1.本实用新型涉及加工中心自动上下料技术领域,具体为一种自动上下料的加工中心生产线。
背景技术:
2.加工中心,是指带有刀库和自动换刀装置的一种高度自动化的多功能数控机床,工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换刀具,自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其他辅助机能,继而依次完成工件的加工工作,数控铣床是一种加工功能很强的数控机床,迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式,目前,自动上下料的加工中心生产线,常采用机械手或者传送带来完成上下料的传输作用,现有的自动上下料的加工中心生产线,不能满足加工中心快速高效自动上下料的需求,增加工作人员的工作负担,需要人工过多干涉,自动化程度不高,为此,我们提出了一种自动上下料的加工中心生产线来解决上述问题。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种自动上下料的加工中心生产线,满足加工中心快速高效自动上下料的需求,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种自动上下料的加工中心生产线,包括底板和自动送料机构;
5.底板:其上表面左侧设有铣床,底板的上表面中部设有均匀分布的支柱,支柱的上端均与安装板的下表面固定连接,底板的上表面右侧设有均匀分布的支撑腿,支撑腿的上端均与板台的下表面固定连接,板台的上表面安装口内设有电动传送带;
6.自动送料机构:设置于安装板的上表面;
7.其中:还包括plc控制器,所述plc控制器设置于底板的上表面右侧,plc控制器的输入端电连接外部电源,铣床的输入端电连接plc控制器的输出端,电动传送带的输入端电连接plc控制器的输出端,满足加工中心快速高效自动上下料的需求,减轻工作人员的工作负担,无需人工过多干涉,自动化程度较高。
8.进一步的,所述自动送料机构包括转动架、电动推杆、连接板、条板、固定夹板和活动夹板,所述转动架通过轴承转动连接于安装板的上表面通孔内,转动架的上表面边缘处分别设有电动推杆和固定夹板,电动推杆的伸缩端端头处均设有连接板,连接板的内部均通过转轴转动连接有条板,条板的外侧端头处均通过转轴转动连接有活动夹板,活动夹板的中部分别通过转轴与环形分布的固定夹板转动连接,电动推杆的输入端电连接plc控制器的输出端,满足加工中心快速高效自动上下料的需求。
9.进一步的,所述自动送料机构还包括从动齿轮、电机和主动齿轮,所述从动齿轮设置于转动架的下端面,安装板的右表面通过安装座设有电机,电机的输出轴上端设有主动
齿轮,主动齿轮与从动齿轮啮合连接,电机的输入端电连接plc控制器的输出端,起到快速传动的作用。
10.进一步的,所述底板的上表面前端对称设有固定柱,固定柱的外弧面均与输料板的后端固定连接,起到传输下料的作用。
11.进一步的,所述电动传送带的带体外表面设有均匀分布的防滑凸垫,在传输加工材料时起到防滑的作用。
12.与现有技术相比,本实用新型的有益效果是:本自动上下料的加工中心生产线,具有以下好处:
13.plc控制器调控电动传送带运作,电动传送带把需要加工的材料传输至最左端上料区域后停止运动,同时plc控制器调控电机运作,电机旋转带动主动齿轮转动,主动齿轮带动从动齿轮旋转,从动齿轮旋转带动转动架转动,转动架逆时针旋转九十度后,plc控制器调控电机停止运作,此时第一组固定夹板和活动夹板之间的间隙处则刚好位于需要加工的材料处,这时plc控制器调控电动推杆运作,电动推杆伸缩端伸出带动条板向外部移动,条板带动活动夹板的连接端向外部弧形移动,此时活动夹板的另一端则向同一组的固定夹板合拢直至将材料夹持住,然后plc控制器调控电动推杆停止运作,然后通过plc控制器调控电机运作,综上所述电机转动带动转动架逆时针旋转九十度,在旋转的过程中plc控制器调控电动传送带运作,将下一个材料运输至最左端上料场所后停止运作,当转动架逆时针旋转九十度之后,此时第二组的固定夹板和活动夹板之间的间隙处则刚好位于下一个需要加工的材料处,这时重复上述上料夹持操作,然后再次通过plc控制器调控电机运作,电机再次带动转动架逆时针旋转九十度之后停止运作,同时在旋转的过程中plc控制器调控电动传送带运作,将下一个材料