驱动本体14、第一夹持臂15和第二夹持臂16,驱动本体14安装于抬料板2,抬料板2设有一缺口17,第一夹持臂15和第二夹持臂16均突伸至缺口17,第一夹持臂15和第二夹持臂16相对设置且均转动安装于驱动本体14,驱动本体14用于驱使第一夹持臂15和第二夹持臂16彼此靠近或彼此远离,第一夹持臂15和第二夹持臂16均设有多个防滑凸点18,防滑凸点18与料片相抵。驱动本体14可以选用手指气缸,防滑凸点18可以选用软胶材料制成,能够保护料片,防止滑动,夹持效果好。
24.本实施例中,第一夹持臂15设有一弧形夹槽19,第二夹持臂16设有一弧形夹槽19,两个弧形夹槽19相对设置。针对管状产品或者料片的管状附加部件,可以通过弧形夹槽19进行夹持固定,提高通用性。
25.本实施例中,第二夹持臂16设有一吹气通孔20,多个防滑凸点18围绕吹气通孔20设置。吹气通孔20用于与外界的吹气装置连接,当防滑凸点18与料片粘附一起时,可以通过吹气,将防滑凸点18与料片分离,便于后续的加工工序进行。
26.本实施例中,工作台架1安装有多个槽型滑轨21,滑动板4设有多个适配凸边22,适配凸边22与槽型滑轨21相匹配,能够提高滑动板4滑动的稳定性和流畅性。
27.本实施例中,抬料板2设有多个吸嘴23,吸嘴23用于吸附料片,使得在传送料片时,料片保持位置不变,提高定位的精确性和可靠性。
28.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
29.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。