运输至最左端上料场所后停止运作,当第三组的固定夹板和活动夹板移动到上料区时并完成夹持操作后,此时的第一组固定夹板和活动夹板所夹持的材料则已经旋转一百八十度到达铣床的加工范围,然后铣床迅速对材料进行加工,加工之后通过plc控制器调控电机运作,电机再次带动转动架逆时针旋转九十度后停止运作,此时加工完成的材料处于输料板的上端,通过plc控制器调控电动推杆反转,电动推杆伸缩端回缩各机构复位,活动夹板和固定夹板之间的间隙逐渐打开,将加工完成的物品松开落入输料板内进行下料传输,在下料的过程中第四组到达上料区域并进行上料作业,plc控制器调控各个电器元件重复上述操作,形成完整的流水线,从而满足加工中心快速高效自动上下料的需求,减轻工作人员的工作负担,无需人工过多干涉,自动化程度较高。
附图说明
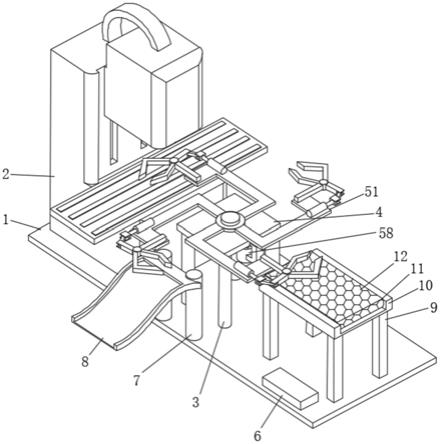
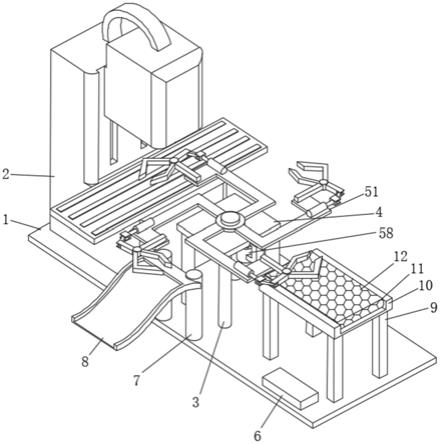
14.图1为本实用新型结构示意图;
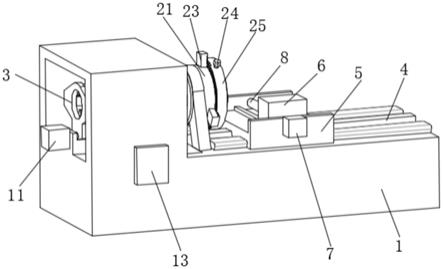
15.图2为本实用新型自动送料机构的结构示意图。
16.图中:1底板、2铣床、3支柱、4安装板、5自动送料机构、51转动架、52电动推杆、53连接板、54条板、55固定夹板、56活动夹板、57从动齿轮、58电机、59主动齿轮、6plc控制器、7固定柱、8输料板、9支撑腿、10板台、11电动传送带、12防滑凸垫。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1
‑
2,本实施例提供一种技术方案:一种自动上下料的加工中心生产线,包括底板1和自动送料机构5;
19.底板1:底板1提供安装场所,其上表面左侧设有铣床2,底板1满足快速加工的需求,底板1的上表面中部设有均匀分布的支柱3,为上方机构起到固定支撑的作用,支柱3的上端均与安装板4的下表面固定连接,满足固定连接的需求,底板1的上表面右侧设有均匀分布的支撑腿9,起到支撑稳固的作用,支撑腿9的上端均与板台10的下表面固定连接,起到固定安装的作用,板台10的上表面安装口内设有电动传送带11,满足上料传输的需求;
20.自动送料机构5:设置于安装板4的上表面,自动送料机构5包括转动架51、电动推杆52、连接板53、条板54、固定夹板55和活动夹板56,转动架51通过轴承转动连接于安装板4的上表面通孔内,转动架51的上表面边缘处分别设有电动推杆52和固定夹板55,电动推杆52的伸缩端端头处均设有连接板53,连接板53的内部均通过转轴转动连接有条板54,条板54的外侧端头处均通过转轴转动连接有活动夹板56,活动夹板56的中部分别通过转轴与环形分布的固定夹板55转动连接,电动推杆52的输入端电连接plc控制器6的输出端,自动送料机构5还包括从动齿轮57、电机58和主动齿轮59,从动齿轮57设置于转动架51的下端面,安装板4的右表面通过安装座设有电机58,电机58的输出轴上端设有主动齿轮59,主动齿轮59与从动齿轮57啮合连接,电机58的输入端电连接plc控制器6的输出端,调控电动传送带11运作,电动传送带11把需要加工的材料传输至最左端上料区域后停止运动,同时调控电机58运作,电机58旋转带动主动齿轮59转动,主动齿轮59带动从动齿轮57旋转,从动齿轮57旋转带动转动架51转动,转动架51逆时针旋转九十度后,调控电机58停止运作,此时第一组固定夹板55和活动夹板56之间的间隙处则刚好位于需要加工的材料处,这时调控电动推杆52运作,电动推杆52伸缩端伸出带动条板54向外部移动,条板54带动活动夹板56的连接端向外部弧形移动,此时活动夹板56的另一端则向同一组的固定夹板55合拢直至将材料夹持住,然后调控电动推杆52停止运作,然后调控电机58运作,综上所述电机58转动带动转动架51逆时针旋转九十度,在旋转的过程中调控电动传送带11运作,将下一个材料运输至最左端上料场所后停止运作,当转动架51逆时针旋转九十度之后,此时第二组的固定夹板55和活动夹板56之间的间隙处则刚好位于下一个需要加工的材料处,这时重复上述上料夹持操作,然后再次调控电机58运作,电机58再次带动转动架51逆时针旋转九十度之后停止运作,同时在旋转的过程中调控电动传送带11运作,将下一个材料运输至最左端上料场所后停止运作,当第三组的固定夹板55和活动夹板56移动到上料区时并完成夹持操作后,此时的第一组固定夹板55和活动夹板56所夹持的材料则已经旋转一百八十度到达铣床2的加工范围,然后铣床2迅速对材料进行加工,加工之后调控电机58运作,电机58再次带动转动架51逆时针旋转九十度后停止运作,此时加工完成的材料处于输料板8的上端,调控电动推杆52反转,电动推杆52伸缩端回缩各机构复位,活动夹板56和固定夹板55之间的间隙逐渐打开,将加工完成的物品松开落入输料板8内进行下料传输,在下料的过程中第四组到达上料区域并进行上料作业,调控各个电器元件重复上述操作,形成完整的流水线,从而满足加工中心快速高效自动上下料的需求,减轻工作人员的工作负担,无需人工过多干涉,自动化程度
较高;
21.其中:还包括plc控制器6,plc控制器6设置于底板1的上表面右侧,plc控制器6的输入端电连接外部电源,铣床2的输入端电连接plc控制器6的输出端,电动传送带11的输入端电连接plc控制器6的输出端,调控各个电器元件运作。
22.其中:底板1的上表面前端对称设有固定柱7,固定柱7为输料板8提供固定支撑的场所,固定柱7的外弧面均与输料板8的后端固定连接,输料板8起到传输下料的作用。
23.其中:电动传送带11的带体外表面设有均匀分布的防滑凸垫12,防滑凸垫12在传输加工材料时起到防滑的作用。
24.本实用新型提供的一种自动上下料的加工中心生产线的工作原理如下:首先工作人员将装置摆放在合适的工作区域内,plc控制器6调控电动传送带11运作,电动传送带11把需要加工的材料传输至最左端上料区域后停止运动,同时plc控制器6调控电机58运作,电机58旋转带动主动齿轮59转动,主动齿轮59带动从动齿轮57旋转,从动齿轮57旋转带动转动架51转动,转动架51逆时针旋转九十度后,plc控制器6调控电机58停止运作,此时第一组固定夹板55和活动夹板56之间的间隙处则刚好位于需要加工的材料处,这时plc控制器6调控电动推杆52运作,电动推杆52伸缩端伸出带动条板54向外部移动,条板54带动活动夹板56的连接端向外部弧形移动,此时活动夹板56的另一端则向同一组的固定夹板55合拢直至将材料夹持住,然后plc控制器6调控电动推杆52停止运作,并通过plc控制器6调控电机58运作,电机58转动带动转动架51逆时针旋转九十度,在旋转的过程中plc控制器6调控电动传送带11运作,将下一个材料运输至最左端上料场所后停止运作,当转动架51逆时针旋转九十度之后,此时第二组的固定夹板55和活动夹板56之间的间隙处则刚好位于下一个需要加工的材料处,这时重复上述上料夹持操作,然后再次通过plc控制器6调控电机58运作,电机58再次带动转动架51逆时针旋转九十度之后停止运作,同时在旋转的过程中plc控制器6调控电动传送带11运作,将下一个材料运输至最左端上料场所后停止运作,当第三组的固定夹板55和活动夹板56移动到上料区时并完成夹持操作后,此时的第一组固定夹板55和活动夹板56所夹持的材料则已经旋转一百八十度到达铣床2的加工范围,然后铣床2迅速对材料进行加工,加工之后通过plc控制器6调控电机58运作,电机58再次带动转动架51逆时针旋转九十度后停止运作,此时加工完成的材料处于输料板8的上端,通过plc控制器6调控电动推杆52反转,电动推杆52伸缩端回缩各机构复位,活动夹板56和固定夹板55之间的间隙逐渐打开,将加工完成的物品松开落入输料板8内进行下料传输,在下料的过程中第四组到达上料区域并进行上料作业,plc控制器6调控各个电器元件重复上述操作,形成完整的流水线,从而满足加工中心快速高效自动上下料的需求,减轻工作人员的工作负担,无需人工过多干涉,自动化程度较高,固定柱7为输料板8提供固定支撑的场所,防滑凸垫12在传输加工材料时起到防滑的作用。
25.值得注意的是,以上实施例中所公开的plc控制器6的具体型号为s7
‑
500,铣床2的具体型号为zx50c,电动传送带11的具体型号为xy
‑
2101,电动推杆52的具体型号为wdtw
‑
300,电机58的具体型号为130m
‑
09520c5
‑
e,plc控制器6控制铣床2、电动传送带11、电动推杆52和电机58工作采用现有技术中常用的方法。
26.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在
其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。